


O aproveitamento celulósico para obtenção de etanol segunda geração
índice
- 1. RESUMO
- 2. INTRODUÇÃO
- 3. REVISÃO BIBLIOGRÁFICA
- 3.1 BIOMASSA
- 3.2 PAREDE CELULAR
- 3.3 LIGNINA
- 3.4 HEMICELULOSE
- 3.5 CELULOSE
- 3.6 RESÍDUOS SÓLIDOS
- 3.7 PROCESSO PARA OBTENÇÃO DO ETANOL CELULÓSICO
- 3.7.1 Pré-tratamentos
- 3.7.2 Pré-tratamento físico
- 3.7.3 Pré-tratamento básico
- 3.7.4 Pré-tratamento ácido
- 3.7.5 Hidrólise
- 3.7.6 Fermentação
- 3.7.7 Sacarificação de Fermentação Separados
- 3.7.8 Sacarificação e Fermentação Simultânea
- 3.7.9 Destilação
- 4. CONSIDERAÇÕES FINAIS
- 5. REFERÊNCIAS BIBLIOGRÁFICAS
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.
1. RESUMO
No que se trata de uma visão química, sabe-se que certos compostos são imprescindíveis para o desenvolvimento sustentável e grande parte deles podem ser facilmente encontrados, como a celulose, que por ser considerado o polímero mais abundante da crosta terrestre pode estar em locais considerados hostis, que causam impacto social e ambiental. Por esse motivo, o seu potencial vem sendo estudado e, consequentemente, demonstrado grande interesse na co- munidade científica. Industrias do tipo sucroalcooleiras, têxtil ou papeleira despejam uma quan- tidade significativamente alta de resíduos celulósicos na litosfera anualmente e o melhor modo de driblar esse aumento gradativo é transformar esses despejos em um combustível que possa ser utilizado como substituto total ou parcial da gasolina, o etanol. De modo geral, a celulose torna-se uma fonte promissora para produção de etanol segunda geração sem causar impactos negativos ao meio ambiente. Sendo assim, o objetivo desse trabalho é avaliar o potencial do polímero no que se refere ao aproveitamento dos resíduos celulósicos que são descartados na industrial atual e, dada a necessidade, usá-lo como fonte de biocombustível na indústria auto- motiva para uma menor emissão de gases maléficos à atmosfera.
Palavras-chave: Etanol segunda geração; Sustentabilidade; Enzimas; Resíduos celulósicos;
2. INTRODUÇÃO
A problemática da disposição de resíduos gerados nas mais diferentes atividades, seja de origem urbana, agroindustrial ou industrial, tem se agravado muito nas últimas décadas no Brasil e no intuito de solucionar a questão da necessidade de novas fontes energéticas, a reuti- lização de resíduos traz um inquestionável benefício devido à minimização do problema ambi- ental que representa o descartes desses materiais (NUNES, et al., 2014).
No que se refere a esses rejeites, uma grande parte contém um polissacarídeo chamado celulose, que é extraído da parede celular das plantas através de pré-tratamentos específicos e usado na indústria para produção de papel, vernizes, tecidos e etc. Bagaços de biomassa também são descartes que apresentam celulose, um exemplo é o bagaço de cana de açúcar que é o resí- duo gerado pela indústria sucroalcooleira e utiliza como principal matéria prima o caldo de cana. Sendo assim, muitos resíduos encontrados atualmente em indústrias podem ser fontes para produção um diferente tipo de etanol, mais conhecido como: etanol de segunda geração.
A produção desse etanol a partir de material lenhocelulósico consiste principalmente em cinco diferentes etapas: pré-tratamento, hidrólise, fermentação, separação do produto e pós- tratamento da fracção de líquido (ZEEMAN, et al., 2006).
Portanto, com o aumento gradativo de preço do combustível fóssil e impactos causados, o etanol ganha certa atenção devido ao seu potencial no processo de combustão, a utilização dos resíduos sólidos torna-se uma alternativa viável para essa produção, e com isso, o aumento da reutilização de produtos prejudiciais ao meio ambiente e a diminuição dos impactos causados pelo CO2 na atmosfera.
Nesse sentido, o atual trabalho tem como finalidade avaliar o máximo potencial da ce- lulose como fonte para produção de etanol 2G através de resíduos gerados pelos diferentes tipos de indústria no mercado atual. A pesquisa bibliográfica foi utilizada como base para fazer le- vantamentos e reunir informações necessárias para o presente assunto.
3. REVISÃO BIBLIOGRÁFICA
3.1. BIOMASSA
Para os países industrializados comprometidos com as metas do Protocolo de Kyoto1, o uso de biocombustíveis representa uma das formas mais efetivas de reduzir as emissões líquidas de gases de efeito estufa associadas ao consumo energético atual no setor de transporte. Fontes essas que são retiradas de plantas oleaginosas, sacarídeas, amiláceas ou celulósicas, provenien- tes da biomassa.
A biomassa tem origem em resíduos sólidos urbanos — animais, vegetais, industriais e florestais — e, voltada para fins energéticos, abrange a utilização desses vários resíduos para a geração de fontes alternativas de energia. De acordo com (CORTEZ, et al., 2008) e a AIE, dentro de aproximadamente 20 anos, cerca de 30% do total da energia consumida pela huma- nidade será proveniente das fontes renováveis, que hoje representam 14% da energia produzida no mundo.
De modo geral, o uso desse material é usado tanto para produção de combustível, como para a produção de energia através de usinas termoelétrica. E no que se refere à população humana, são produzidos milhões de toneladas de resíduos agroflorestais anualmente. O Brasil, por exemplo, produziu em 2007 aproximadamente 400 milhões de toneladas de subprodutos agroflorestais (PEREIRA JR, et al., 2008).
3.2. PAREDE CELULAR
As células vegetais como a biomassa apresentam algumas características, tais como a presença de plastídios, vacúolos e parede celular. Essa última estrutura é responsável principal- mente por conferir proteção contra a entrada excessiva de água e patógenos, bem como por garantir forma e rigidez à célula. Além disso, apresenta relação com a absorção, transporte e secreção de substâncias (SANTOS, et al., 2013).
A parede celular vegetal é formada por uma mistura complexa de polissacarídeos e ou- tros compostos secretados pela célula e que são dispostos e conectados de uma forma muito bem organizada através de ligações covalentes e não-covalentes (TAIZ, et al., 2002).
Como mostra a figura 1, pode-se distinguir dois tipos de parede celular vegetal, a parede celular primária e a secundária. A parede primária é depositada durante o crescimento celular, e deve ser ao mesmo tempo mecanicamente estável e suficientemente flexível para permitir a expansão das células, evitando sua ruptura (FARINAS, 2011), a secundária, por si só, contêm tipicamente 3 camadas distintas, S1, S2 e S3 que vão estar localizadas inferior à parede primária e sua formação ocorre principalmente após a célula ter cessado o seu crescimento e a parede primária não aumentar mais em superfície (GALLÃO, 2009).
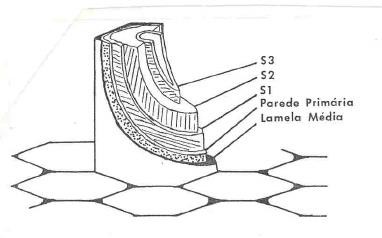
Figura 1 – Esquema representativo da parede celular (BRET, 1990, p. 2).
O principal carboidrato componente da parede celular é a celulose. A celulose é um polissacarídeo fibrilar que representa cerca de 15% a 30% do peso seco das paredes celulares primárias e uma porcentagem maior nas paredes secundárias. O polímero se forma pela união de moléculas de β-glicose através de ligações β (1-4) glicosídicas (CONTI, 2007).
Junto com esse polissacarídeo, encontra-se também a hemicelulose e lignina, onde o primeiro é unido principalmente por moléculas de xilose e galactose, e esse último, é composto por substâncias complexas ocupando cerca de 30% dos carbonos da biosfera, essa substância química conferem rigidez à parede da célula e, nas partes da madeira, agem como um agente permanente de ligação, gerando uma estrutura resistente ao impacto, compressão e dobra, sendo assim, a principal substância que dá sustentação à planta (ROSA, 2003).
A organização desse compostos nas plantas pode ser visto na figura abaixo, que des- creve maior concentração de celulose do que os demais constituintes. A mudança pode se dife- renciar de espécie para espécie, que podem mudar sua estrutura de acordo com a necessidade.
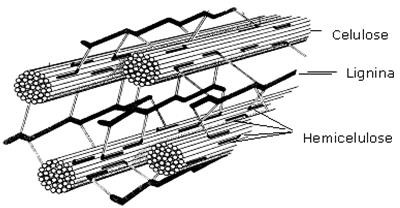
Figura 1.1 – Fibras que compõe a parede celular vegetal (LEE, 1997).
A composição e a estrutura da parede celular têm forte influência na natureza e nos rendimentos dos processos de hidrólise e fermentação. Sendo que a composição básica da bio- massa lignocelulósica vai depender do vegetal de origem e, no caso de biomassas agroflorestais residuais, da região, idade e período de coleta do material (SILVA, 2010).
3.3. LIGNINA
A lignina é responsável pela resistência mecânica de vegetais. Sem esse polímero, algu- mas estruturas perdem sustento, um exemplo de seres que não são lignificados é a alga, fungos, liquens... Mesmo após muitos estudos terem sido realizados, sua estrutura ainda não pode ser completamente determinada, o que se deve principalmente a grande diversidade da estrutura das ligninas quando se passa de um vegetal para outro, ou até mesmo quando são analisadas partes diferentes de uma mesma planta (SILVEIRA, et al., 2009).
Em geral, o teor de lignina encontrado em madeiras de coníferas (25-35%) é superior àquele encontrado em madeiras de folhosas (18-25%). A parede secundária interna (S3) é cons- tituída por até 87% de hemicelulose, com pouca ou nenhuma lignina. A parede secundária mé- dia (S2), usualmente mais espessa que as demais, apresenta em média 54% de celulose, já na
lamela média o teor lignina pode responder à 84% de seu peso, isso significa que uma máxima concentração está localizada na parte exterior da planta (CARVALHO, et al., 2009).
Em termos morfológicos, a lignina é uma substância amorfa, sendo o último compo- nente incorporado na parede celular durante o crescimento, interpenetrando as fibrilas celuló- sicas e “colando” células diferentes. Sua concentração, claro, irá variar de acordo com as ma- térias-primas vegetais, passando de uma quantidade quase nula em substâncias fibrosas (como o algodão) à quantidades de até 39%, dependendo do tipo de madeira (MARTELLI, 2014).
Apesar de ser rejeitada no processo de hidrólise, a lignina, pode fornecer depósito de estruturas químicas aromáticas, com isso, tem grande potencial na produção de produtos à base de lignina e insumos para a indústria química. É mais utilizada na indústria em virtude da ob- tenção de energia para processos. Além de ser uma alternativa economicamente lucrativa, e em quesitos ambientais, reduz a dependência energética (PEREIRA Jr. et al., 2008).
3.4. HEMICELULOSE
As hemiceluloses constituem-se de uma mistura de polissacarídeos heterogêneos. Estes polímeros estabelecem pontes de hidrogênio com as microfibrilas de celulose, associando-as entre si e estabilizando assim, as paredes celulares (CONTI, 2007).
Sendo o segundo polímero mais abundante da biomassa, a hemicelulose tem sua fração no material lignocelulósico com uma estrutura complexa de cadeias ramificadas de açúcares, cujas unidades incluem principalmente aldopentoses (xilose e arabinose) e aldohexoses (gli- cose, manose e galactose), como suas moléculas não são interligadas por uma estrutura linear, sua hidrólise ocorre facilmente, sendo assim, mais susceptível à quebras químicas com baixas condições (SILVA, 2010).
A diversidade e complexidade da estrutura da hemicelulose requerem uma diversidade equivalente de enzimas para a sua degradação, incluindo endo-1,4-β-xilanases, β-D-xilosidases, α-arabinofuranosidases, α-glucuronidases, acetil-xilana-esterase e feruloil-esterases, que irão atuar nos açúcares para hidrólise (DODD; CANN, 2009).
Devido à combinação de diversos açúcares e por apresentar grande parte de uma estru- tura molecular amorfa, a hemicelulose é mais solúvel em água e mais fácil de ser degradada do que a celulose; nos materiais lignocelulósicos, está intimamente ligada à celulose e à lignina,
funcionado como uma fase adesiva na estrutura do material (SILVA, 2009). Entretanto, há pro- blema na indústria relacionado à hemicelulose que se dá por meio de seu açúcar principal ser de difícil fermentação pelas leveduras no processo de aquisição de etanol, uma vez que na ce- lulose apenas unidades de glicose são utilizadas para a formação do polímero, enquanto nas hemiceluloses, podem aparecer, em proporções variadas, vários açúcares como: β-D-xilose, β- D-manose, β-D-glicose, α-L-arabinose, α-D-galactose, ácido β-D-glicurônico, ácido β-D-ga- lacturônico, ácido α-D-4-0-metilglicurônico, α-ramanose e α L-fucose (BUENO, 2010), mos- trado na figura a seguir:
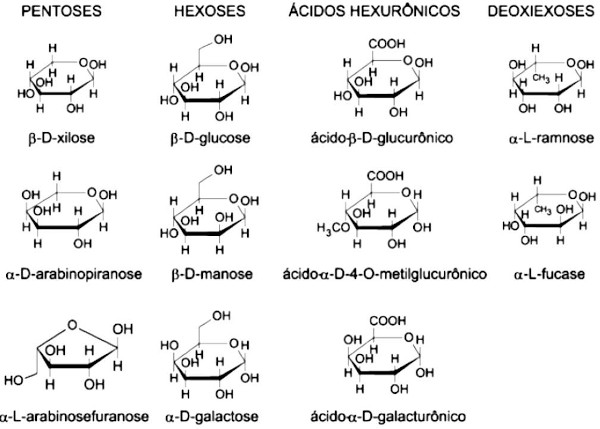
Figura 2 – Açúcares que compõe a hemicelulose. Adaptado de Pitarelo (2007).
O principal constituinte da hemicelulose é a xilose, tal qual, como dito acima, tem uma desvantagem relacionado à sua fermentação, pois a principal levedura Saccharomyces cerevi- siae que é o principal microrganismo utilizado na produção de etanol de primeira geração com capacidade de fermentar os açúcares mesmo na presença de oxigênio e de tolerar altas concen- trações de etanol na fase final da fermentação, é incapaz de fermentar essa pentose (LANDRY, et al., 2006).
Atualmente, estudos vem sendo feito para descobertas de leveduras que possam fermen- tar xilose em ótimas condições para uma máximo aproveito e com alto rendimento, isso ocorre devido à falta dessas leveduras fermentadoras de xilose não poderem apresentar o mesmo de- sempenho fermentativo de S. cerevisiae em condições industriais. Falta essa, que, faz com que
todo processo de pré-tratamento para produção de etanol 2G, na maioria das vezes, descarte a hemicelulose. No entanto, estudos sobre o uso da fermentação de hemicelulose junto com ce- lulose utilizando organismos geneticamente modificados estão sendo feitos em um processo chamado bioprocesso consolidado, onde a produção de enzimas para a hidrólise é feita pelo próprio organismo, processo no qual, ainda está sendo estudado.
3.5. CELULOSE
O termo celulose foi reportado pela primeira vez em meados do século XIX pelo quí- mico francês Anselme Payen. Com o objetivo preliminar de caracterização de um resistente material fibroso obtido pelo processo de extração de vários tecidos vegetais foi determinada a fórmula molecular C6H10O5 por análise elementar. De forma geral, a celulose é uma das mais comuns cadeias poliméricas, representando uma produção anual de cerca de 1,5 x 10^12 tone- ladas e que é considerado uma inesgotável fonte de matéria-prima para o desenvolvimento sus- tentável (KLEMM, et al., 2005).
A celulose é composta por moléculas de glicose em uma estrutura linear, que por sua vez tem 6 carbonos e com ligações que unem o carbono 1 ao 4 por ligação β.
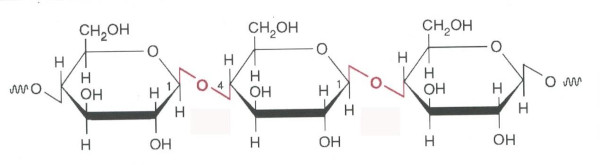
Figura 2.1 – Estrutura celulósica linear unidas por ligações β 1,4
Uma molécula desse polímero pode ter áreas com configuração ordenada, rígida e in- flexível em sua estrutura (celulose cristalina) e outras áreas de estruturas flexíveis (celulose amorfa) essas composições tornam a celulose insolúvel em água por conta da quantidade de moléculas (CASTRO, 2009). Na região cristalina as fibras podem ser mais rígidas e de difícil solvatação, ou seja, insolúvel. A amorfa, tem uma unidade de mais fácil quebra molecular por ser moléculas menores, logo, é de mais fácil acesso às enzimas.
As enzimas que irão agir no processo de hidrólise da celulose é a celulases, a mesma é composta por endoglucanase, exoglucanase e β-glucosidase, enzimas que começaram a ser es- tudadas desde a Segunda Guerra Mundial, e é atualmente o processo mais eficiente de hidrólise da celulose para liberar glicose. Há também outros tipos de hidrólise, um exemplo é a hidrólise ácida, que consiste na adição de ácido clorídrico (ou outro ácido) para quebra da celulose, po- rém seu rendimento ainda não é rentável em comparação à celulases.
Nesse sentido, um dos principais gargalos que envolvem a produção de etanol 2G é “desmontar” a parede celular liberando os polissacarídeos como fonte de açúcares fermentes- cíveis. Problema que, vem mostrando avanço na comunidade científica e possíveis soluções para o aproveitamento da celulose como fonte de produção (SANTOS, et al., 2012). A tabela a seguir indica o teor de celulose em diversos constituintes:
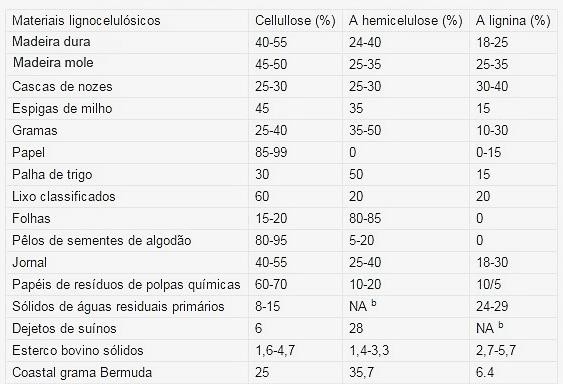
Tabela 1 – Materiais de descartes e seus respectivos potenciais celulósicos. Adaptado de Cheng (2001).
Alguns dos matérias não são economicamente viáveis para uma produção, devido à baixa porcentagem de celulose, como por exemplo os dejetos suínos que só demonstra uma concentração de 6%. Outros, entretanto, demostram um alto potencial de produção.
Há diversas outras questões transversais às etapas de processamento que também podem estar relacionadas às características dos matérias, por exemplo: quais novos resíduos gerados e qual será a necessidade de pós-tratamento (BONOMI, 2010).
3.6. RESÍDUOS SÓLIDOS
O consumo de bens e serviços gera, de alguma maneira, resíduos. Uma vez produzido, este material permanecerá no ambiente como um passivo, e a forma mais comum, na maioria das vezes, é apenas remover sem considerar problemas futuros à natureza. Isso acarreta no des- gaste ambiental, mudanças climáticas da região e até perda da variedade do bioma. Um dos grandes desafios atualmente é fazer da reciclagem uma ferramenta que possibilite a redução drástica da dispersão de resíduos no meio ambiente. Além desse desafio, há a necessidade de diminuir a quantidade da massa de resíduos destinada a aterros, visto que estes necessitam de grandes espaços, cada vez mais raros nos centros urbanos e sempre associados à restrição da vida útil (BRASIL, 2010).
De acordo com dados do Planeta Sustentável (2010), a geração de resíduos sólidos cresce mais do que a população. Cada pessoa produz 351,41 kg de lixo por ano, em média. Traduzindo: quem viver até os 70 anos terá descartado 25 toneladas de detritos.
Considerando que parte desses resíduos descartados anualmente são celulósicos, o rea- proveitamento desse mesmo traria consequências benéficas e uma considerável diminuição dos rejeites no solo e subsolo.

Figura 3 – Lixão a céu aberto no município de Tabatinga, AM. (TCEAM, 2011).
A figura acima descreve rejeitos de um município do estado de Amazonas, que segue os padrões do lixões a céu aberto encontrados atualmente que, por sua vez, contém alto teor de resíduos celulósicos.
3.7. PROCESSO PARA OBTENÇÃO DO ETANOL CELULÓSICO
O etanol produzido de cana-de-açúcar surgiu, no Brasil, basicamente por duas razões: a necessidade de amenizar as sucessivas crises do setor açucareiro e a tentativa de reduzir a de- pendência do petróleo importado (CORTEZ, et al., 2008). Após a criação do Programa Nacio- nal do Álcool (Proálcool) criado em 1975, o Brasil apresentou várias vantagens na produção de etanol em relação aos outros países (OMETTO, 2005). Segundo esse mesmo autor, com o cres- cimento da demanda do álcool, a importância deste combustível é realçada, assim como a ne- cessidade de estudos que avaliem seus impactos ambientais.
Usado atualmente como principal substituto da gasolina e com todos os holofotes vol- tados no que se refere à um biocombustível promissor, o etanol, tem grande participação no mercado atual automotivo e indústria alcóolica. Sua produção atualmente se dá por meio do uso de fermento biológico, onde leveduras como saccharomyces cerevisiae são utilizadas para fer- mentação do caldo de cana.
O etanol de primeira geração (obtido através do procedimento acima) é, até o momento, o único combustível com capacidade de atender à crescente demanda mundial por energia re- novável de baixo custo e de baixo poder poluente (SANTOS, et al., 2012).
No Brasil, a produção de etanol ultrapassou o montante de 28,7 milhões de metros cú- bicos no ano de 2014, comparado ao ano 2006 que teve uma produção 17 milhões, isso significa um aumento de 11,7 milhões de metros cúbicos em 8 anos. Além disso, a cada metro cubico produzido, a emissão de cO2 na atmosfera reduz em cerca de 2 toneladas.
Esse aumento gradativo de produção está relacionado ao fato do potencial do combus- tível, onde plantações da principal fonte dessa produção passam por grande expansão no mo- mento, além das grandes colheitas de soja e dos sítios com mamona para a produção do biodi- esel. As áreas relevantes de plantio e de colheita da soja e da cana-de-açúcar para a produção de etanol e biodiesel foram muito expandidas nas últimas três décadas (KOHLHEPP, 2003).
Atualmente, o etanol é produzido praticamente a partir de matérias-primas sacarinas ou amiláceas, cana-de-açúcar e milho, por exemplo. Entretanto, há um grande esforço da comuni- dade científica para o desenvolvimento de novos processos economicamente viáveis para o aproveitamento da componente lignocelulósica da biomassa e outro resíduos que são gerados através de atividades de produção e/ou o próprio descarte (SANTOS, et al., 2012).
Hoje o mundo discute a possibilidade de produção de bioetanol de segunda geração. Para viabilizar essa nova alternativa para produção desse combustível renovável, novas tecno- logias estão sendo desenvolvidas visando aproveitar o componente lignocelulósico da biomassa e o potencial de alguns resíduos descartáveis (BONOMI, 2010).
Essa biomassa é o recurso biológico renovável mais abundante da terra. Estima-se que somente os EUA têm potencial para produzir mais de 1,3 bilhões de toneladas (base seca) de biomassa por ano (ZHANG, 2008).

Figura 4 – Abundância da palha de cana de açúcar em usinas (Folha de S. Paulo, 2014)
Uma elevada produção, gera uma ampla quantidade de resíduos que no caso do etanol primeira geração, esse resíduo gerado é a palha da cana de açúcar. De acordo com (RIPOLI, 2000) uma tonelada de palha equivale a algo entre 1,2 a 2,8 EBP, a consequência do não uso dessa palha refere-se a um desperdício da parede celular e seu respectivo potencial.
Uma melhor forma de aproveitamento dessa biomassa, é o uso da palha de cana ou qualquer resíduo celulósico para produzir outro tipo de etanol que, além do reaproveitamento, irá aumentar a produção. Um aproveitamento integral permitirá coletar toda a cana-de-açúcar (otimização do processo de colheita), além de otimizar o balanço energético da usina, de forma a aumentar a quantidade de biomassa disponível para ser convertida em etanol (SANTOS, et al., 2012).
As tecnologias para a obtenção de bioetanol de segunda geração, produzido a partir de materiais lignocelulósicos ou celulósicos, ocorre principalmente por meio de quatro etapas, das
quais variam de extração da celulose até a destilação final do etanol, de maneira resumida, essas etapas são descritas na figura 4.1
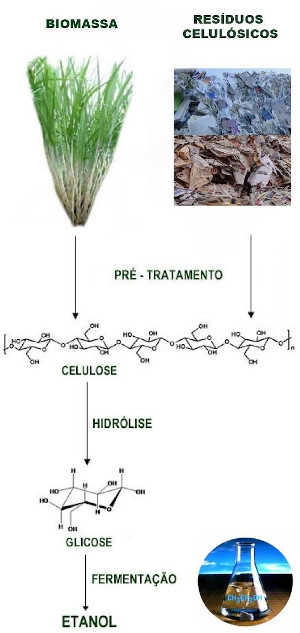
Figura 4.1 – Principais etapas para obtenção de etanol 2G. Adaptado de Santos (2012).
A palha de cana de açúcar e outros componentes encontrados em resíduos, são ricos em celulose que, por sua vez, pode ser convertido em etanol de segunda geração. A produção desse tipo de etanol é benéfica, tanto na questão ambiental como econômica.
Estas etapas detalhadas na imagem acima são imprescindíveis no preparo da matéria- prima, liberando a celulose para hidrolise e assim produzir açúcares livres para fermentação alcoólica (SOUZA, 2011).
Hoje está claro que essas alternativas não são excludentes e será possível não só conti- nuar com os avanços graduais sobre as tecnologias em uso, como também atingir grandes ga- nhos com o advento de algumas tecnologias que estão em desenvolvimento (MACEDO, 2007).
3.7.1. Pré-tratamentos
O pré-tratamento da biomassa lignocelulósica consiste na remoção da hemicelulose e/ou a lignina para diminuir o grau de polimerização da celulose. Isso acarreta no aumento da capa- cidade digestiva das enzimas e consequentemente numa quantidade maior de açúcares fermen- tescíveis (WYMAN, et al., 2005).
Há vários métodos usados como forma de pré-tratamento atualmente, dos quais vão va- riar. Alguns são muito utilizados na indústria devido à sua eficiência no processo. Outros, en- tretanto, não são tão usados por apresentarem baixos rendimentos de apuração da celulose.
Técnicas essas que são baseadas em processos mecânicos, físicos, químicos, biológicos ou na combinação destes. Dos vários processos descritos, os mais comuns são baseados no emprego de álcali, hidrólise ácida, explosão a vapor, água quente, fluido supercrítico, amônia liquida (Ammonia Fibre Explosion ou AFEX) e hidróxido de sódio, todos com o propósito de desagregar a estrutura associativa da lignocelulose para produzir combustíveis renováveis ou insumos químicos (GÁMEZ, et al., 2006).
Os pré-tratamentos mais utilizados na indústria são: (1) físico, que pode ocorrer através de explosão a vapor seguida de descompressão e tem a função de alterar fisicamente a biomassa para ajudar nas próximas etapas que seguem; (2) básico, que é um tipo de pré-tratamento quí- mico e vai utilizar base (como hidróxido de sódio) para remover a lignina; (3) ácido, que utiliza constituintes concentrados ou diluídos para remoção de açúcares, sendo também um pré-trata- mento químico.
3.7.2. Pré-tratamento físico
Sendo relativamente o mais simples pré-tratamento industrial, esse processo é usado para ajudar na polimerização da matéria-prima celulósica para a hidrólise. O seu tamanho será diminuído através da trituração ou outro meio de esmagamento para facilitar nas próximas eta- pas. Contudo, a quantidade em massa de material não irá alterar nesse processo.
Com a matéria-prima mais susceptível à hidrólise, o pré-tratamento físico segue sendo essencial para facilitar na remoção dos componentes não utilizáveis.
3.7.3. Pré-tratamento básico
Quando se trata de matérias lignocelulósicos, a lignina presente nessa complexa estru- tura, atua como agente ligante. Para a separação celular é necessário despender certa quantidade de energia. Assim, o processo de deslignificação (remoção da lignina) pode ser definido como sendo processos de separação das fibras pela utilização de energia química e/ou mecânica (FENGEL, et al., 1989).
A quebra de lignina por meio químico, pode ser por diferentes tipos de base, como por exemplo: NaOH (hidróxido de sódio) KOH (hidróxido de potássio) NH4OH (hidróxido de amônio). A base remove diretamente a lignina, entretanto, essa mesma base pode produzir com- posto fenólico, podendo haver falha no processo de fermentação. Por esse motivo, eles devem ser removidos em um processo denominado batelada.
Há também a questão da quantidade de lignina removida, que vai depender do uso da concentração, temperatura e tempo em condições ótimas para atuação química, procedimento no qual, exige controle.
3.7.4. Pré-tratamento ácido
O principal objetivo do pré-tratamento ácido é solubilizar a fração hemicelulósica da biomassa e assim tornar a celulose mais acessível às enzimas. Este tipo de pré-tratamento pode ser realizado com ácido concentrado ou diluído, mas a utilização de ácidos concentrados são menos atraentes para a produção de etanol, devido à formação de compostos inibidores da fer- mentação, principalmente furfurais (ALVIRA, et al., 2010).
O Processo de pré-tratamento dos materiais lignocelulósicos utilizando ácido diluído é conduzido sob alta temperatura e pressão, e tem um tempo de reação na faixa de segundos ou minutos, com o objetivo de solubilizar a hemicelulose, e com isso deixar a celulose mais aces- sível para a etapa de sacarificação enzimática, já que a presença da hemicelulose juntamente com a lignina reduz a eficiência desta etapa (HENDRIKS; ZEEMAN, 2006).
Portanto, um processamento prévio e adequado destes materiais torna-se necessário para romper a parede celular, bem como diminuir a cristalinidade da celulose e a associação com a lignina para que as enzimas hidrolíticas possam acessar a macroestrutura da biomassa a fim de aumentar o rendimento de conversão da celulose em glicose (SILVA, 2009).
3.7.5. Hidrólise
Após a etapa de pré-tratamento para remoção das substâncias não aproveitáveis acon- tece a acessibilidade à hidrólise.
Duas técnicas têm sido amplamente empregadas para a obtenção de açúcares fermen- tescíveis provenientes de materiais celulósicos. São elas a hidrólise com ácido diluído ou con- centrado e hidrólise enzimática.
De acordo com Carvalho (2011), embora os ácidos concentrados sejam fortes agentes na hidrólise da celulose, eles são tóxicos, corrosivos e requerem reatores que sejam resistentes a essa corrosão. Além disso, é necessário também recuperar esse ácido no fim do processo para que essa hidrólise seja economicamente viável.
Já na hidrólise enzimática, a celulose é quebrada através das enzimas celulases, e não há formação de subprodutos devido à especifidade das enzimas, resultando em um alto rendi- mento de açúcares fermentescíveis. (CHENG e SUN, 2002).
A hidrólise do material celulósico, atualmente, é limitada por diversos fatores. Vários investigadores concluem que a cristalinidade de celulose é apenas um dos fatores. Outros fato- res são grau de polimerização (DP), teor de humidade, a área de superfície disponível e o teor de lignina (ZEEMAN, et al., 2006).
Para que a hidrólise se torne totalmente efetiva é necessário aperfeiçoar as condições, pois esse rendimento é governado por alguns fatores como o tipo de pré-tratamento do subs- trato, inibição da atividade enzimática pelos produtos finais da biodegradação, termoestabili- dade das enzimas, concentração e adsorção do substrato, tempo de duração da hidrólise, pH do meio, concentração de substrato no meio e velocidade de agitação (VALLANDER e ERIKS- SON,1985).
O processo de se ligar na celulose é a primeira etapa na degradação enzimática da celu- lose. Celulases que carregam tanto um domínio ligante de celulose livre como ligado a um peptídeo parecem altamente susceptíveis em se perder da celulose, pois pode ocorrer adsorção não específica e ligação não-produtiva de várias enzimas à celulose (KADAM, 2001). A estru- tura da celulase se classifica em três partes, sendo elas o DL, RI e DC (Domínio de Ligação, Região Intermediária e Domínio Catalítico, respectivamente).
O DL é o principal responsável pelo reconhecimento do substrato e de acordo com a especificidade desse mesmo pode não ocorrer a hidrólise devido ao que possamos chamar de
falta de afinidade, ou seja, uma enzima específica para um determinado substrato só irá hidro- lisar esse determinado substrato. O RI é o que liga DL ao DC, servindo basicamente como um braço para facilitar a deixar as celulases flexíveis para hidrólise. Por fim, o DC, sendo a parte responsável para cortar as ligações de hidrogênio.
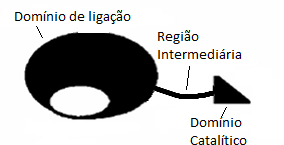
Figura 5 – Representação de uma celulase. Adaptado de Bansal (2009).
O conjunto de enzimas envolvidas na degradação da celulose é denominado complexo celulase, tal complexo é divido em três grupos de acordo com seu local de atuação no substrato celulósico, EnG: enzimas que hidrolisam randomicamente as regiões internas da estrutura amorfa da fibra celulósica; ExG: enzimas divididas em CBHs e GHs. As GHs, embora raras, são capazes de liberar glicose diretamente do polímero. Já as CBHs são responsáveis pela libe- ração de celobiose a partir de extremidades da celulose; β•glicosidases: enzimas que têm a pro- priedade de hidrolisar celobiose e oligossacarídeos solúveis (com menos de sete unidades mo- noméricas) em glicose (AGUIAR, et al., 2009).
Essas enzimas do complexo celulásico apresentam um efeito sinérgico, ou seja, o ren- dimento apresentado ao atuar conjuntamente é maior à soma dos rendimentos ao atuar isolada- mente, isso significa um maior aproveitamento e rapidez na conversão em glicose (LYND et al., 2005).
A ação sinérgica destas três enzimas diferentes na celulose e este sistema complexo de enzimas, necessita ser mantido estável para a atividade celulolítica elevada (RABELO, 2007).
3.7.6. Fermentação
Produtos de fermentação são usados desde a antiguidade. Há registros que comprovam o uso de alimentos fermentados pelos sumérios, egípcios antigos, assírios e babilônios. A pro- dução de bebidas alcoólicas pela fermentação de grãos de cereais já era conhecida antes do ano
6.000 a.C. (VILLEN, 2009).
Essa técnica consiste em adicionar microrganismos à um meio açucarado, onde através da sua respiração, ocorre a conversão de açúcar em álcool e cO2. Atualmente, várias dessas espécies podem fazer a fermentação alcoólica.
Um exemplo são agentes biológicos ativos (como leveduras), por isso, a escolha da li- nhagem apropriada é de importância fundamental para o êxito da fermentação. São definidas como fungos especializados, monocelulares, desclorofilados (MENEZES, 1980).
Existem dois tipos de processos relacionados à sacarificação (hidrólise) junto a fermen- tação, procedimentos que podem ocorrer em etapas separadas ou simultaneamente, denomina- dos SHF e SSF.
3.7.7. Sacarificação de Fermentação Separados
Conhecido como SHF, do inglês Separate Hydrolysis and Fermentation, esse termo é a concepção tradicional, na qual a hidrólise da celulose, após o pré-tratamento da matéria-prima, é anterior ao da fermentação. Nesse processo, pode ocorrer a inibição parcial das celulases pelo acúmulo de celobiose e glicose, além de retardar o procedimento (BON, et al., 2008).
A vantagem do SHF é que as temperaturas da hidrólise enzimática e da fermentação podem ser otimizadas em cada etapa, ou seja, podendo utilizar a temperatura ideal para que o microrganismo trabalhe em condições ótimas.
3.7.8. Sacarificação e Fermentação Simultânea
O SSF, reduz custos do processo, no que diz respeito aos equipamentos, por realizar a hidrólise e a fermentação em um único reator e eliminar a necessidade de materiais caros capa- zes de resistir a ácidos fortes ou outros produtos químicos. Além do mais, no processo separado,
a atividade da endoglucanase é inibida pela celobiose e a da β-glucosidase pela glicose, dimi- nuindo seu rendimento (PHILIPPIDIS, et al., 1993).
O processo simultâneo é uma forma de evitar a inibição enzimática, ou seja, a medida que a glicose está sendo formada, também está sendo consumida para a produção de etanol e, consequentemente, aumentando o rendimento.
Contudo, um ponto fraco deste processo se refere à temperatura, uma vez que a condição ótima das celulases (aproximadamente 50 °C) é bem superior à das leveduras comumente em- pregadas na produção de etanol (de 30 a 37 °C), o maior desafio da SSF é encontrar uma leve- dura com capacidade de fermentar de forma eficiente nas mesmas condições de temperatura do complexo celulolítico. Portanto, o uso de leveduras termotolerantes capazes de fermentar gli- cose a etanol em temperaturas acima de 40 °C, que são próximas àquelas de ótima atividade do complexo celulolítico, é recomendável (BALLESTEROS, et al., 2004).
3.7.9. Destilação
A mistura homogenia de líquidos torna o processo de separação um tanto quanto difícil. Por esse motivo, no período da idade média, surgiu uma técnica que utiliza os diferentes pontos de ebulição dos líquidos para separá-los.
A destilação é o método de separação baseado no fenômeno de equilíbrio líquido – va- por de misturas. Em termos práticos, quando temos duas ou mais substâncias formando uma mistura líquida, a destilação pode ser um método adequado para purificá-las, basta que tenham volatilidades razoavelmente diferentes entre si (DESTILAÇÃO, 2016).
Esse processo pode ser relacionado com dois tipos de destilação, entre eles estão a des- tilação de líquidos que podem ser separadas por uma única etapa, dada o nome de destilação simples.
Outra, por sua vez, pode ser classificada como fracionada, um tipo mais complexo, no qual, utiliza algumas fases que é mais usada para substâncias com pontos de ebulição adjuntos.
Na produção de etanol, o tipo de destilação usada não pode ser a simples, pois misturas azeotrópicas2 requerem esta última para sua separação.
O princípio utilizado na destilação fracionada é o mesma utilizado na destilação simples, apenas deve ser colocado um termômetro no balão de destilação (em casos mais simples), para que se possa saber o término da destilação do líquido de menor ponto de ebulição, claro que, em escala industrial, esse processo pode sofrer mudanças para uma melhor eficácia. O acaba- mento da destilação do fluido de baixo ponto de ebulição, ocorrerá quando a temperatura voltar a se elevar rapidamente (LACERDA, 2013).
A coluna de destilação em uma indústria segue uma série de etapas para o isolamento do etanol, tal qual, tem como resíduo gerado a vinhaça, rica em substâncias orgânicas e mine- rais, abrangendo o potássio. Atualmente, a vinhaça pode ser reaproveitada e utilizada como adubo, alimento animal ou até fonte de combustão, a depender da necessidade industrial.
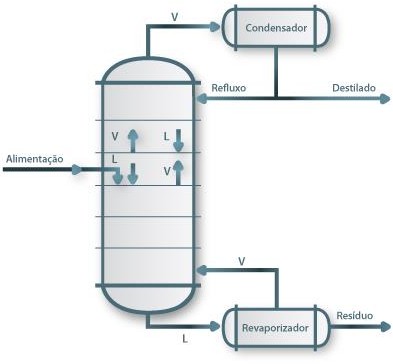
Figura 6 – Representação industrial de uma coluna de destilação fracionada. Winkle (1967).
O esquema representativo acima mostra o princípio de funcionamento de uma coluna de destilação fracionada. Esta é constituída por um recipiente cilíndrico dentro do qual se en- contra uma série de pratos internos entre os quais circulam vapor e líquido em contracorrente. Em cada andar sofrem transferência de massa e calor e assume-se que se encontram em equi- líbrio ao deixar o andar. No topo da coluna existe, geralmente, um condensador que condensa o vapor proveniente da coluna, sendo parte do condensado, designado por refluxo e reenviado para o prato superior (PROCESSOS QUÍMICOS, 2007).
4. CONSIDERAÇÕES FINAIS
De acordo com o que foi analisado, a celulose é uma fonte promissora para produção de etanol segunda geração, este combustível traz um inquestionável benefício à natureza mos- trando alta porcentagem de emissão de CO2 beneficente à flora. O aproveitamento de resíduos que podem ser prejudiciais ao meio ambiente é outra vantagem dessa produção, porém as etapas que se seguem para chegar ao produto final ainda requerem um melhor aprimoramento para que os rendimentos possam ser rentáveis.
No que se refere à comparação dos processos de SSF e SHF, foi-se observado que o primeiro tem maior rapidez devido as etapas serem constantes e ocorrerem em um mesmo in- tervalo de tempo. Já o segundo, ocorre em intervalos diferentes, acarretando num atraso. Entre- tanto, as condições para hidrólise/fermentação são concluídas em ótimas condições de tempe- ratura.
O levantamento bibliográfico utilizado, mostra que técnicas adequadas e uso de levedu- ras termotolerantes são de extrema importância no processo SSF para garantir uma melhor qua- lidade de fabricação, o uso de pré-tratamento também é essencial tanto em materiais lignocelu- lósicos, quanto em resíduos extraídos de locais de despejos, o mesmo é utilizado com ácido, que é essencial para remover componentes não utilizáveis na etapa de produção. O maior pro- blema ainda enfrentado é o alto custo de celulases para produzir esse tipo de etanol, essa pro- dução só se torna cabível com o cultivo das enzimas em massa.
De forma conclusiva, os resultados obtidos no decorrer da pesquisa bibliográfica mos- tram que a celulose requer o alto consumo de enzimas e mostra um baixo rendimento de pro- dução, portanto, há a necessidade de aperfeiçoamento na produção e caracterização do conjunto enzimático.
5. REFERÊNCIAS BIBLIOGRÁFICAS
AGUIAR, Caroline M; RODRIGUES, Daisy C; LUCENA, Sérgio L. Hidrólise enzimática de resíduos lignocelulósicos: produção de celulases por aspergillus niger e efeitos do pré•tra- tamento. Medianeira: Unioeste, 2009.
ALEXANDRINO, Natalia. Melhoramento de levedura para fermentação com alto teor al- coólico mediante hibridação e evolução adaptativa. 2012. 101f. Dissertação (Mestrado em microbiologia) - Universidade de São Paulo, Piracicaba.
ALVES, Letícia A. Planeta sustentável: para onde vai o lixo. 2010. Disponível em: Acesso em: 05 de Junho. 2016.
ALVIRA, P.; TOMÁS-PEJÓ, E.; BALLESTEROS, E. M.; NEGRO M. J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis. Bioresource Technology; 101: p. 4851-4861. 2010.
BACHETTA, Victor L. O que é, funções, características, célula vegetal, uso na indústria, biologia. Disponível em: < http://www.suapesquisa.com/pesquisa/celulose.htm> Acesso em: 17 de Fevereiro. 2016.
BALLESTEROS, M.; OLIVA, J.M.; NEGRO, M.J.; MANZANARES, P.; BALLESTEROS, I.
Ethanol from lignocellulosic materials by a simultaneous saccharification and fermentation pro- cess (SSF) with Kluyveromyces marxianus CECT 10875. Process Biochemistry, v. 39, p. 1843-1848, 2004.
BANSAL, P. et al. Modeling cellulase kinetics on lignocellulosic substrates. Biotechnol. Adv., v. 27, No. 6, p.833, 2009.
BON, E. P. S.; FERRARA, M. A.; CORVO, M. L. 2008. Enzimas em biotecnologia: produ- ção, aplicações e mercado. Rio de Janeiro: Interciência: UFRJ: CAPES: FAPERJ: FCT (Por- tugal).
BONOMI, Antônio. Hidrólise de material lignocelulósico. In: CORTEZ, Luís A. Bioetanol de cana de açúcar: P&D para produtividade e sustentabilidade. 1. ed. São Paulo: Blucher, 2010. p. 680-695.
BRASIL. Maria Teresa Castilho Mansor. Governo do Estado de São Paulo. Resíduos Sólidos.
Caderno de Educação Ambiental. São Paulo, p. 8-11. out. 2010.
BUCKERIDGE, Marcos S. Routes for cellulosic Ethanol in brazil. São Paulo: Editora Edgard Blücher, 2014. p. 365 – 380. Cap. 7.
BUENO, Guilherme C. Estudos dos efeitos de etapas de pré-tratamentos na hidrólise ácida do bagaço de cana-de-açúcar. 2010. 143f. Dissertação (Mestre em ciência e engenharia de materiais) – Universidade de São Paulo, São Carlos.
CARVALHO, Mirella L. Estudo cinético da hidrólise enzimática de celulose de bagaço de cana de açúcar. 2011. 103f. Dissertação (Mestrado em Engenharia Química) – Departamento de Engenharia Química, São Carlos.
CARVALHO, Walter; CANILHA, Larissa; FERRAZ, André; FERREIRA, Adriane M. Uma visão sobre a estrutura, composição e biodegradação da madeira. Lorena: Universidade de São Paulo, 2009. v. 32, n. 8.
CASTRO, Heizir F. Processos químicos e industriais II. Papel e celulose. p. 3. São Paulo: Universidade de São Paulo, 2009.
CASTRO, Rafael C. Seleção de uma linhagem termotolerante de Kluyveromyces Mar- xianus produtora de etanol e sua aplicação no processo de sacarificação e fermentação simultânea da celulignina de palha de arroz. 2011. 105f. Dissertação (Mestrado em ciências) – Universidade de São Paulo, Lorena.
CHENG, Jiayang; SUN, Y. Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresource Technology. n. 1, 2002.
CONTI, Gabriela. Efeito da superexpressão do gene miox2 arabidpsis, na composição de carboidratos de parede celular secundária de plantas transgênicas de tabaco. 2007. 106f. Dissertação (Mestre em ciências) – Universidade de São Paulo, Piracicaba.
CORTEZ, Luiz A; LORA, Electo E; GÓMES, Edgard O. Biomassa para energia. Campinas: Editora Unicamp, 2008. 733f.
DELATORRE, Andréia B. Produção de celulases pelo microrganismo termofílico bacillus sp smia-2. 2010. 72f. Dissertação (Mestre em produção vegetal) – Universidade Estadual do Norte Fluminense, Rio de Janeiro.
DESTILAÇÃO. In: WIKIPÉDIA, a enciclopédia livre. Flórida: Wikimedia Foundation, 2016. Disponível em: . Acesso em: 23 mar. 2016.
DODD, Dylan; CANN, Isaac K. O. Enzymatic deconstruction of xylan for biofuel produc- tion. GCB Bioenergy. v. 1, p. 2–17, 2009.
FARINAS, Cristiane S. A parede celular vegetal e as enzimas envolvidas na sua degrada- ção. In: Embrapa (Instit.) São Carlos, 2011.
FENGEL, D.; WEGENER, G. Wood: chemistry, ultrastructure, reactions. New York: Walter de Gruyter, 1989. 613p.
GALLÃO, Maria I. Constituição química das paredes celulares. 27p. Universidade Federal do Ceará, Departamento de Biologia. 2009.
GALLO, Luiz A. Carboidratos, estruturas e funções. Universidade Federal de São Paulo. Disponível em: < http://docentes.esalq.usp.br/luagallo/carboidratos.html> Acesso em: 22 Fe- vereiro. 2016.
GÁMES, S; GONZÁLEZ-CABRIALES, J. J.; RAMÍREZ, J. A.; GARROTE, G. Study of the hydrolysis of sugar cane bagasse using phosphoric acid. In: Journal of Food Engineering, v.74, 2006, p. 78-88.
KADAM, K. L.; Wooley, R. J.; Aden, A.; Nguyen, Q. A.; Yancey, M. A.; Ferraro, F. M.; Bio- technol. Progr. 2001.
KLEMM, D; HEUBLEIN, B; FINK, H-P; BOHN, A. Cellulose: fascinating biopolymer and sustainable raw material. In: Angewandte Chemie, v.44, p. 3358-3393, 2005.
KOHLHEPP, G. Análise da situação da produção de etanol e biodiesel no Brasil. Alemanha: Tübingen, 2008. p. 223-251. Vol. 24, n. 68.
LACERDA, Nara. Obtenção do álcool etílico via fermentação do caldo da cana-de-açúcar. Monografia. 12f. Feira de Santana: Universidade Federal de Feira de Santana, 2013.
Landry, C. R., Townsend, J. P., Hartl, D. L., & Cavalieri, D. (2006). Ecological and evolutio- nary genomics of Saccharomyces cerevisiae. Molecular Ecology, 15, p. 575–591.
LYND, L.R.; ZYL, W.H. V.; MCBRIDE, J. & LASER M. (2005) Consolidated Bioprocessing of Cellulosic Biomass: an Update. Biotechnology, v.16, p. 577–583.
MACEDO, Isaias C. Situação atual e perspectivas do etanol. Campinas: Unicamp, 2007. p. 77-91.
MARTELLI, Fabrício H. Determinação e caracterização físico-química e espectroscópica de gramíneas para obtenção de etanol de segunda geração. 2014. 161f. Dissertação (Mestre em química analítica) – Instituto de Química, São Carlos.
McKENDRY, P. Energy production from biomass (part 1): Overview of biomass. Biore- source Technology: UK, 2002.
MENEZES, T. J. B. Etanol, o combustível do Brasil. São Paulo: Editora Agronômica Ceres Ltda., p. 141 – 178, 1980.
NUNES, Rachel de Moura; ARAÚJO, Renê Faria; GUARDA, Emerson A. Avaliação do po- tencial de produção de etanol a partir do efluente da produção de papel. Editora Unilasalle, 2014. 7p.
OMETTO, Aldo R. Avaliação do ciclo de vida do álcool etílico hidratado combustível pelos métodos edip, exergia e emergia. 2005. 209f. Tese (Doutor em Engenharia) – Universidade de São Paulo, São Carlos.
PACHECO, Thályta F. Fermentação alcoólica com leveduras de Características floculantes em reator tipo torre com escoamento ascendente. 2010. 107f. Dissertação (Mestre em En- genharia Química) – Universidade Federal de Uberlândia, Minas Gerais.
PEREIRA Jr., N.; COUTO, M.A.P.G.; SANTA ANNA, L.M.M. Biomass of lignocellulosic composition for fuel ethanol production and the context of biorefinery. Rio de Janeira: Ed. Amiga Digital, 2008.
PHILIPPIDIS, G. P.; SMITH, T. K.; WYMAN, C. E.; Biotechnol. Bioeng. 1993, 41, 846.
PITARELO, A.P. Avaliação da susceptibilidade do bagaço e da palha de cana-de-açúcar à bioconversão via pré-tratamento a vapor e hidrólise enzimática. Dissertação (Mestrado em Química) – Universidade Federal do Paraná. Curitiba. 2007.
Processos químicos: Separação por destilação. 2007. Disponível em: <http://labvir-tual.eq.uc.pt/siteJoomla/index.php?Itemid=143&id=67&option=com_content&task=view>. Acesso em: 01 de Abr. 2016.
RABELO, S. C. Avaliação de desempenho do pré-tratamento com peróxido de hidrogênio alcalino para a hidrólise enzimática de bagaço de cana-de-açúcar. Campinas: Faculdade de Engenharia Química, Universidade Estadual de Campinas, 2007.
RIVERS, D. B; EMERT, G. H. Lignocellulose pretreatment: a comparison of wet and dry ball attrition. In: Biotechnology Letters, v.9, p. 365-368. 1987.
ROSA, Claudia A. Influência do teor de lignina da madeira de eucalyptus globulus na pro- dução e na qualidade da celulose kraft. 2003. 150f. Dissertação (Mestre em engenharia flo- restal) – Universidade Federal de Santa Maria, Rio Grande do Sul.
SANTOS, Fernando A; QUEIROZ, J; FERNANDES, S; GUIMARÃES, V. Potencial da pa-
lha de cana-de-açúcar para produção de etanol. Viçosa: Química nova, 2012. v. 35, n. 5. SANTOS, Juliana R. A.; SOUTO, Ana Maria; GOUVEIA, Ester Ribeiro. Comparação entre processos em SHF e em SSF de bagaço de cana para produção de etanol. Pernambuco, 2010. 5p. V. 33.
SANTOS, Vanessa S. Parede celular. Disponível em: Acesso em: 21 Fevereiro. 2016.
SILVA, Neumara Luci C. Produção de bioetanol de segunda geração a partir de biomassa residual da indústria de celulose. 2010. 122f. Dissertação (Mestrado em ciências) – Escola de Química, Rio de Janeiro.
SILVEIRA, Márcio A; FERREIRA, Adriane M. Obtenção e caracterização de lignina de madeiras. São Paulo: Escola de Engenharia de Lorena, Julho. 2009.
SOUZA, Carlos A. Produção de etanol por sacarificação e fermentação simultâneas do bagaço de cana-de-açúcar utilizando leveduras termotolerantes. 2011. 48f. Dissertação (Mestre em Bioquímica) – Universidade Federal de Viçosa, Minas Gerais.
TCEAM. Resíduos sólidos: situação do Lixo a céu aberto no interior é muito preocupante. Disponível em: < https://www.tce.am.gov.br/portal/?p=1359> Acesso em: 05 Junho. 2016.
VALLANDER, L.; ERIKSSON, K. E. Enzymic saccharification of pretreated wheat straw. Bi- otechnol. Bioeng, v. 27, p.650-659, 1985.
VASQUEZ, Mariana P. Hidrolise enzimática e fermentação simultâneas para a produção de etanol a partir de bagaço de cana-de-açúcar. 2007. 205f. Tese (Doutorado em ciências) – Escola de Química, Rio de Janeiro.
VILLEN, R. A. Mauá: Biotecnologia – Histórico e Tendências. Escola de Engenharia de Mauá. Apostila, 2009.
WINKLE, Matthew Van. (1967). Distillation, Ed. McGraw-Hill, New York. E-book. Disponí- vel em: Acesso em: 03 Março. 2016.
Wyman, C. E; Dale, B. E; Elander, R. T; Holtzapple, M; Ladisch, M. R; Lee, Y. Y. Coordinated development of leading biomass pretreatment technologies. Bioresource Technology, 2005.
ZEEMAN, G.; HENDRIKS, A. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresource Technology. Wageningen: Elsevier, 2006.
Zhang, Y.; J. Ind. Microbiol Biotechnol. Ed. Springer Verlag, 2008.
1 Instrumento internacional aceito em março de 1998 visando reduzir emissão de gases poluentes na atmosfera.
2 Misturas que se caracterizam pelo comportamento diferenciado quando submetidas à ebulição e apresentam baixa volatilidade
Publicado por: Valber Ferreira
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























