Sumário
- 1 - RESUMO
- 2 - INTRODUÇÃO
- 2.1 - Revisão da Literatura
- 2.1.1 - Legislação - Emissões Atmosféricas
- 2.1.2 - Precipitador Eletrostático
- 2.1.3 - Alternativas de Fonte de Energia de Alta Tensão
- 2.1.4 - Transformador Retificador Trifásico (60Hz)
- 2.1.5 - Switch Mode Power Supply (SMPS)
- 2.1.6 - Comparação entre SMPS e T/R trifásico
- 2.1.7 - Metodologias de Análise
- 2.1.8 - Matriz Ponderada
- 2.1.9 - Método AHP
- 2.1 - Revisão da Literatura
- 3 - OBJETIVOS
- 4 - MATERIAL E MÉTODOS
- 5 - RESULTADOS E DISCUSSÕES
- 6 - CONCLUSÃO
- 7 - REFERÊNCIAS
1. RESUMO
Os problemas de poluição ambiental tornaram-se uma preocupação global, amplamente discutidos, são resultados da elevação mundial do consumo de energia e do crescimento industrial. Com o aumento da quantidade de gases residuais na atmosfera, eleva-se os riscos à saúde e meio ambiente, além de contribuir para o efeito estufa. Os precipitadores eletrostáticos percorrem um longo caminho e são amplamente utilizados nas principais indústrias para reduzir a emissão de partículas para a atmosfera. O presente trabalho aborda a aplicação de diferentes fontes de alimentação para precipitadores eletrostáticos, com dados levantados a partir da aplicação industrial e estudos pertinentes. O objetivo desta pesquisa é analisar qual a melhor fonte de energia de alta tensão, de forma a aumentar a eficiência na coleta de material particulado. A metodologia utilizada foi a comparação da performance do precipitador eletrostático sob diferentes tipos de fonte, tais como monofásicos convencional (60Hz), trifásico (60Hz) e SMPS. Os resultados alcançados apresentaram as soluções e limitações encontradas durante o desenvolvimento desta pesquisa, permitiram listar recomendações de melhorias no projeto do precipitador eletrostático, tendo em vista a maior eficiência na coleta de materiais particulados. Conclui-se que a substituição da atual fonte de energia monofásica por fonte trifásica ou SMPS (Switch Mode Power Supply), traz resultados significativos na eficiência do precipitador eletrostático. No entanto, é necessário um amplo estudo de viabilidade técnica e econômica para validação desta ação.
Palavras-Chave: Precipitador Eletrostático. Eficiência. Transformador
ABSTRACT
Environmental pollution problems have become a global concern, widely discussed, are results of the worldwide energy consumption rise and industrial growth. With the increase of the amount of residual gases in the atmosphere, rises the health risk, besides contributing to the greenhouse effect. Electrostatic precipitators travels a long way and it is widely used in major industries to reduce the emission of particles into the atmosphere. Present work deals with studies of the application of different sources to electrostatic precipitators, with data collected from the industrial application and relevant studies. The objective of this research is to analyze the best source of high voltage power, in order to increase the efficiency in the collection of particulate matters. The methodology used was to compare the performance of the electrostatic precipitator under different types of power supply, such as conventional single-phase (60Hz), three-phase (60Hz) and SMPS. Results obtained presented solutions and limitations found during the development of this research, allowing to list recommendations for improvements in the design of electrostatic precipitators, in view of the greater efficiency in the collection of particulate matters. It is concluded that the replacement of the current single-phase power supply by three-phase power supply or Switch Mode Power Supply (SMPS), results in significant efficiency in the electrostatic precipitator. However, a broad technical and economic feasibility study is needed to validate this action.
Keywords: Electrostatic Precipitator. Efficiency. Transformer
2. INTRODUÇÃO
A poluição atmosférica tem sido um problema ecológico atual, sendo uma parte proveniente de fontes de combustão. Na indústria ocorre em instalações que geram vapor ou energia, geralmente no setor de utilidades.
A caldeira de recuperação química (CRQ) utilizada nas plantas de celulose e papel, com capacidade de queima cada vez maior, produz gases que arrastam partículas de Na2SO4 (Sulfato de Sódio), CO (Monóxido de Carbono) entre outros, onde ocorre perdas econômicas pelo arraste de partículas e problemas ambientais devido a poluição. Se em grande escala, esses gases além de prejudiciais à saúde, podem afetar a camada de ozônio contribuindo para o aquecimento global.
Conforme o Conselho Nacional do Meio Ambiente - CONAMA (2007), são estabelecidos limites máximos de emissão de poluentes atmosféricos para fontes fixas, desta forma far-se-á com que as empresas busquem eficácia na redução de materiais particulados para atmosfera, considerando que a poluição deve ser controlada na fonte, por meio de equipamentos de controle do tipo “fim de tubo”, ou através de processos menos poluidores, em razão do princípio de prevenção à poluição.
Essas mudanças na legislação, no entanto, não significam que os problemas de poluição foram superados e ainda há uma necessidade dos principais países tecnológicos melhorarem ainda mais o "estado da arte" para equipamentos destinados a reduzir a poluição. Qualquer desenvolvimento, além de melhorar a eficiência do desempenho, também deve aumentar a disponibilidade e tornar qualquer planta mais lucrativa, seja por alterar o design do equipamento existente ou a aplicação de novos conceitos (PARKER, 1996).
A técnica fim de tubo mitiga o impacto ambiental de determinados resíduos, ao dar-lhes tratamento ao final do processo. Vários equipamentos enquadram-se nesta técnica, tais como: lavadores de gás, câmaras de sedimentação, separadores ciclônicos, filtros de manga, precipitadores eletrostáticos entre outros.
A figura 1 mostra a relação entre os equipamentos e abrangência sob o aspecto da dimensão das partículas encontradas na atmosfera.
Figura 1. Relação entre equipamentos e dimensões das partículas.
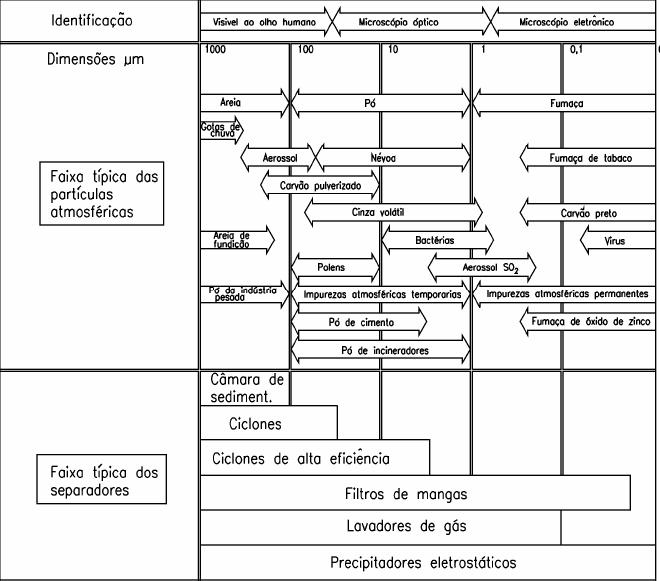
Fonte: (Extraído de PARKER, 1997)
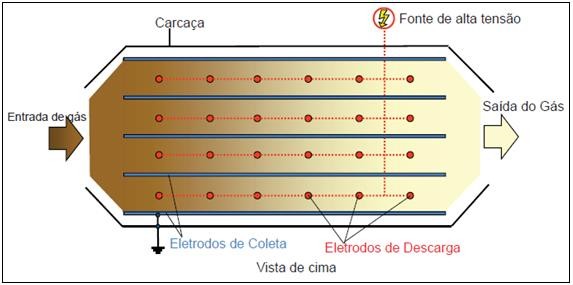
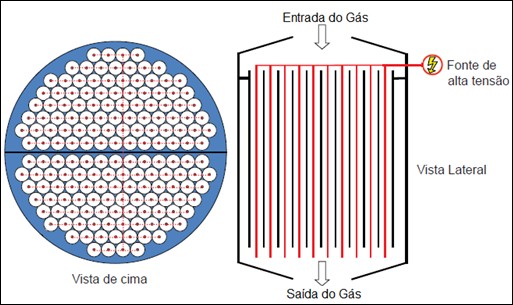
O precipitador eletrostático (PE) é o filtro fim de tubo mais utilizado devido sua excelente eficiência e fácil manutenção, utiliza uma intensa força elétrica para separar as partículas suspensas no gás de combustão que passam entre os eletrodos e placas no interior da câmara. O eletrodo de emissão é conectado à polaridade negativa de alta tensão do transformador e a placa é conectada à polaridade positiva e aterrada.
O fluxo de gás contendo as partículas passa pelo precipitador, desta forma sendo atraídas pelo campo elétrico gerado entre os eletrodos (emissor) e placas (coletor), que tem sua remoção efetuada através de batedores fazendo com que o particulado retido na placa coletora seja despejado nos transportadores e adicionado no tanque de mistura que contém o licor preto (combustível) utilizado na caldeira. Essa adição do material particulado captado também faz parte da reposição de sulfato do processo.
Entre outros fatores, o potencial elétrico aplicado nas câmaras do PE tem grande influência na precipitação eletrostática, a eficiência é proporcional ao campo gerado entre eletrodos e placas.
Desta forma, este projeto propõe dentre as alternativas disponíveis no mercado, apontar uma fonte de alimentação para o PE que proporcione menor emissão de material particulado para a atmosfera.
2.1. Revisão da Literatura
2.1.1. Legislação - Emissões Atmosféricas
Segundo o anexo VII da Resolução n. 382 de 26/12/2006 do Conselho Nacional do Meio Ambiente – CONAMA (2007), estabelece os limites de emissão para poluentes atmosféricos provenientes do processo de fabricação de celulose, conforme demonstra a tabela 1.
Tabela 1. Limite de emissões da CRQ do processo de fabricação de celulose
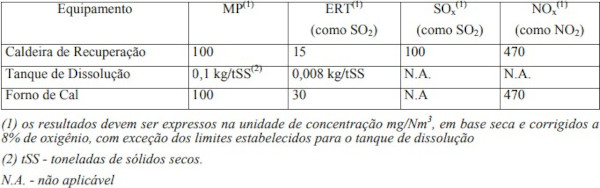
Fonte: (Extraído de CONAMA 382, 2007)
Em função das características locais da área de influência da fonte poluidora sobre a qualidade do ar, o órgão ambiental licenciador poderá estabelecer limites de emissão mais restritivos, inclusive considerando o incômodo causado pelo odor além dos limites do empreendimento (CONAMA 382, 2007).
2.1.2. Precipitador Eletrostático
O precipitador eletrostático (PE) tem sido muito empregado ao longo dos anos no controle de emissão de material particulado para atmosfera, sendo utilizado nas principais plantas de geração de energia, química, cimento, indústria de aço, papel e celulose, etc.
Dentre os equipamentos capazes de operar na remoção de material particulado, tem-se o precipitador eletrostático, que, além de controlar a poluição removendo as partículas de meios gasosos de ampla faixa granulométrica, pode ser utilizado na recuperação de produtos de alto valor agregado (MEIRA, 2009).
O PE, apesar de sua longa jornada continua sendo um dos meios mais econômicos de controlar a emissão de partículas de grandes plantas de processo industrial, afirma Parker (2003).
Em 1906, o Dr. Frederick Cottrell, professor de química física em Berkeley na Califórnia, precipitou com sucesso fumos de ácido sulfúrico em uma pequena unidade de teste de precipitador eletrostático usando um transformador de alta tensão e o retificador mecânico síncrono recém-inventado. A viabilidade comercial do precipitador eletrostático foi demonstrada pela primeira vez em uma planta de ácido sulfúrico de E.I. DuPont de Nemours, onde os vapores de arsênico estavam impactando a operação de seus conversores catalíticos. Em 1911, a Western Precipitation projetou e construiu o primeiro grande precipitador eletrostático, que foi instalado no Riverside Cement Company em Crestmore, Califórnia, para a captura de pó de forno de cimento. Esta unidade permaneceu em serviço por 54 anos (CHOLAKOV; NATH, 2009).
Conforme Parker (1997), anterior ao retificador mecânico utilizado pelo Dr. Cottrell no EUA, em 1905 no Reino Unido já era amplamente utilizado o retificador a válvula, porém ineficiente, tinha limitação de potência e era frágil, portanto de baixa aceitação. A contribuição do Dr. Cottrell ao desenvolver o retificador mecânico possibilitou maior avanço tecnológico e permitiu que o precipitador fosse retirado do laboratório para o campo.
Na década de 1920, segundo Parker (2003), um novo modelo de retificador foi desenvolvido, o retificador de óxido de metal que foi utilizado para tarefas de precipitação. Esses dispositivos, com a vantagem de serem robustos e não exigir um transformador aquecedor de alta tensão, deveriam se revelar mais econômicos e adequados para a confiabilidade a longo prazo, porém com o aumento excessivo de temperatura resultaram em danos permanentes ao retificador.
O desenvolvimento do retificador de silício remonta à década de 1960, quando uma fatia de silício monocristalino de "tipo n" foi revestida com boro, através de uma pequena janela para formar uma região de material tipo "p".
A mudança abrupta onde a interface de boro / silício ocorre é denominada junção 'p-n', as ligações são posteriormente conectadas a ambos os tipos de material para formar o próprio diodo (PARKER, 2003, p. 98).
Com o desenvolvimento dos componentes eletrônicos, as instalações se tornaram mais compactas, além de apresentarem maior tensão de trabalho comparado aos anteriores.
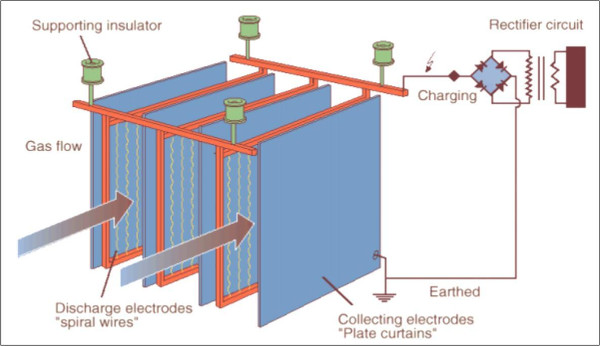
O PE, conforme mostra a figura 2, captura os poluentes e libera o gás limpo para a atmosfera, são comumente encontrados em plantas industriais produtoras de materiais tais como: ferro, petróleo, produtos químicos, metais, cimento, energia e celulose.
Figura 2. Esquema geral de um separador de particulados.
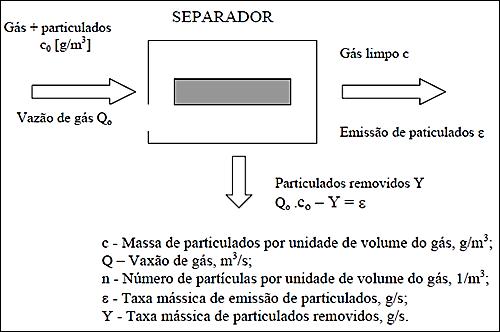
Fonte: (Extraído de SILVA, 2000)
A extração do material particulado gerado pelos processos industriais é feita através da ionização, as partículas provenientes da saída de gás da caldeira são eletrostaticamente carregadas e coletadas conforme ilustrado na figura 2.
Segundo Parker (2003), as características do processo de precipitação eletrostática, que produzem um meio ideal para remoção de partículas são as seguintes:
-
Versatilidade - desempenho efetivo em ampla gama de processos industriais. Pode ser projetado para atender a qualquer eficiência necessária e dimensionado para qualquer taxa de fluxo de gases;
-
Os projetos cobrem uma faixa de temperatura desde ambiente até 850 ° C;
-
Coleta partículas em todo o espectro da gama de tamanhos;
-
A poeira geralmente é recuperada em seu estado original. As plantas podem ser projetadas para operar como um dispositivo de fase úmida, se necessário, particularmente para gases próximos, ou à temperatura do ponto de condensação;
-
Baixa perda de pressão - geralmente menos que 1 mbar;
-
Consumo de energia elétrica aceitável para o nível de eficiência requerido;
-
Construção robusta e confiável - expectativa de vida > 20 anos;
-
Requer baixa manutenção.
Há dois tipos de PE: úmido e seco, a principal diferença entre as classificações é o método pelo qual as placas coletoras são limpas. O primeiro recupera as partículas molhadas ou úmidas do processo que envolve: ácidos, óleo, resina e alcatrão. O segundo tem a finalidade de remover partículas secas tais como poeira e cinzas. Ambos consistem na extração dos gases tóxicos ou partículas poluentes das fábricas através da ionização eletrostática.
Na limpeza do PE seco é aplicado impulsos mecânicos ou vibrações, que ao bater soltam as partículas recolhidas, enquanto no PE úmido as placas coletoras são enxaguadas com água. Podem ser na configuração de placas ou tubular, conforme mostram as figuras 3 a) e b).
Figura 3. Projeto do PE: a) com placas e b) com tubos
a)
b)
Fonte: (Adaptado de KLAUS ESSEN, 2014)
Os módulos tubulares compreendem apenas uma pequena porção da população de PE e são mais comumente aplicados onde as partículas são molhadas ou pegajosas. Esses PEs, geralmente limpos com água, apresentam perdas reentráveis de menor magnitude do que os precipitadores de partículas secas (TURNER et al., 1999, p. 3-9).
Segundo Turner et al. (1999), os PEs são configurados por distintas formas. As configurações foram desenvolvidas para ação de controle especial, e outras evoluíram por razões econômicas.
Qualquer uma das configurações do precipitador discutidas acima pode ser operada com paredes molhadas em vez de secas. O fluxo de água pode ser aplicado de forma intermitente ou contínua para lavar as partículas coletadas em um cárter para eliminação. A vantagem do precipitador de parede úmida é que não tem problemas com reentrada no batimento ou com corona reversa. A desvantagem é a maior complexidade da lavagem e o fato de que a pasta coletada deve ser tratada mais cuidadosamente do que um produto seco, aumentando o custo de descarte (TURNER et al., 1999, p. 3-9).
A abordagem deste trabalho se limita ao PE tipo seco utilizado na filtragem dos resíduos oriundos da caldeira de recuperação química do processo de produção de celulose.
O princípio básico da operação de um precipitador eletrostático, como já foi indicado, é que as partículas transportadas por gás são passadas através de um campo elétrico onde são carregadas inicialmente por meio de uma descarga corona, e então, como partículas carregadas, são desviadas através do campo elétrico para migrar e serem depositadas nos eletrodos de coleta (PARKER, 2003, p. 2).
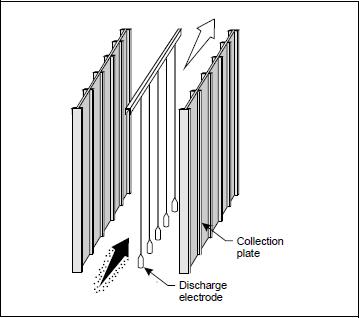
O arranjo físico do campo do PE é mostrado na figura 4, sendo composto de cortinas de placas verticais de aço aterradas e conectadas à polaridade positiva do transformador, esta cortina é dividida passagens paralelas de gases, com eletrodos alinhados, posicionados entre cada passagem e ligados entre si, formando uma estrutura rígida na qual é conectado a polaridade negativa do transformador. Desta forma cria-se um forte campo elétrico entre os eletrodos (placas de emissão) e as cortinas de placas de aço (placas de coleta).
Figura 4. Vista simplificada do campo do PE
Fonte: (Extraído de ALSTOM, 2011)
Conforme Parker (2003), a operação fundamental do PE se resume em cinco itens básicos, a saber:
-
Produção de campo elétrico para criação de íons;
-
Carregamento das partículas por íons;
-
Migração das partículas carregadas através do campo;
-
Partícula carregada no eletrodo receptor;
-
Remoção das partículas depositadas.
Para a produção de íons é necessário uma mínima tensão para formação do efeito corona, descarga elétrica que pode ter polaridade positiva ou negativa.
Segundo Parker (2003), a diferença significativa que define a utilização da energia negativa, como pode ser visto na figura 5, é que na energia negativa, a tensão de início de corona é menor e o potencial de ruptura é maior.
Figura 5. Descarga negativa x descarga positiva
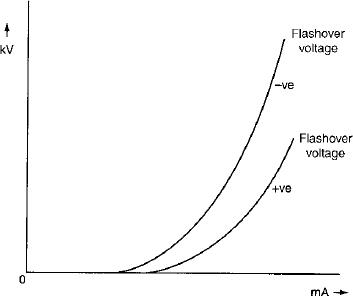
Fontes: (Extraído de PARKER, 2003)
Conforme Parker (2003), na energização negativa a tensão aplicada é aumentada até produzir uma descarga corona, que pode ser vista como um brilho azul luminoso ao redor do eletrodo de descarga, conforme pode ser visto na figura 6.
Figura 6. Eletrodo de descarga
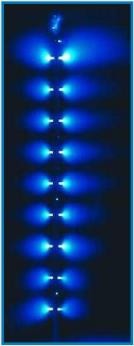
Fontes: (Extraído de B&W, 2015)
Conforme ilustra a figura 7, a alta tensão negativa no eletrodo acelera os elétrons para longe com energia suficiente para deslocar outros elétrons. Essa aceleração faz com que eles se choquem com as moléculas de gás desprendendo elétrons, como resultado da perda de elétrons (que é negativo), as moléculas de gás se tornam positivamente carregadas, isto é, elas se tornam íons positivos
Figura 7. Efeito da descarga corona
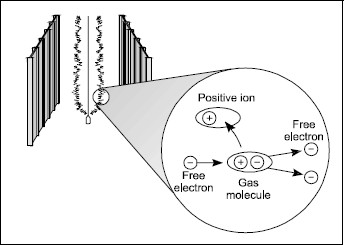
Fonte: (Extraído de NEUNDORFER, 1998)
As moléculas são centenas de vezes maiores que os minúsculos elétrons e se movem lentamente. De fato, muitos deles colidem diretamente no eletrodo de descarga de metal ou no espaço de gás ao redor do fio, fazendo com que os elétrons adicionais sejam retirados. Isso é chamado de emissão secundária. Então, esta é a segunda coisa que acontece. Ainda temos íons positivos e uma grande quantidade de elétrons livres (NEUNDORFER, 1998).
O processo se repete, criando cada vez mais elétrons livres e mais íons positivos, toda essa atividade de geração de elétrons é chamada de avalanche de multiplicação, conforme mostra a figura 8. Os elétrons se chocam com as moléculas de gás e criam moléculas ionizadas adicionais.
Figura 8. Formação de íons negativos
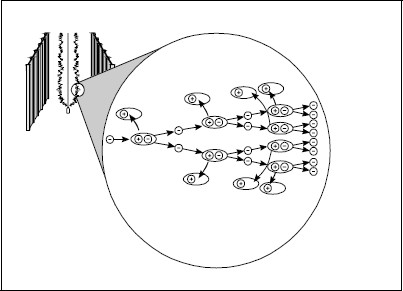
Fonte: (Extraído de NEUNDORFER, 1998)
Através deste processo o material particulado presente nos gases são carregados eletrostaticamente.
O carregamento ocorre quando os íons bombardeiam a superfície de uma partícula. Uma vez que um íon está próximo à partícula, ele está bem ligado devido à carga de imagem dentro da partícula. A "carga de imagem" é uma representação da distorção de carga que ocorre quando uma carga real se aproxima de uma superfície condutora. A distorção é equivalente a uma carga de magnitude oposta à carga real, localizada tão abaixo da superfície quanto a carga real está acima dela. A impressão da carga fictícia é semelhante à impressão de uma imagem no espelho, daí o nome. À medida que mais íons se acumulam em uma partícula, a carga total tende a evitar o bombardeio iônico (TURNER et al., 1999, p. 3-15).
Quando as partículas transportadas pelo gás sofrem influência do campo formado pela descarga corona, estas são carregadas eletrostaticamente por dois mecanismos: carregamento por campo ou carregamento por difusão.
Conforme Parker (2003), o carregamento por campo predomina para partículas maiores que cerca de 1 μm, enquanto o carregamento por difusão é essencial para partículas com menos de 0,2 μm de diâmetro, ambos os processos ocorrem no intervalo de tamanho intermediário.
O carregamento de campo ocorre quando os íons seguem linhas de campo elétrico até que terminam em uma partícula. O carregamento de difusão resulta da energia cinética térmica dos íons superando a repulsão dos íons já na partícula. Em geral, ambos os mecanismos são operacionais para todos os tamanhos de partículas (TURNER et al., 1999, p. 3-15).
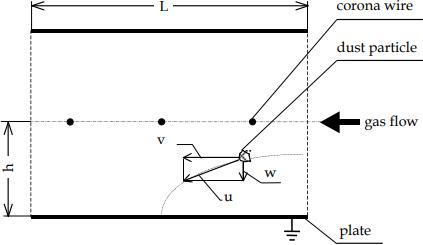
A figura 9 ilustra o carregamento de partículas por campo, em que os íons seguem linhas de campo elétrico até que terminam em uma partícula.
Figura 9. Carregamento da Partícula

Fonte: (Extraído de NEUNDORFER, 1998)
As linhas de campo fluem do eletrodo (-) sentido às placas (+), os íons caminham junto às linhas de campo e colidem com as partículas. Quanto maior a tensão, maior será o carregamento e consequentemente, maior será a força de atração desta partícula.
A mobilidade das partículas carregadas não depende somente do campo, mas também do tamanho desta partícula e das características do gás.
Antes de determinar a área de coleta e a eficiência da coleta, o projetista deve estimar ou medir (se possível) a velocidade de migração de partículas. Esta é a velocidade na qual uma partícula, uma vez carregada, migra em direção ao eletrodo de coleta aterrado. Variáveis que afetam a velocidade dasNpartículas são o tamanho das partículas, a força do campo elétrico e a viscosidade do gás (NEUNDORFER, 1998).
A velocidade de migração teórica da partícula, segundo Parker (2003), pode ser calculada através da equação 1.
![]()
Sendo:
w = Velocidade de migração teórica da partícula
q = Carga da partícula (s)
E = Tensão no campo (V/m)
a = Diâmetro da partícula (mm) η = Viscosidade do gás (Pa*s) π = 3.1416
Segundo Lugar (2007), a velocidade de migração das partículas carregadas é aproximadamente proporcional à tensão do precipitador (W ∞ V2), portanto, é crítico que um nível de alta tensão seja mantido no precipitador para uma carga e coleta ideal.
Desta forma o PE depende de uma alta tensão para produzir o campo elétrico que fará migrar as partículas em direção às placas positivas conforme mostra a figura 10.
Figura 10. Deslocamento da partícula carregada
Fonte: (Extraído de NEUNDORFER, 1998)
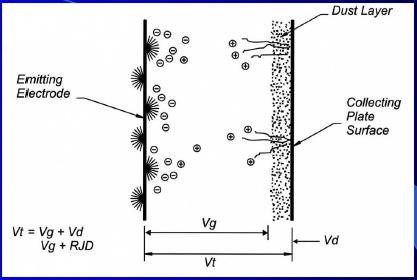
As partículas atraídas pelas placas formam uma camada de pó e se descarregam eletricamente nas mesmas.
Devido à camada de cinzas resistivas na placa coletora, a carga iônica é armazenada na superfície da camada de cinzas e apenas uma pequena quantidade de corrente flui através da camada de cinzas para a placa ligada à terra. A maior parte da queda de tensão está na camada de cinzas e não na lacuna onde ocorre o carregamento de partículas (LUGAR, 2007).
Dependendo das características do material coletado, principalmente se for de alta resistividade, pode comprometer a eficiência do PE, conforme ilustra a figura 11.
Figura 11. Pó com alta resistividade
Fonte: (Extraído de LUGAR, 2007).
Conforme Lugar (2007), a definição de resistividade é o grau de condutividade elétrica da partícula expressa em ohms-cm, a faixa típica é de 1 x 109 - 1 x 1013 e o valor da resistividade depende da temperatura do gás de combustão, dos constituintes do gás e da composição química da partícula.
O efeito do acúmulo de material de alta resistividade na placa coletora cria um processo contrário de ionização conhecido como corona reversa. Este processo dificulta a descarga das partículas ionizadas negativamente que, desta forma cria uma distribuição de carga próxima às placas coletoras provocando a reentrada do material na corrente de gás e consequentemente reduz a eficiência do equipamento.
Para evitar estes problemas com a camada de material nas placas, o dimensionamento e configuração do processo de limpeza é fundamental, pois ainda que a máxima migração das partículas e coleta seja alcançada, é a remoção deste material que definirá a eficiência do PE.
A remoção do material coletado pelas placas é realizada através de batimentos, os quais causam vibrações mecânicas derrubando a camada de pó. Este último contribui consideravelmente para a reentrada de pó na corrente de gás, se alguns critérios não forem observados, conforme mostra a figura 12.
Figura 12. Batimento de limpeza
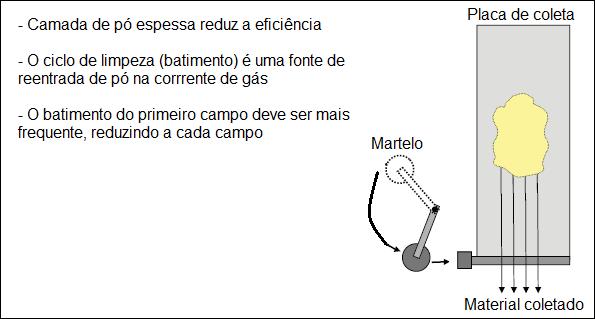
Fonte: (Extraído de KLAUS ESSEN, 2014).
A eficiência de remoção do material particulado no PE é o principal parâmetro para o projeto, pois é diretamente proporcional ao tamanho relativo do precipitador (área / vazão em m2/(Nm3/s) e a velocidade de migração do pó em direção as placas coletoras (W).
Conforme Parker (2003), um dos primeiros pesquisadores teóricos, Deutsch, trabalhando em meados da década de 1920, propôs que o desempenho ou a eficiência de coleta do precipitador assumiu a forma de uma equação exponencial, conforme mostra a equação 2.
![]()
Sendo:
η = Eficiência de coleta do precipitador e = base do logaritmo natural = 2,718 A = Área de coleta (m2)
Q = Vazão de gás (m3/s)
W = Velocidade de migração (cm/s)
Ainda afirma Parker (2003), que embora a fórmula seja frequentemente considerada como base teórica, não é um método útil para comparar os níveis de desempenho do precipitador.
O dimensionamento fundamental do precipitador eletrostático para um trabalho específico não pode, atualmente, ser derivado dos primeiros princípios. A maioria dos fornecedores de equipamentos usam um "fator de desempenho" derivado da medição de eficiência em uma planta com características de processo similares para obter um novo tamanho para o trabalho exigido (PARKER, 2003, p. 33).
Contudo, outra forma de medir a eficiência, é através de medições da concentração de gás na entrada e saída do PE, conforme a equação 3.
![]()
Sendo:
η = Eficiência de coleta (%)
Cin = Concentração de partículas na entrada (mg / Nm3) Cout = Concentração de partículas na saída (mg / Nm3)
Para o correto dimensionamento do PE deve se levar em consideração a eficiência de coleta requerida, a vazão de gás oriunda do processo e a velocidade de migração das partículas.
Todo precipitador eletrostático é dimensionado com o auxílio de softwares específicos para cálculo estrutural, cujo resultado é um corpo de equipamento muito resistente e econômico, que variam de acordo com o tipo de aplicação, onde são levados em consideração fatores como pressão interna, a carga de vento local, entre muitos outros (CRANFOS, 2018).
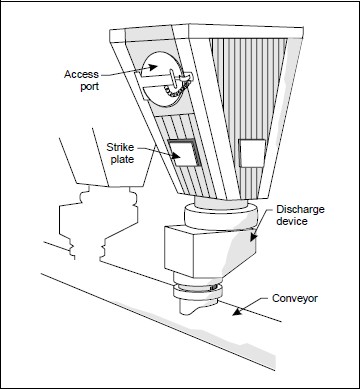
A instalação mecânica do PE requer grande espaço físico, o que define uma de suas desvantagens, consequentemente seguida pelo alto custo de instalação. A figura 13 mostra a composição estrutural do PE tipo seco.
Figura 13. Composição estrutural do PE
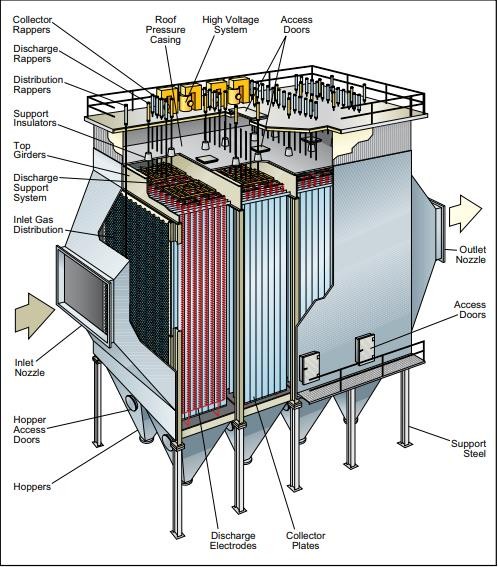
Fonte: (Extraído de B&W, 2015)
As partes que compõem a estrutura mecânica do PE são detalhadas nas alíneas abaixo:
-
Carcaça do PE
A estrutura do invólucro suporta os componentes do precipitador em um quadro rígido para manter o alinhamento e a configuração adequada dos eletrodos e placas, conforme a figura 14. A estrutura de suporte é crítica do lado quente do PE porque os componentes podem expandir e contrair devido as diferenças de temperatura dos gases de combustão da caldeira e a atmosfera ambiente.
A carcaça é feita de baixo teor de carbono, conectada ao duto de gás contaminado proveniente da CRQ e ao duto de saída para a chaminé.
Figura 14. Carcaça do Precipitador Eletrostático
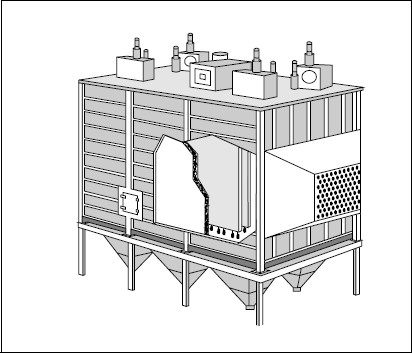
Fonte: (Extraído de NEUNDORFER, 1998)
-
Plataformas de acesso
Cada PE é fornecido com plataformas em diferentes níveis para permitir fácil acesso a todas as áreas de manutenção, o acesso às plataformas é feito por uma torre de escada comum.
-
Cobertura do PE
A parte superior do PE é uma construção de parede dupla com um teto interno (teto quente reforçado e suportado por vigas transversais) e um teto externo (teto frio coberto com placas). Entre os tetos interno e externo há um isolamento térmico para que o pessoal de operação e manutenção possa andar na superfície externa do PE.
-
Vigas com talhas de corrente
Diversos equipamentos, como transformadores retificadores, suportes isoladores e compartimentos de isoladores, são instalados no teto de PE. Vigas e talhas de corrente são fornecidas para facilitar o manuseio destes equipamentos a partir do nível do solo.
-
Suportes Isoladores
O quadro de eletrodos é suportado por quatro isoladores localizados dentro de câmaras no teto do PE, o compartimento é provido de tampas de abertura para acesso aos mesmos, possibilitando inspeções e manutenção. A figura 15 mostra o ventilador localizado no teto do PE, o qual é responsável pela equalização das temperaturas no compartimento dos isoladores.
Figura 15. Insuflamento de ar quente para isoladores (Air flushing)
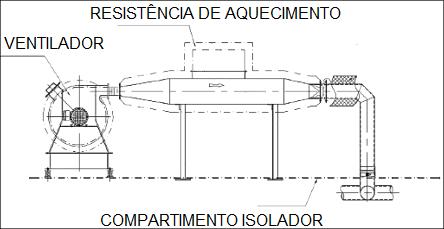
Fonte: (Adaptado de ALSTOM, 2011)
-
Grelhas de distribuição de gás
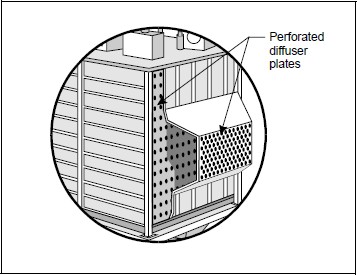
Conforme mostra a figura 16, o sistema de distribuição de gás consiste de um conjunto de duas placas perfuradas suspensas e fixadas no funil de entrada do precipitador. Com uma estrutura sólida que impede a movimentação na direção do fluxo de gás, reduz a velocidade e distribui uniformemente o fluxo através do PE.
Figura 16. Grelhas de Distribuição de Gás de Entrada
Fonte: (Extraído de NEUNDORFER, 1998)
No funil de saída do precipitador existem placas dobradas em perfil “U” que facilitam a distribuição do gás, o que promove um melhor fluxo nos dutos, evitando áreas de turbulência, em conjunto com as grelhas de entrada, promovendo uma passagem do gás uniforme dentro do precipitador.
-
Eletrodo de emissão
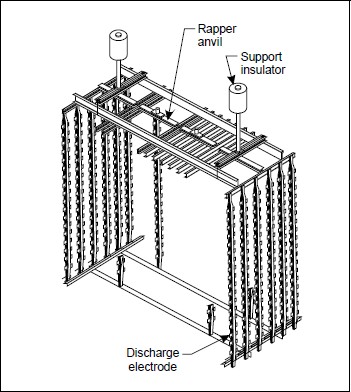
Os eletrodos de emissão são feitos de material de aço carbono, fixados de modo a formarem um quadro com várias fileiras conforme mostra a figura 17, este quadro é suportado em quatro pontos, nestes pontos são instalados isoladores tipo cerâmico com objetivo de isolar eletricamente os eletrodos. As caixas dos isoladores são pressurizadas para evitar o acúmulo de pó e aquecidas através de resistência elétrica, prevenindo quebra devido choque térmico e condensação.
Figura 17. Quadro Rígido de Eletrodos
Fonte: (Extraído de NEUNDORFER, 1998)
-
Eletrodo de coleta (placas coletoras)
As placas coletoras são fixas por uma estrutura no teto, são firmemente conectadas assegurando uma máxima transferência da onda de choque ocasionada pelo batimento de limpeza. As barras de suporte e de choque podem ser ajustadas verticalmente para um fácil alinhamento de todo o sistema, são conectadas em sua base e guiadas lateralmente para eliminar possível balanço ou desalinhamento.
A montagem dos eletrodos de coleta cria uma cortina completa, de forma a definir os corredores de passagem do gás pelos campos do PE, conforme a figura 18.
Figura 18. Conjunto de Placas Coletoras
Fonte: (Extraído de NEUNDORFER, 1998)
-
Batedor do sistema de emissão e coleta
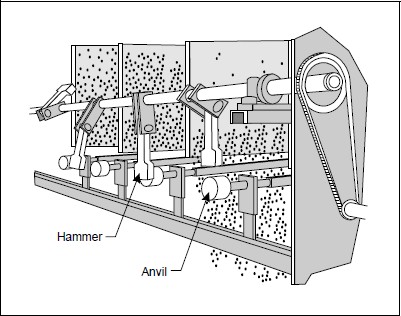
Durante a precipitação eletrostática uma fração do pó será coletada nos eletrodos de emissão e a maior parte nos eletrodos de coleta e o efeito corona pode ser gradualmente suprimido com o aumento da camada de pó. Martelos rotativos montados em eixos horizontais, conforme a figura 19, efetuam o batimento em bigornas (barras de choque) conectadas aos quadros, os quais efetivamente transmitem a onda de choque para todo o sistema de eletrodos de emissão e coleta.
Figura 19. Conjunto de Martelos Rotativos de Batimento
Fonte: (Extraído de NEUNDORFER, 1998)
-
Coletor
Os coletores são fabricados em aço carbono, reforçados estruturalmente por vigas transversais e equipados com portas de inspeção em sua lateral.
Existe uma variedade de arranjos para o fundo deste equipamento, pode variar desde tremonhas piramidais, conforme mostra a figura 20 ou fundo plano, onde é feita a raspagem mecanizada do material para um local de descarga e transporte.
Figura 20. Tremonha
Fonte: (Extraído de NEUNDORFER, 1998)
Esse transporte também é levado em consideração na hora do projeto ser elaborado, de forma a identificar o melhor tipo de controle de saída desse material, seja por uma rosca transportadora, no caso de tremonhas longitudinais, ou raspadores de corrente em que limpam o fundo da carcaça.
A parte elétrica do projeto do PE inclui transformadores / retificador (T/R) de alta tensão e seus painéis equipados com microprocessadores de controle, motores dos batedores, resistências elétricas, controlador lógico programável (CLP), instrumentos de medição e de controle.
O mecanismo de coleta principal obviamente é a força elétrica. O processo de precipitação eletrostática se inicia com a formação de íons gasosos pela descarga de corona de alta voltagem no eletrodo de descarga. A seguir as partículas sólidas e/ou líquidas são carregadas eletricamente pelo bombardeamento dos íons gasosos ou elétrons. O campo elétrico existente entre o eletrodo de descarga e o eletrodo de coleta faz com que a partícula carregada migre para o eletrodo de polaridade oposta, descarregue a sua carga, ficando coletada. De tempos em tempos a camada de partícula se desprende do eletrodo de coleta, pela ação do sistema de "limpeza" e por gravidade se deposita na tremonha de recolhimento de onde então é transportada para o local de armazenamento para posterior condicionamento e/ou reutilização e/ou reposição final (LISBOA; SCHIRMER, 2007).
As partes que compõem a estrutura elétrica serão detalhadas nas alíneas abaixo:
-
Acionamentos dos batedores
O PE possui acionamentos através de motores elétricos para os sistemas de batimentos de emissão e coleta de cada campo separadamente, e operam em ciclos conforme a programação.
Os motores dos batedores iniciam a operação automaticamente assim que o transformador retificador é posto em funcionamento.
-
Resistência de aquecimento
Cada suporte isolador é envolvido por uma resistência tubular, estas resistências proporcionam um aquecimento uniforme, e por sua vez impedem a condensação e deposição de umidade no isolador.
Conforme Alstom (2011), devem ser ligadas ao menos 24 horas antes para aquecer os isoladores do PE, de forma a atingir a temperatura ideal para operação.
-
Controlador automático de tensão (AVC)
AVC é o cérebro de todo o sistema, é um controlador microprocessado que opera independentemente, e mantém o tempo todo a tensão e a corrente tão próxima quanto possível do limite da formação de arcos elétricos.
O controlador é também um centro de alarmes e monitoramento
A figura 21 mostra o esquema simplificado de controle do campo do precipitador eletrostático.
Figura 21. Controle do campo eletrostático
Fonte: (Extraído de B&W, 2015)
-
Interface homem máquina (IHM)
A IHM tem vários propósitos, utilizada em conjunto com o controlador, possibilita a visualização, configuração de parâmetros e análise de alarmes e falhas do PE. Está localizada no painel local e também possibilita comunicação em rede com painéis remotos conforme mostra figura 22.
Figura 22. Topologia de rede da IHM
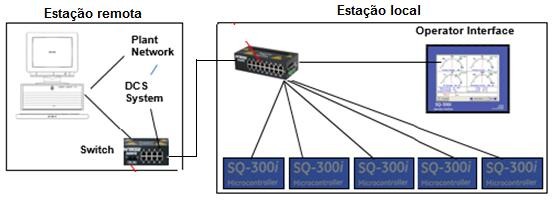
Fonte: (Adaptado de B&W, 2015)
Através de interface única com o usuário, é possível monitoramento amplo e fácil de vários campos do PE.
-
Fonte de alimentação
A alta tensão é gerada através de um dispositivo chamado transformador retificador (T/R), o equipamento consiste basicamente de um regulador AC através de tiristor monofásico que controla a tensão primária do transformador elevador, a alta tensão CA no secundário do transformador é retificada para obter uma saída CC.
Os transformadores tradicionalmente utilizados para tarefas de precipitação são de um projeto convencional como os usados para alimentação normal de rede, composto basicamente de enrolamentos primários e secundários enrolados em um núcleo laminado, com isolamento elétrico apropriado entre os enrolamentos primário e secundário (PARKER, 2003, p. 119).
São instalados no teto dos precipitadores sobre os respectivos campos, desta forma minimiza a distância da conexão de alta tensão entre a bucha do transformador e o eletrodo de emissão. O circuito de controle fica em um painel elétrico dedicado e localizado na subestação elétrica, neste painel está localizada a IHM e medidores de tensão (kV) e corrente (mA). A figura 23 apresenta o modelo convencional com o respectivo painel de controle.
Figura 23. T/R convencional e painel de controle

Fonte: (Adaptado KRAFTPOWERCON, 2018)
O T/R pode ser ligado e desligado pela sala de controle, através de rede de comunicação conforme mostra a figura 24.
Figura 24. Arranjo físico dos equipamentos do PE
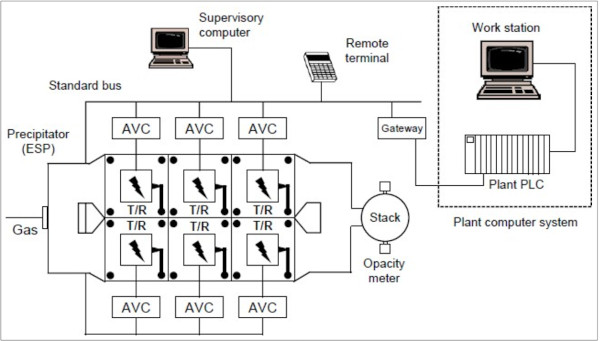
Fonte: (Extraído de PARKER; PLAKS, 2004)
O tipo mais comum de fonte de alimentação para precipitadores é o transformador retificador convencional, tradicionalmente controlado por SCR (Silicon Controlled Rectifier), também nomeado tiristor, são instalados aos pares em antiparalelo, através do ângulo de disparo modulam a amplitude da tensão CA primária, usualmente monofásica.
A tensão de saída da fonte de alimentação aplicada ao barramento do precipitador, é controlada variando o ângulo de disparo dos tiristores, isto é, atrasando ou avançando o instante de disparo em relação ao cruzamento do eixo zero da tensão de linha (PARKER, 2003, p. 119).
O T/R, como qualquer outro transformador, tem a função de elevação de tensão, além de retificar a mesma através da ponte de diodos instalada no secundário, ou seja, no mesmo tanque imerso em óleo isolante.
Conforme Vukosavic, Popov e Despotovic (2010), uma característica importante do transformador deve ser a capacidade de resistir a curto circuitos frequentes que ocorrem devido ao centelhamentos entre os eletrodos de emissão e coleta do PE. Esses curtos circuitos se não controlados, podem reduzir a eficiência de coleta e causar danos ao equipamento.
O circuito básico de alimentação convencional (60Hz) é mostrado na figura 25.
Figura 25. Circuito básico do transformador Retificador com tiristores
Fonte: (Adaptado de B&W, 2015).
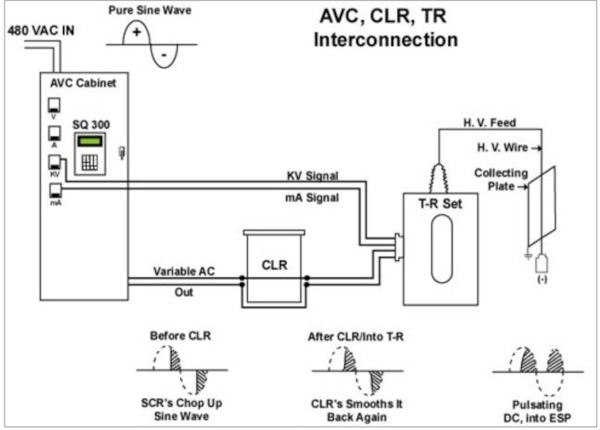
O CLR (Current Limiting Reactor) é um dispositivo importante para preservação tanto do T/R quanto do tiristor, tem a função de limitar a corrente de pico na ocorrência de centelhas e curtos-circuitos no interior do PE, além de melhorar a forma de onda. Conectado em série ao primário do T/R, pode ser instalado dentro do próprio tanque ou no compartimento elétrico junto ao tiristor.
O uso do CLR permite também a utilização mais eficiente dos tiristores, sem o qual uma grande corrente passaria por eles e por conta da “tensão reversa” deveriam ser usados em baixos ângulos de condução.
Segundo Parker (2003), o CLR fornece significativas vantagens relacionadas à operação elétrica, a saber:
-
Aumentar a vida útil dos componentes internos do precipitador;
-
Moldar a forma de onda secundária do T/R para ser mais senoidal;
-
Fornecer fator de forma apropriado;
-
Proteger os tiristores e diodos do T/R contra correntes acentuadas;
-
Aumentar a tensão e corrente do precipitador;
-
Obter operação elétrica mais estável.
A figura 26 mostra a forma de onda de tensão com reator linear CLR).
Figura 26. Forma de onda com reator (CLR)

Fonte: (Adaptado de B&W, 2015)
Na saída de alta tensão do T/R, também dentro do tanque, é instalado um indutor para limitar a oscilação de corrente de alta frequência gerada no arco elétrico durante a operação do campo eletrostático.
Vukosavic, Popov e Despotovic (2010), afirmam que embora as unidades T/R sejam confiáveis e garantam uma longa vida útil, elas têm um fator de potência muito ruim e uma forma de onda desfavorável de tensão e correntes elétricas.
Devido à falta de tiristores de potência de alta velocidade, o design convencional (60Hz) tornou-se predominante nas indústria e até os dias atuais tem sido o de maior aceitação nos equipamentos de precipitação eletrostática. Esta arquitetura, embora sendo robusta e simples, tem, no entanto, um certo número de inconvenientes técnicos.
De acordo com Parker (2003), a corrente de saída do regulador pode ser descontínua ou não sinusoidal, dependendo do ângulo de disparo do tiristor e da corrente exigida pelo PE. Como consequência, o fator de potência de entrada é muito pobre, com alta distorção harmônica na alimentação principal, conforme mostra a figura 27.
A quantidade máxima de condução de meio período que pode ser usada é de aproximadamente 60% da duração de meio período, ou 6 milissegundos do total de 10 para 50 Hz e um pouco menos para um TR que opera a 60 Hz. A razão pela qual apenas metade do período pode ser usado é a mudança de fase entre corrente e tensão que os tiristores veem: um tiristor só pode conduzir quando a corrente e a tensão estão em fase, e isso é o que determina a duração máxima de condução. Esta utilização parcial contínua do meio período produz distorção que volta para a fonte de alimentação principal. A perturbação é ainda mais ampla e séria, já que o TR é conectado apenas entre duas das três fases, e, portanto, sempre cria um desequilíbrio entre as fases (KIRSTEN; KARLSSON, 2006).
Figura 27. Distorções na forma de onda de tensão e corrente
Fonte: (Extraído de VUKOSAVIC; DESPOTOVIC; TERZIC, 2013)
A tensão pulsa em um ritmo de 100Hz, passando rapidamente pelo valor da crista e caindo no vale. Assim, o intervalo de tempo em que a tensão instantânea está próxima do valor de ruptura do dielétrico, levando a uma ionização rica e precipitação eficiente, é muito curto. Resumidamente, o PE filtra apenas nos picos da crista de tensão, enquanto opera em marcha lenta entre as duas cristas espaçadas de 10 milissegundos (VUKOSAVIC; DESPOTOVIC; TERZIC, 2013).
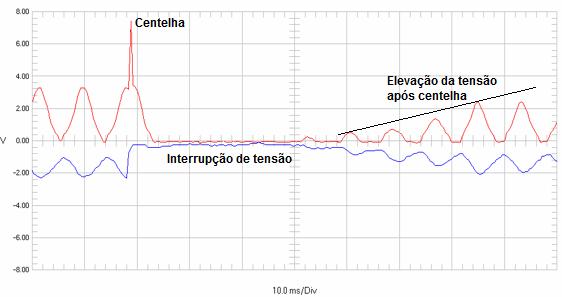
Conforme Kirsten e Carlsson (2006), o centelhamento acontecerá no mais alto fornecimento de tensão (tensão de pico), o T/R convencional alimenta o barramento do PE com uma alta corrente DC, sobreposta a essa corrente há um componente de ondulação de cerca de 30 a 40% da corrente de pico a pico, devido à natureza da corrente CA retificada através dos tiristores.
A figura 28 mostra o comportamento da tensão conforme citado acima, razão pela qual a tensão média é significantemente baixa e como consequência a densidade de corrente no PE também é baixa, bem como eficiência de precipitação.
Figura 28. Ponto de ocorrência de centelhas
Fonte: (Extraído de VUKOSAVIC; DESPOTOVIC; TERZIC, 2013).
Para uma eficiente coleta de material particulado, a tensão aplicada deve ser mantida o mais alto possível ou logo abaixo da tensão de ruptura do dielétrico, conforme mostra a figura 29.
Figura 29. Gráfico de tensão ideal aplicada ao PE
Fonte: (Extraído de GIRIDHAR; GHATTE; GURNANI, 2013).
Outro ponto desfavorável relacionado ao controle de fonte por tiristor é devido à grande quantidade de centelhamentos que ocorrem entre os eletrodos e placas no PE, onde a fonte é exposta às condições de curtos-circuitos periódicos, e no caso de formação de arco elétrico, é necessário desligar a fonte de alimentação de modo a extinguir a energia dissipada pelo arco, também deverá permanecer desligado por intervalo de tempo para evitar realimentação do curto-circuito.
Segundo Devine (2000), um arco elétrico no PE cria um curto-circuito prolongado entre os eletrodos de descarga e de coleta. O arco é extinto somente quando o fluxo de energia para o precipitador é bloqueado. Na fonte de alimentação baseada em tiristores convencionais, isso só pode acontecer durante o próximo ponto de cruzamento zero da fonte de alimentação principal. Portanto, é possível que um arco tenha uma duração de meio ciclo de alimentação (8,3 milissegundos em uma fonte de alimentação de 60Hz) e, para evitar arco múltiplo, pode ocorrer pelo menos mais meio ciclo antes de recarregar o precipitador.
Sob certas condições operacionais, o centelhamento pode ocorrer até 100 vezes por minuto. Portanto, o fornecimento deve ser capaz de ser interrompido rapidamente para garantir que o centelhamento não leve a um arco. Isto é conseguido com o regulador CA monofásico interrompendo a corrente durante pelo menos um ciclo completo da alimentação principal, o que pode significar que o PE está morto por 20 milissegundos até 100 vezes por minuto ou mais. Além disso, haverá um retardo de tempo significativo quando o PE estiver sendo recarregado (cerca de 100 milissegundos ou mais) ao retomar a alimentação de tensão de entrada (PARKER; PLAKS, 2004, p. 8-11).
O controlador automático de tensão (AVC) é o responsável por comandar os tiristores de forma a manter a tensão e a corrente do PE tão próximas quanto possível do limite da formação de arcos elétricos.
Quando o AVC detecta centelha ou arco, interrompe a tensão por um período de tempo pré-determinado, então reaplica a mesma até certa porcentagem e eleva lentamente até o limite de centelha, conforme mostra a figura 30. Esse ciclo se repete ao longo da operação do PE.
Figura 30. Detecção de centelha pelo AVC.
Fonte: (Adaptado de B&W, 2015)
O problema de recuperar a tensão do precipitador dentro de alguns meio ciclos da frequência de fornecimento sem introduzir um tempo de desligamento específico é complexo, uma das dificuldades é saber o quanto a tensão instantânea pode ser aumentada sem a ocorrência de centelhas, ou seja, a determinação do “nível pretendido” e, a seguir, encontrar o valor predeterminado do ângulo de disparo do tiristor, que irá fornecer este "nível pretendido" (PARKER, 2003).
A fonte de alimentação monofásica de baixa frequência estabeleceu uma base sólida para utilização em precipitadores, devido ao seu desempenho estável, tecnologia de controle avançado, de baixo custo e manutenção conveniente, a fonte de energia monofásica dominou o mercado de PE por um longo período. No entanto, com o desenvolvimento contínuo da tecnologia de fonte de energia e a crescente rigidez da política ambiental, as desvantagens da fonte de alimentação monofásica ficaram em evidência.
O projeto SCR convencional de 60 Hz foi uma solução predominante no controle das partículas de emissão de grandes precipitadores eletrostáticos. Embora seja capaz de alcançar uma eficiência de remoção de até 99, 8%, este projeto sofre um certo número de desvantagens, levando em consideração a má eficiência de energia (VUKOSAVIC et al., 2017).
Conforme Zhou, Tang e Du (2008), as principais abordagens relacionadas às desvantagens do T/R convencional estão resumidas abaixo:
-
Baixa eficiência de funcionamento, a eficiência de conversão de energia é inferior a 75% e causa um sério desperdício de energia;
-
Baixa frequência de trabalho, transformadores e filtros com grande volume e peso, com alto custo de aço e cobre, não atende aos requisitos de desenvolvimento sustentável;
-
A fonte de alimentação de frequência de linha CA com entrada bifásica, acoplada à modulação de fase na frequência de linha, causa uma entrada de baixa potência, forte interferência eletromagnética nas redes de energia e baixa compatibilidade eletromagnética.
-
A estrutura massiva do PE ocupa muito espaço e aumenta as despesas de construção, é necessário ter uma superfície maior das placas e gastar uma quantidade maior de aço para compensar a baixa eficiência da fonte de alimentação convencional.
-
Devido a um grande ripple de tensão, a tensão média e a densidade de corrente corona são reduzidas;
-
A potência reativa, a potência de distorção e as perdas são relativamente altas;
-
A unidade T/R representa uma carga monofásica, causando desequilíbrio no sistema trifásico;
-
A energia desprendida no arco elétrico pode causar baixa eficiência, e também danos aos componentes internos do PE devido à reação lenta do tiristor;
-
São necessários intervalos muito longos para extinção da energia nas descargas (até 100 milissegundos) devido à maior energia da centelha;
Os tópicos a seguir tem o objetivo de apresentar novas alternativas de fonte de alimentação para precipitadores, bem como fornecer comparação mais detalhada destas tecnologias e apresentar resultados relacionados à viabilidade de substituição do conjunto T/R atual por uma das fontes em estudo.
2.1.3. Alternativas de Fonte de Energia de Alta Tensão
A fonte de alimentação de alta tensão é um dos fatores que afetam a máxima eficiência de um precipitador eletrostático.
No mercado atual estão disponíveis outras tecnologias para alimentação do campo eletrostático, neste trabalho foram abordados os transformadores trifásicos (60Hz) e transformadores de alta frequência (SMPS).
Apesar da existência de novas técnicas para melhorar a qualidade da energia (ou seja, conversores de energia ressonantes / não ressonantes e conceitos de potência pulsada) por razões econômicas, a maioria dos precipitadores industriais ainda são fornecidos com fontes de energia do tipo tiristor. A principal razão para usar esse tipo de fonte de energia é certamente a simplicidade do seu conceito, o que resulta em custos consideravelmente menores para a fonte de energia do precipitador eletrostático. Portanto, o termo "fonte de alimentação padrão" é frequentemente usado de forma sinônima para o tipo de fonte de energia baseada em tiristor (GRASS; HARTMANN; KLOCKNER, 2004, p. 1513).
Atualmente, a maioria dos segmentos industriais utilizam transformadores retificadores monofásicos com alimentação baseada em tiristores (padrão), que conforme já visto anteriormente, devido ao seu baixo fator de potência não são capazes de fornecer a máxima eficiência de energia de alta tensão para o campo, desta forma sendo necessário compensar esta deficiência de potência com aumento de área específica de coleta (campo) do precipitador.
2.1.4. Transformador Retificador Trifásico (60Hz)
A arquitetura do transformador retificador trifásico (60Hz) é semelhante à do conjunto T/R monofásico convencional (60Hz), basicamente se altera o volume, peso e o tipo de controlador, a figura 31 apresenta o modelo trifásico.
Figura 31. T/R trifásico e painel de controle

Fonte: (Adaptado de KRAFTPOWERCON, 2018)
A unidade é alimentada a partir de rede trifásica, desta forma o controlador de tiristor e a ponte de retificador de alta tensão são trifásicos.
A fonte de alimentação de alta tensão trifásica adota a tecnologia de chaveamento trifásico com tiristor em frequência comum, a estrutura do produto, a tecnologia de fabricação e o método de operação são extremamente iguais aos da fonte de alimentação de alta tensão monofásica (XIE, 2008, p. 312).
De acordo com Reyes e Poulsen (2013), o T/R trifásico tem uma construção simples e robusta, sem limitações quanto à corrente e tensão de saída, e são baratos. Semelhante ao conjunto T/R monofásico, o trifásico consiste em um tanque com bobinas de alta e baixa tensão, ponte retificadora trifásica, também resfriado a óleo com convecção natural. Assim como a unidade monofásica, também são instalados no teto do PE, tendo todo o circuito de controle dentro de painéis na sala elétrica. A figura 32 mostra o circuito básico do T/R trifásico.
Figura 32. Circuito básico do transformador retificador trifásico (60Hz)
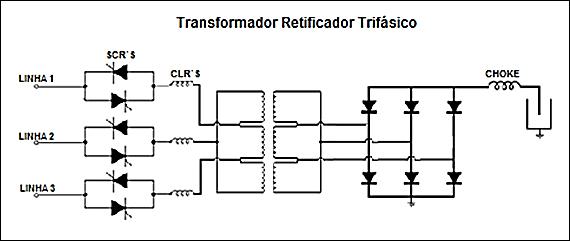
Fonte: (Adaptado de B&W, 2015).
No T/R trifásico, como há tiristores comutando nas três fases durante um período da frequência de linha, a ondulação é muito menor. A defasagem angular da tensão, corrente e fluxo magnético das três fases são iguais, desta forma a rede de alimentação é sempre equilibrada, contribuindo com a qualidade da energia.
A ondulação da tensão de saída da fonte de alimentação monofásica convencional é superior a 25%, enquanto a ondulação da tensão de saída trifásica é inferior a 5%. Assim, em um sistema trifásico, a tensão média CC é muito próxima do valor de pico e resulta em uma maior densidade de corrente em comparação com um sistema monofásico, o que ajuda a aumentar a eficiência da coleta. As frequências de ondulação variam de acordo com as frequências de comutação. A proporção de pico para a média de um sistema trifásico é bastante similar às unidades de média e alta frequência (GHATTE; GURNANI; GIRIDHAR, 2013).
A tensão de saída para o campo eletrostático, devido à baixa ondulação pode ser considerada como DC pura, conforme mostra a figura 33, onde observa-se a diferença de ondulação entre os sistemas trifásico (linha vermelha) e o sistema monofásico (linha cinza).
Figura 33. Tensão de saída trifásica (3ø) x monofásica (1ø)
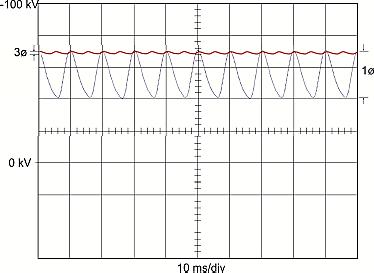
Fonte: (Extraído de REYES; BIDOGGIA, 2016).
Segundo Stackelberg (2016), a tensão de saída tem uma ondulação muito baixa devido às meias ondas senoidais sobrepostas das três fases da tensão da rede, assim, a área de tensão no tempo com precipitação ativa é aumentada em pelo menos 50%, dependendo do ângulo de ignição dos tiristores. A figura 34 ilustra o ganho com a redução da ondulação do sistema trifásico comparado ao monofásico.
Figura 34. Forma de onda trifásica x monofásica
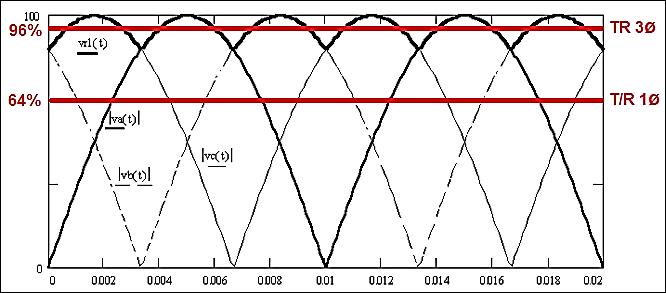
Fonte: (Adaptado de STACKELBERG, 2016)
Considerando que quanto mais alta a tensão estiver entre os eletrodos de descarga e de coleta, mais fortes serão as forças do campo elétrico sobre o material particulado, portanto, o rendimento de 64% para 96% apresentado na figura 31 é considerável para o aumento da eficiência de coleta do PE
Segundo Zhu et al. (2012), a potência da corona do transformador trifásico aumenta em um fator de 2,5 quando comparado ao monofásico, ou seja, para uma dada tensão secundária, a corrente média é sempre menor quando se utiliza o T/R trifásico, como mostrado a figura 35.
Figura 35. Tensão e corrente média (trifásico x monofásico)
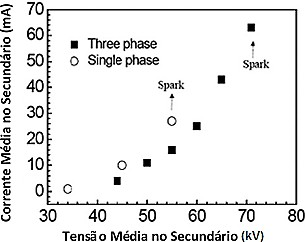
Fonte: (Extraído de ZHU et al., 2012)
Embora a fonte de energia trifásica possua várias vantagens sobre a monofásica, como por exemplo o equilíbrio das fases na fonte de alimentação e alto fator de potência, ainda sim segundo Zhou, Tang, e Du (2008), este equipamento também possui desvantagens tais como: Impactos de arco elétrico mais forte causando erosão elétrica nos eletrodos e placas, maior volume do conjunto dificultando o transporte e montagem.
Considerando a energia dissipada nos eletrodos e placas, quando na ocorrência de arco elétrico, o transformador trifásico constitui maior impacto aos componentes elétricos e às partes mecânicas do PE devido às características de condução e bloqueio dos tiristores.
Quando o arco elétrico (descarga de centelha) acontece em meia onda positiva da fase A, o SCR da fase B é conduzido. O sinal de bloqueio é emitido no cruzamento zero e no ponto de mudança de fase da meia onda positiva da fase A, pode desligar a meia onda negativa da fase A e da fase C, mas não pode desligar o sinal conduzido da fase B no tempo até no ponto de passagem zero. A corrente de impacto do arco elétrico é
1.5 a 2.5 vezes a corrente conduzida transitória. Mas a fase B é continuamente conduzida sob a condição de ruptura dielétrica da fase A com forte onda fundamental, o que fortalece muito a quebra de substância. Assim, a corrente de impacto prática gerada sob o arco elétrico é 3 a 5 vezes a corrente conduzida transitória e causa forte interferência no sistema de controle e transformador retificador (ZHOU; TANG; DU, 2008).
Conforme Johnston e Knapik (2015), devido a característica de atuação do tiristor, a tensão nos terminais não pode ser invertida instantaneamente. Dependendo da evolução da carga exterior os componentes e a rede ficam expostos a um impacto por um tempo de até 5.55 ms.
Para o controlador e a fonte de alimentação T/R trifásica, há significativamente mais energia armazenada nos enrolamentos de alta tensão, e os SCRs levam quase ½ ciclo de frequência de linha para desligamento. Durante esse ½ ciclo que os SCRs levam para ser desligados, aproximadamente 2 a 2,5 vezes o valor de Iac está sendo entregue pela rede ao arco elétrico. Todos os disjuntores e contatores experimentarão constantemente essa deterioração de desgaste causada por correntes de surto de arco (GUENTHER, 2017).
Outro fator caracterizado como desvantagem dessa aplicação é relacionado ao volume e peso do T/R que conforme a tabela 2 pode representar até 45% a mais comparado ao T/R monofásico, os quadros destacados em vermelho mostram a relação entre o T/R trifásico (3 phase) e monofásico (sigle phase), para a mesma potência (120kW) nas características de área (footprint) e peso (weight) respectivamente.
Tabela 2. Comparação de área e peso dos T/Rs

Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
Conforme Johnston e Knapik (2015), com relação ao tamanho físico da fonte de alimentação, às vezes é um desafio encontrar um local adequado para equipamentos maiores e mais pesados. Para resolver este problema a fonte deve ser relocada para fora da estrutura do PE, e conectada via cabos de alta tensão. Além disso, há uma fiação e cabeamento entre os componentes que devem ser considerados.
Este fator deve ser levado em consideração na reengenharia do projeto, visto que a instalação deste equipamento é sempre no teto do PE. Estudos mecânicos da estrutura do PE devem ser realizados para dimensionamento da suportação tanto da base do T/R quanto dos recursos necessários, como por exemplo as monovias e talhas destinadas à movimentação do equipamento.
O chaveamento das fontes de alimentação do PE produz harmônicas na saída. A forma de onda DC é composta de frequências, incluindo uma frequência fundamental e seus harmônicos. Isto é particularmente preocupante nas fontes de alimentação porque o terra é um condutor de corrente, portanto, pode ser energizado com frequências harmônicas.
Harmônicas são cargas não lineares que causam distorções da forma de onda de entrada e pode causar muitos problemas no sistema de distribuição elétrica, incluindo o aquecimento de condutores, desarmes do disjuntor e interferência com outros equipamentos da planta. Por isso é importante ter uma medida de quanto de distorção existe para cada tipo de fonte de alimentação (JOHNSTON; KNAPIK, 2015).
Simulações realizadas por Reyes e Poulsen (2013), testaram a fonte de alimentação trifásica com a carga total e reduzida alterando o anglo de disparo do tiristor. Na figura 36 a linha em vermelho é a corrente de saída e a azul é a tensão de saída, o valor médio da tensão de saída é 72kV e a corrente é 1500 mA com um ângulo de disparo do tiristor de 30º, observa-se que a corrente tem uma forma de onda que se assemelha a uma onda senoidal indicando um baixo conteúdo harmônico.
Figura 36. Forma de onda máx. saída (∝=30°)
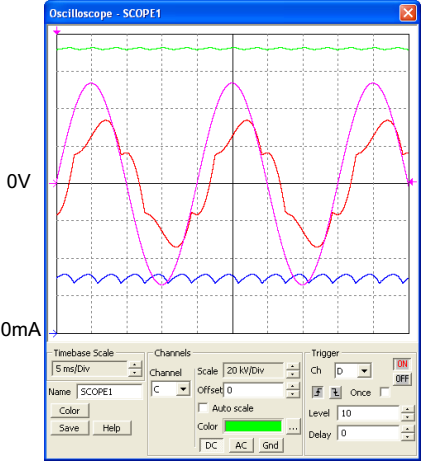
Fonte: (Extraído de REYES; POULSEN, 2013)
Segundo Reyes e Poulsen (2013), quando a tensão é reduzida atrasando o ângulo de disparo para 120º, conforme mostrado na figura 37, a tensão e a corrente de saída são reduzidas para 47 kV e 200 mA, respectivamente. Observa-se que a tensão (linha azul) tem ondulações suaves, mas a corrente (linha vermelha) se afasta do formato de uma onda senoidal indicando aumento nos harmônicos.
Figura 37. Forma de onda saída baixa (∝=120º)
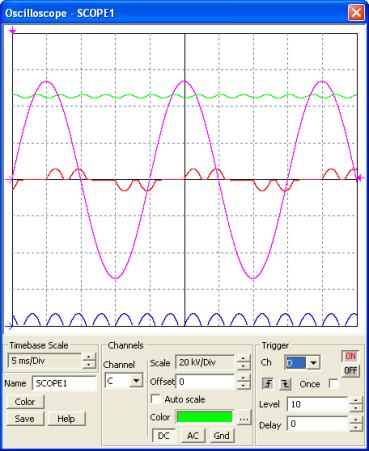
Fonte: (Extraído de REYES; POULSEN, 2013)
O T/R trifásico, por ser alimentado pela rede elétrica com mesma defasagem angular, ou seja, balanceado, tem menor taxa de distorção harmônica comparado ao T/R monofásico, conforme a tabela 3.
Tabela 3. Distorção harmônicas T/R 1ø x T/R 3ø
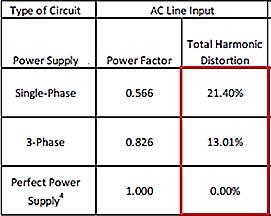
Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
Considerando o aspecto de aumento de eficiência de coleta de material particulado pelo precipitador, o T/R trifásico pode contribuir e superar com eficácia as deficiências do T/R monofásico, como por exemplo o baixo fator de potência e maior consumo de energia, mas no entanto, apresenta as mesmas desvantagens por utilizar o mesmo tipo de controle por tiristores, além de maior peso e volume.
2.1.5. Switch Mode Power Supply (SMPS)
O crescente desenvolvimento tecnológico possibilitou nas últimas décadas o surgimento de novas fontes de energia, as quais propiciaram aumento significativo no desempenho dos PEs. Estas novas tecnologias se deram a partir do desenvolvimento de semicondutores com alta capacidade de chaveamento em elevadas potências.
De acordo com Devine (2000), a fonte de alimentação baseada em tiristores (SCR) convencionais ainda amplamente utilizada nos PEs apresentaram várias limitações, e novos semicondutores de potência foram avaliados para determinar o mais adequado para uso no SMPS. O IGBT (Insulated Gate Bipolar Transistor) foi considerado altamente adequado às condições de operação necessárias.
Em comparação com fontes de alimentação convencionais de alta voltagem baseadas em retificador controlado por silício (SCR), os inversores IGBT oferecem um comportamento dinâmico muito maior. A tensão e a corrente podem ser controladas de forma mais rápida e precisa, e a eficiência do precipitador eletrostático pode ser significativamente aumentada (GRASS; ZINTL, 2009).
O SMPS (fonte de alimentação por chaveamento de alta frequência), é uma nova tendência de alimentação de alta tensão para precipitador eletrostático, os principais aspectos desta fonte são: peso leve, pequeno volume, estrutura compacta, simetria de alimentação trifásica e alto fator de potência. A figura 38 mostra o circuito básico deste equipamento.
Figura 38. Circuito básico do SMPS
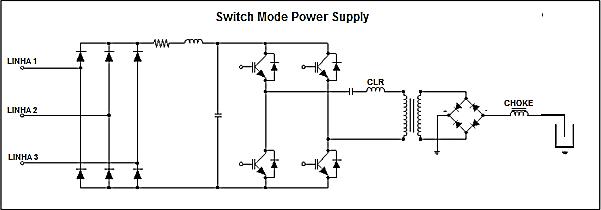
Fonte: (Adaptado de B&W, 2015)
Gatto e Ford (2013) afirmam que o desenvolvimento dos dispositivos SMPS teve início na década de 1990, e ganhou ampla aceitação na indústria de precipitação eletrostática.
Segundo Ranstad e Linner (2011), a confiabilidade do SMPS foi um problema durante o período de introdução da tecnologia, no entanto, um valor de MTBF (Mean Time Between Failures) medido de 17 anos foi apresentado a partir de uma frota de 820 unidades durante 3 meses de operação. Em 2008, a Alstom introduziu um novo design de unidade de alta tensão, até abril de 2011 haviam sido instaladas 368 unidades com tempo estimado de operação de 533 anos. Desta frota, o MTBF é maior que 200 anos.
Nos dias atuais, com o avanço da tecnologia em eletrônica de potência, o SMPS provou ser confiável, além de garantir um aumento significativo no desempenho dos PEs.
Atualmente, a fonte de energia no mercado usa frequências no precipitador variando entre 100Hz e 50kHz. Essas frequências geralmente resultam em ondulação menor, maior tensão média (kV) e maior corrente (mA) de campo no PE (SOSINSKI, 2016).
O SMPS, diferente dos demais equipamentos até agora abordados, consiste de uma unidade completamente integrada (controle e potência no mesmo invólucro). Os IGBTs são montados em um dissipador de calor refrigerado por ventilação forçada através de ventiladores, montados no mesmo painel junto ao tanque de óleo com o transformador de alta tensão. A figura 49 apresenta o modelo e diagrama de blocos esquemático do SMPS.
Figura 39. Modelo e diagrama de blocos esquemático do SMPS
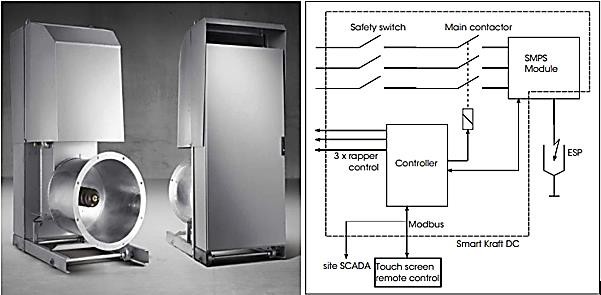
Fonte: (Adaptado de KRAFTPOWERCON, 2018)
O SMPS não possui gabinete com controlador externo, toda a interface de comunicação é feita diretamente com a central de operação. Assim como os demais, é instalado no teto do precipitador. A figura 40 mostra as configurações disponíveis para o SMPS Powerplus do fabricante NWL.
Figura 40. Interface de comunicação do SMPS modelo Powerplus
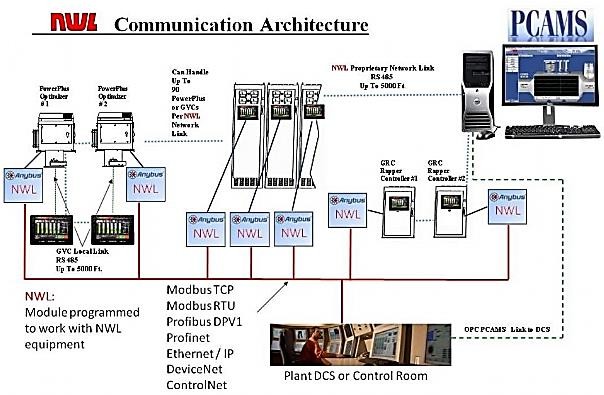
Fonte: (Adaptado de NWL, 2018).
Conforme Grieco et al. (2012), a fonte de alimentação de alta frequência é composta por quatro módulos, conforme mostra a figura 41. O primeiro módulo CA/CC que recebe a entrada trifásica, retifica e filtra para criar o barramento CC. O segundo módulo é um bloco CC/CA que consiste em converter o barramento CC em uma forma de onda CA de alta frequência. O terceiro módulo é o tanque ressonante, que tem o objetivo de controlar as perdas de comutação dos IGBTs por meio de comutação suave, combinado com o quarto e último módulo CA/CC, eleva a tensão de alta frequência CA, retifica e, portanto, entrega alta tensão CC para o PE.
Figura 41. Diagrama de blocos do SMPS
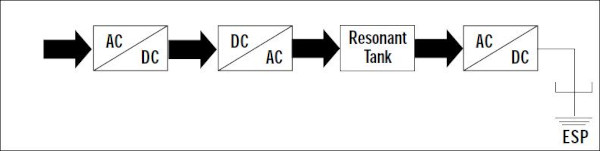
Fonte: (Extraído de SEITZ; HERDER, 2002)
Ainda segundo Grieco et al. (2012), a entrada trifásica resulta em um fator de potência muito maior, 0,94 contra 0,63 do T/R convencional e menor consumo de energia por quilowatt entregue ao PE. Em resumo, as principais vantagens no desempenho elétrico do chaveamento de alta frequência são:
-
Tensão e corrente de saída média mais alta;
-
Resposta de controle mais rápida;
-
Economia de energia;
-
Pequeno conjunto de controle e transformador integrado.
Considerando melhorias em um projeto existente, além dos fatores elétricos apontados anteriormente, outro ponto favorável é relacionado às características físicas do SMPS, a tecnologia empregada permite reduzir o tamanho físico da unidade, devido ao fato de que o transformador elevador opera em alta frequência.
O principal valor distintivo para os sistemas de alta frequência é a sua frequência de comutação no módulo IGBT. Esta frequência influencia principalmente o tamanho do transformador, quanto maior a frequência de comutação, menor o transformador pode ser, porque a indutância principal do transformador pode ficar menor em altas frequências (STACKELBERG, 2013).
A tabela 4 mostra as relações físicas entre os equipamentos, os quadros destacados em vermelho mostram a relação entre o SMPS e o T/R convencional (sigle phase), para a mesma potência (120kW) nas características de área (footprint) e peso (weight) respectivamente, nota-se que o SMPS representa menos de um terço (1/3) do peso do T/R convencional.
Tabela 4. Comparação de área e peso dos T/Rs

Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
Considerando um projeto novo, segundo Seitz e Herder (2002), a configuração física diferente de uma unidade SMPS afetará pelo menos três aspectos principais do projeto, construção e operação do precipitador.
-
Arranjo físico de telhados, casas de controle, dutos de alta tensão, etc.;
-
Instalação e manutenção;
-
Fornecimento da fonte de alimentação e outros componentes relacionados.
A alta frequência de chaveamento do SMPS apresenta uma desvantagem com relação às demais fontes de alimentação, está relacionada à distorção harmônica total (THD), devido à frequência da ordem de kHz nos IGBTs ocorre perturbações na rede de alimentação e pode comprometer o funcionamento de demais equipamentos.
Alguns dos problemas conhecidos com o THD alto são as falhas de equipamentos, aquecimento de condutores, interferência entre fontes de alimentação e interferência com outros equipamentos da planta. Na prática real, esses tipos de problemas são geralmente difíceis de identificar e resolver, além de serem frequentemente específicos para o local. Para prever a probabilidade de encontrar esses tipos de problemas, é útil medir a quantidade de distorção existente na forma de onda DC de saída (JOHNSTON; KNAPIK, 2015).
Segundo Johnston e Knapik (20015), para superar algumas dessas dificuldades ao aplicar projetos de alta frequência, os fabricantes fornecem especificações detalhadas de ligação e aterramento que devem ser seguidas meticulosamente. A tabela 5 mostra a elevação significativa do THD no SMPS.
Tabela 5. Comparativo de distorção harmônica (THD)
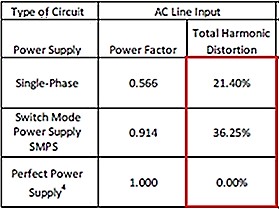
Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
Conforme simulações feitas por Popa, Popa e Titihazan (2004) no software PSCAD / EMTDC 3.0.8, usar fontes de alimentação de alta frequência para o PE, diminui o consumo específico de energia, e a eficiência do PE aumenta se ele usa os reguladores de tensão automatizados de alto desempenho.
Se uma fonte de alimentação convencional de 60 Hz com potência de 1000 mA for substituída por SMPS com saída de 1000 mA, então o SMPS fornecerá 11,8% de corona adicional ao ESP, enquanto utiliza 21,9% menos alimentação de energia (GRIECO, 2018).
Segundo Grass e Zintl (2009), comparado a um T/R convencional, a corrente média do PE com o SMPS aumentada significativamente devido às características estáveis da tensão e corrente, a potência elétrica aumenta em uma fator de 2 ou 3.
Conforme Grass, Hatmann e Klockner (2004), em investigação dos efeitos da implementação da fonte de alimentação de alta frequência, determinou-se que o efeito corona atual dobra em comparação com o obtido com unidades T/R convencional. Com o efeito corona mais intenso, maior o carregamento, a velocidade de migração da partícula e consequentemente um maior rendimento do PE.
Ainda segundo Grass, Hatmann e Klockner (2004), o aumento da velocidade da partícula de poeira para a placa de coleta contribui para que as camadas de pó coletados sejam mais compactas, isso facilita o processo de batimento e diminui a probabilidade de reentrada de partículas no fluxo de gás durante a batida.
A estabilidade da tensão CC para o campo eletrostático aumenta a potência de corona, dessa forma leva a uma redução significativa das emissões. A figura 42 representa o ganho em potência de corona e redução da emissão com a utilização do PIC410F (SMPS Siemens) sobre o transformador convencional.
Figura 42. Emissão x potência elétrica
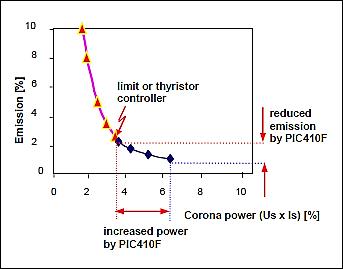
Fonte: (Extraído de GRASS; ZINTL, 2009)
O SMPS oferece menor ondulação (e, portanto, maior operação kVDC) em toda a faixa operacional do campo do PE, maior fator de potência (menos kVA exigido do usuário para operar), redução do arco no campo, energização intermitente mais rápida e precisa, recuperação mais rápida e precisa do arco, menos peso na parte superior do PE e um sistema integrado com fio que requer menos custo e tempo para instalar (GUENTHER, 2017).
O SMPS proporciona tensão de saída constante com ondulação mínima próxima à tensão de pico, o que significa que a fonte de alimentação é mantida mais próxima de uma corrente contínua de alta tensão (HVDC) que os conjuntos T-R convencionais.
Conforme Ranstad e Linner (2011), em operação contínua, no SMPS o ripple (ondulação) de tensão proveniente do componente de corrente de alta frequência foi estimado e considerado muito baixo, <0,2%.
Os valores médios de tensão e corrente de alimentação CC pura são superiores aos da fonte de energia convencional, o que é benéfico para melhorar a eficiência de coleta de poeira de média e baixa resistividade. Geralmente, pode fazer com que a emissão de poeira diminua em 30% (ZHOU; TANG; DU, 2008).
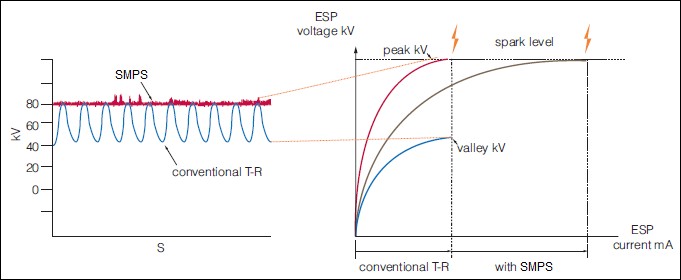
O gráfico à esquerda da Figura 43 mostra a diferença de tensão de ondulação, onde o SMPS mantém a tensão mais alta em comparação com o T/R convencional.
O gráfico à direita da Figura 43 mostra que o SMPS, comparado ao T/R convencional pode fornecer correntes mais altas antes da ocorrência de centelhamento.
Figura 43. Ondulação de tensão do T/R convencional x SMPS
Fonte: (Adaptado de NICOL,2013).
O curto tempo de comutação dos semicondutores de potência (IGBTs) de cerca de 200 ns, em contraste com os 10 ms de equipamentos convencionais, impede o precipitador de alta ionização local em caso de arco elétrico. Portanto, a tensão média do campo aumenta graças aos tempos de ionização curtos e recuperação rápida dos níveis de voltagem desejados (GRASS, 2006).
Durante a operação, o limite de arco elétrico pode variar muito e as descargas elétricas não podem ser evitadas, nestas ocorrências o IGBT é muito mais rápida em comparação ao tiristor, reduzindo a duração do arco e consequentemente menor tempo para extinção da carga gerada pelo arco elétrico, de igual forma a corrente é reestabelecida muito mais rápida que em uma fonte de alimentação com tiristor.
Segundo Grass (2006) o processamento de um arco elétrico precisa de uma interrupção da fonte de alimentação de cerca de 2 ms ... 10 ms no SMPS, comparando com 20 ms a 100 ms em uma fonte de alimentação com tiristor, portanto, uma taxa de repetição de descarga mais alta pode ser permitida com o IGBT, resultando em maior potência elétrica média.
As figuras 44 a) e b) mostram as tensões e correntes com tiristor (convencional) e IGBT (SMPS) respectivamente em condição de geração de arco elétrico.
Figura 44. Curva de tensão e corrente no PE: a) T/R Convencional e b) SMPS
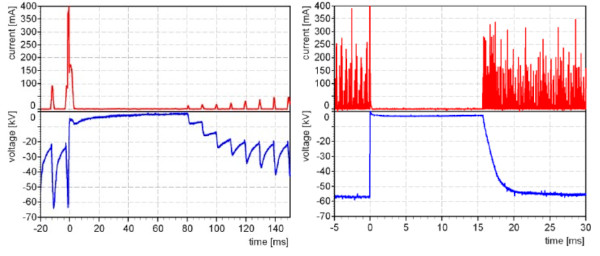
Fonte: (Extraído de STEINER; HÖFLINGER; LISBERGER, 2011).
A figura 44 a) apresenta uma resposta típica do conjunto T/R na ocorrência de centelha, em que o desligamento da tensão só pode ser feito quando ocorre um cruzamento da corrente primária pelo eixo zero (controle dos tiristores da tensão primária), portanto, há um atraso no desligamento com altos picos de corrente. O tempo total de resposta à centelha até a voltagem estar novamente em torno de 75% do valor antes do evento de faísca, foi de mais ou menos 160 ms.
A figura 44 b) apresenta a resposta do SMPS na ocorrência de centelha, a fonte de alimentação de alta frequência não depende da frequência da rede de energia e pode ser desligada imediatamente em caso de centelha, o desligamento após detecção do arco foi feito em cerca de 15 µs, e o tempo total de resposta à centelha, incluindo o tempo de extinção de 15 ms, foi de aproximadamente 18 ms.
Esse tempo de resposta mais rápido permite que o controle reduza a corrente de energização de curto-circuito criada pelo arco no precipitador. Os curtos- circuitos criados pelos arcos simplesmente enviam corrente para a terra e desperdiçam energia. Ao reduzir esses arcos, a energia é conservada (GATTO; FORD, 2013).
É possível notar que o uso de chaveamento em alta frequência melhora significativamente no que diz respeito ao controle de tensão, proporciona um tempo de reação mais rápido comparado à unidade típica T/R.
Outra característica importante para utilização de equipamentos com baixa ondulação de tensão (SMPS) está relacionada à resistividade do material particulado, ou seja, tem boa eficiência quando aplicado em processos com resíduos de baixa resistividade.
A figura 45 mostra a relação entre a resistividade e a velocidade de migração do material, que é proporcional à absorção do campo elétrico, neste caso, menor resistividade e menor ondulação da tensão contribui para maior velocidade de migração das partículas, consequentemente aumento da eficiência de coleta.
Figura 45. Eficiência do SMPS em materiais de baixa resistividade
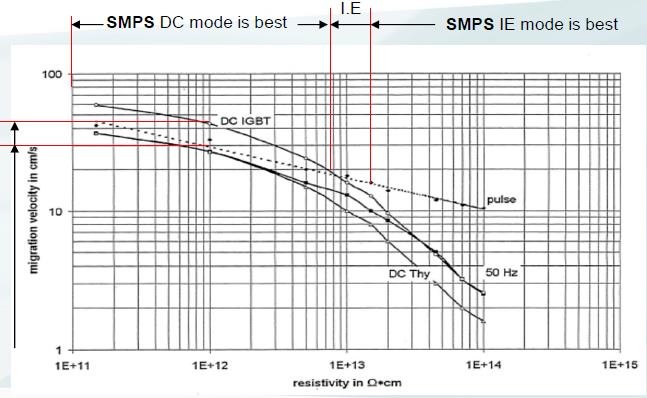
Fonte: (Extraído de WARNICK, 2007).
Na redução de partículas de baixa resistividade é bem conhecido que o uso de uma forma de onda de tensão com baixa ondulação é vantajoso, uma vez que proporciona uma maior potência de corona e, portanto, uma menor emissão de poeira (REYES; POULSEN, 2013).
Em aplicações com material particulado de alta resistividade, segundo Grass e Zintl (2008), a energização por pulso é a maneira mais eficaz de operar o SMPS.
A energização intermitente (IE) é um sistema introduzido com o duplo propósito de economizar energia e melhorar a eficiência de coleta de precipitadores ao manusear pós de alta resistividade. Esta forma de energização também é conhecida sob outros nomes comerciais como controle de energia, semipulso, Variopuls, etc. (PARKER, 2003, p. 152).
Nessa característica de material particulado (alta resistividade), o T/R convencional (60Hz), devido à alta ondulação da tensão de saída para o campo eletrostático, apresenta melhor eficiência.
Conforme Zhou, Tang e Du (2008), assim como no T/R convencional, a “carga intermitente” (estilo de pulso semelhante) está disponível no SMPS para material de alta resistividade, com a vantagem de não ser restringido pela largura de meia onda da fonte de alimentação convencional (10 ms). Sua melhor largura e amplitude de onda de energia ideal, e período ideal (taxa de carga) são opcionais. Com a mesma potência de entrada dos PEs, a fonte de alimentação do SMPS pode fornecer corrente mais alta, largura de pulso mais estreita que a fonte de energia convencional e é mais benéfica para a coleta de material de alta resistividade.
2.1.6. Comparação entre SMPS e T/R trifásico
Neste tópico foram apresentadas características comparativas, vantagens e desvantagens entre as fontes SMPS e T/R trifásico.
Conforme Guenther (2017), as fontes de alimentação de modo de comutação de alta frequência (SMPS) tornaram-se o equipamento de energização preferencial para precipitador eletrostático (PE) em todo o mundo. No entanto, vários fornecedores que não possuem soluções de fornecimento de energia SMPS estão propondo uma fonte de alimentação com transformador retificador trifásico.
Considerando as características físicas dos equipamentos, o SMPS oferece grande vantagem sobre o T/R trifásico quando na concepção de novo projeto, fator de grande relevância quando na realização do cálculo estrutural, visto que os transformadores são alocados no teto do PE, com menor peso, menos material será empregado em suportação e recursos de movimentação na hora da manutenção (substituição do transformador).
Outra condição de grande relevância é a reengenharia de projeto existente, principalmente em casos de substituição do modelo monofásico convencional, visto que o T/R trifásico tem maiores dimensões e peso, e neste caso pode ser necessário reestruturar a base de suportação para o T/R e ainda prever recursos (monovias e talhas) de maior capacidade de carga.
As reduções de tamanho e peso com o uso de unidades SMPS oferecem novas abordagens para o projeto de ESP. Não há mais a necessidade de um grande espaço com temperatura controlada para os gabinetes de controle, e a fiação de energia e controle para as unidades serão mais simples e fácil de instalar do que com fontes de alimentação convencionais, resultando em antecipadas e significativas economias de custo para construção de novos PEs (SEITZ; HERDER, 2002).
A tabela 6 ilustra os aspectos físicos das fontes, os quadros destacados em vermelho mostram a relação entre o SMPS e o T/R trifásico (3 phase), para a mesma potência (120 kW) nas características de área (footprint) e peso (weight) respectivamente, tendo como parâmetro unitário o T/R convencional.
Tabela 6. Comparação de área e peso dos T/Rs

Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
No aspecto de rendimento, comparado ao modelo monofásico convencional, tanto o SMPS quanto o T/R trifásico apresentam resultados satisfatórios, pois ambos tem alto fator de potência.
Conforme Stackelberg (2013), uma comparação realista não deve ser desconsiderada para discutir a diferença no fator de potência entre o SMPS e o T/R trifásico, no SMPS o fator de potência permanece constante bem acima de 0,92, pois entre as partes indutivas do sistema e a entrada de potência há um retificador e capacitor intermediário. No T/R trifásico, o fator de potência pode descer abaixo de 0,8, pois depende principalmente da carga, como atrás do bloco de tiristores há o limitador de corrente, para situações de carga máxima, o fator de potência é de cerca de 0,86… 0,9 (depende dos parâmetros do sistema), quanto menor a situação de carga, menor será o fator de potência.
A figura 46 apresenta os valores comparativos das eficiências, nota-se a discrepância do ripple (ondulação de tensão) de ambas as fontes (SMPS e trifásico) em relação ao T/R monofásico, esta baixa ondulação contribui para a elevação da corrente entre 35 a 45% no campo do PE.
Figura 46. Comparação de área e peso dos T/Rs
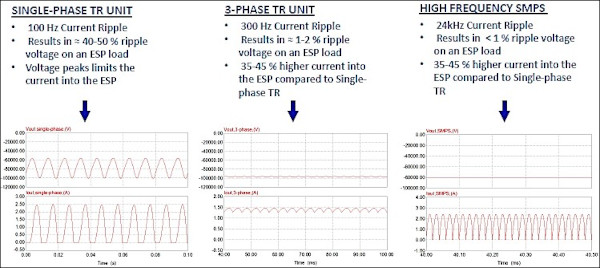
Fonte: (Adaptado de KRAFTPOWERCON, 2018)
Devido a estas características de baixa ondulação, tanto o SMPS quanto o T/R trifásico apresentam boa eficiência em coleta de materiais particulados de baixa resistividade.
Em se tratando de materiais de alta resistividade, a alta ondulação do T/R convencional se torna mais eficiente, nestas aplicações quando se utiliza o SMPS ou T/R trifásico é necessário uma configuração de energização intermitente, do contrário contribuirá para uma ionização reversa e consequentemente afetará a eficiência de coleta.
De acordo com Guenther (2017), a capacidade do SMPS em atingir altos níveis de pico de kV por curtos períodos de tempo (tipicamente 1,5 a 4 ms), torna menos provável o desenvolvimento de corona reversa e mais provável que o produto de kVDC e kVpeak possa ser aumentado, este produto (kVpeak * kVDC) aumenta a quantidade de partículas coletadas. Como ele opera em alta frequência, os tempos ON e OFF do SMPS podem ser controlados com precisão e com resolução de até 0,1 ms. Uma vantagem deste rápido e preciso controle do IE (energização intermitente) é reduzir a energia consumida pela operação do PE.
Ainda segundo Guenther (2017), o T/R trifásico é apenas uma pequena melhoria em relação ao T/R monofásico convencional. Na verdade, o uso de três fases pode impor restrições. O resultado é que a temporização do IE é limitada a uma resolução de ½ ciclo de tempo ON e uma resolução de ciclo total de tempo OFF.
Guenther (2017) também afirma que a fonte de alimentação T/R trifásica fornece melhoria na coleta do material particulado em comparação com o sistema T/R monofásico convencional, mas ainda não atinge os níveis de desempenho e flexibilidade de controle do SMPS.
Como os IGBTs podem ser rapidamente desligados com comando e não esperam que a corrente da linha decaia para zero, o circuito pode ligar e desligar 250 vezes mais rápido que uma fonte de alimentação linear. Isso permitirá novos algoritmos de controle com benefícios específicos para energização (SEITZ; HERDER, 2002).
Devido às características de alta velocidade de chaveamento do IGBT e curto tempo de resposta ao comando de liga / desliga, o SMPS tem outra vantagem sobre o T/R trifásico quando o campo elétrico do PE está operando com muita ocorrência de centelhas e arco elétrico.
Conforme Zhou, Tang e Du (2008), quando uma descarga de centelha (arco elétrico) ocorre, a fonte de energia com tiristor (T/R trifásico) precisa desligar um semiciclo da senoide para extinção da energia dissipada, ou seja, pode levar até 10 ms, e a fonte de energia de alta frequência pode extinguir a centelha dentro de 2 a 5 ms, recuperar a potência total dentro de 5 a 15 ms. A figura 47 mostra o comportamento das fontes no aspecto de tempo de desligamento e recuperação da alta tensão.
Figura 47. Comportamento das fontes em ocorrência de centelha
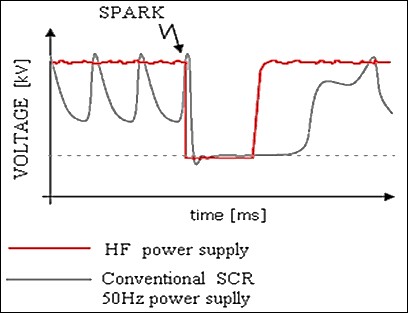
Fonte: (Extraído de VUKOSAVIC; DESPOTOVIC; TERZIC, 2013)
No T/R trifásico, por utilizar tiristores, ocorre este retardo no tempo de desligamento da alta tensão quando na ocorrência de arco elétrico, o que pode causar erosão elétrica nos eletrodos e placas devido à alta energia dissipada, outro fator é o tempo necessário para extinção desta energia antes de religar a alta tensão, o que resulta em redução da eficiência de coleta do PE.
Segundo Guenther (2017), o SMPS lança pequenas quantidades de energia muito rapidamente (aproximadamente 140 vezes mais rápido do que um T/R trifásico) e pode aproximar-se rápida e precisamente da linha de tensão (kV) no qual o PE gera arcos. Reduzindo lentamente a taxa de arremesso à medida que o nível se aproxima da linha, ele continuará a lançar pequenas quantidades de energia enquanto permanece perto do nível da geração de arco. Este método permite um controle rápido e preciso do nível de kVDC. O resultado final é o controle de centelha por minuto que opera próximo ao kVDC mais alto que o PE pode tolerar com quantidades mínimas de centelhas e arcos.
Uma das desvantagens do SMPS comparado ao T/R trifásico é relacionado ao THD, o qual em função da alta frequência de chaveamento causa perturbações na rede de alimentação, além de comprometer o funcionamento de outros equipamentos ligados ao mesmo sistema. Para esta aplicação, cuidados e critérios de instalação devem ser observados. A tabela 7 mostra a comparação do nível de THD no T/R trifásico e SMPS.
Tabela 7. Comparativo de distorção harmônica (THD)
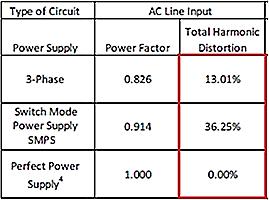
Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
A tabela 8 mostra os valores normatizados conforme a classe de tensão, observa-se que ambos os equipamentos não atendem ao requisito mínimo, contudo o T/R trifásico apresenta menor desvio.
Tabela 8. Limite de distorção harmônica (THD) – IEEE STD 519-2014
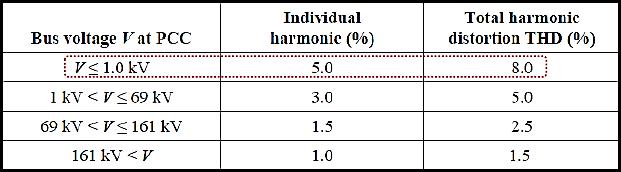
Fonte: (Extraído de SCHNEIDER ELECTRIC, 2014)
Mais um ponto que deve ser levado em consideração é o custo dos equipamentos e de instalação. A figura 48 mostra a relação custo x desempenho.
Figura 48. Gráfico custo x desempenho dos transformadores
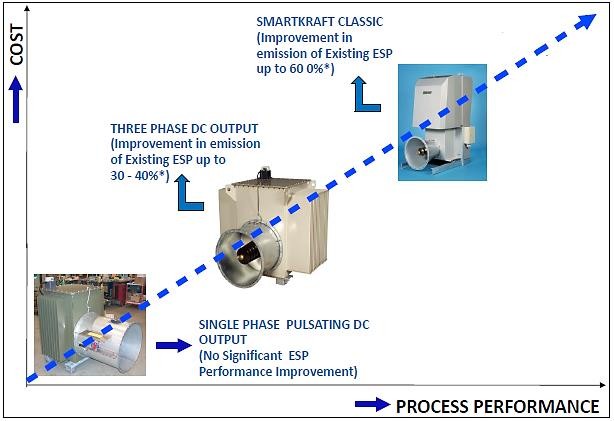
Fonte: (Adaptado de KRAFTPOWERCON, 2018)
O gráfico representado pela figura 48 relaciona apenas o custo dos transformadores, ou seja, as unidades monofásica e trifásica quando somadas aos seus respectivos painéis com tiristores, contatores, disjuntores, controladores, instrumentos de medição e IHM estarão compatíveis em valores (custo) com a unidade SMPS que possui todos os itens incorporados. As tabelas 9 a) e b) mostram uma estimativa de valores dos principais itens necessários à instalação do T/R trifásico e SMPS respectivamente.
Tabela 9. Custo de materiais: a) T/R trifásico e b) SMPS
|
Qdade |
Descrição |
Valor |
|
1 |
T/R trifásico 190kVA 100kVm, 1800mA medios |
R$ 188.048,77 |
|
1 |
Conjunto ponte tiristores (06) 190kVA, 100kV, 1800mA |
R$ 15.117,05 |
|
1 |
Controlador SQ300i hibrido monofásico |
R$ 21.607,14 |
|
1 |
Interface operação com fonte de energia |
R$ 13.799,45 |
|
1 |
Módulo entradas 06 digitais, 04 saídas analógicas e 04 saídas digitais |
R$ 4.614,28 |
|
Valor Toral |
R$ 243.186,69 |
|
a)
|
Qdade |
Descrição |
Valor |
|
1 |
(*) SMPS NWL 70 kv/1500 mA – 105 KW c/ placa controle batimentos e módulo Profibus |
R$ 295.260,00 |
|
1 |
Auto transformador trifásico 690/480 V - 150kVA |
R$ 8.080,00 |
|
1 |
IHM - Interface de comunicação NWL G20855-HH |
R$ 10.835,00 |
|
1 |
(*) Alimentação remota para módulo display |
R$ 4.795,00 |
|
Valor Toral |
R$ 318.970,00 |
|
|
(*) Material 100% importado valor 1 USD = R$ 3,71 database 18/05/2018. |
||
b)
Fonte: (Elaborado pelos próprios autores, 2018)
Nas tabelas abaixo são apresentados diferentes aspectos de comparação entre as fontes. A tabela 10 apresenta dados de simulação referente aos conteúdos harmônicos das fontes de alimentação trifásica e SMPS por ordem e amplitude.
Tabela 10. Harmônicos
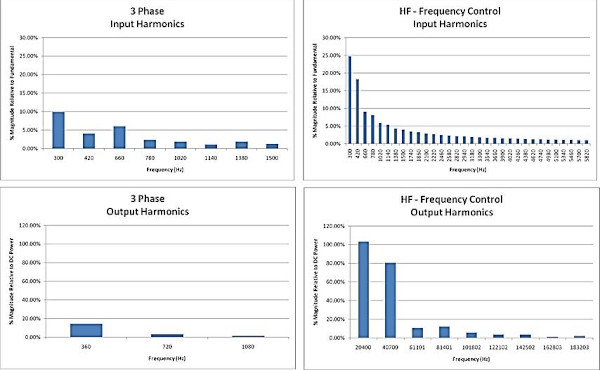
Fonte: (Adaptado de B&W, 2015)
A tabela 11 apresenta as relações de custo, tamanho e peso das fontes de alimentação por potência (kW) abordados anteriormente nas tabelas 2, 4 e 6.
Tabela 11. Custo, tamanho e peso
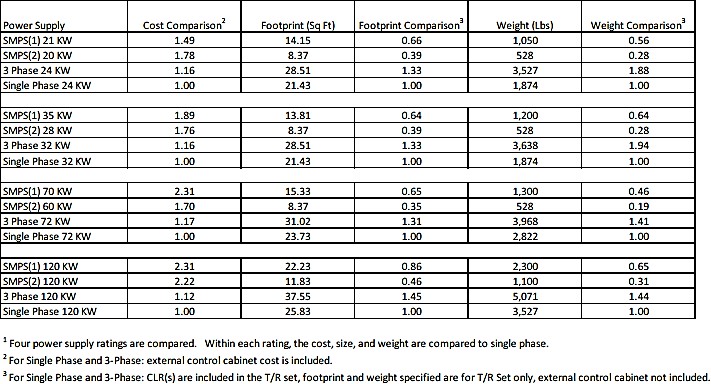
Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
A tabela 12 apresenta os parâmetros elétricos das fontes de alimentação monofásica, trifásica e SMPS, da qual foi extraída os conteúdos harmônicos apresentados nas tabelas 3, 5 e 7.
Tabela 12. Características elétricas
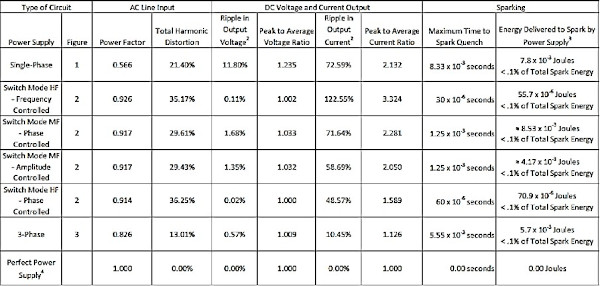
Fonte: (Adaptado de JOHNSTON; KNAPIK, 2015)
A tabela 13 compara a fonte de alimentação trifásica e SMPS para a mesma capacidade de corrente (1000 mA).
Tabela 13. Comparação entre SMPS e T/R convencional (60HZ)
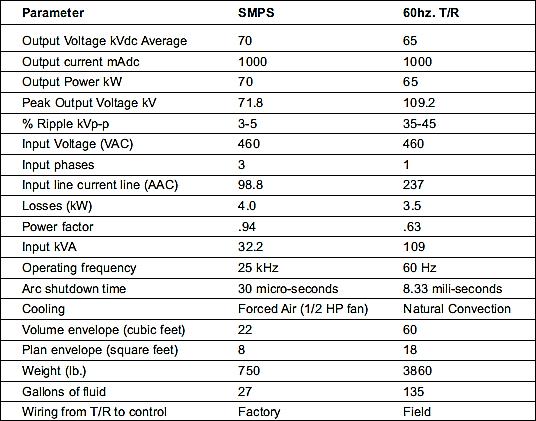
Fonte: (Extraído de SEITZ; HERDER, 2002).
2.1.7. Metodologias de Análise
Este tópico aborda as ferramentas de análise necessárias à tomada de decisão com embasamento nas pesquisas realizadas, as ferramentas escolhidas foram a Matriz Ponderada e o Método AHP.
2.1.8. Matriz Ponderada
A Matriz Ponderada é uma ferramenta de tomada de decisão que pode ser desenvolvida utilizando colunas, linhas e fórmulas de uma planilha de software Excel, e que possibilita através de diferentes critérios de avaliação, tomar decisão entre várias alternativas. A partir de uma avaliação de pontos fortes e fracos das variáveis manipuladas na matriz, é possível visualizar o resultado numérico que irá pontuar a alternativa de maior relevância.
Conforme Nascimento, Nogueira e Junior (2017), a aplicação do método Matriz Ponderada possibilita aferir os resultados através de um método simples e sistemático, que auxilia na avaliação de diversas alternativas apresentadas em um processo decisório.
A distribuição dos pesos na matriz levou-se em consideração a classificação dos critérios relacionados na tabela 14.
Tabela 14. Avaliação dos Pesos
|
Escala Numérica |
Grau de Desempenho |
|
1 |
Ruim |
|
2 |
Regular |
|
3 |
Bom |
|
4 |
Muito Bom |
|
5 |
Ótimo |
Fonte: (Elaborado pelos próprios autores, 2018)
2.1.9. Método AHP
Segundo Ribeiro e Alves (2016), o método AHP foi desenvolvido por Thomas Saaty na década de 70 nos EUA, esse método consiste na elaboração de um modelo que reflete o funcionamento da mente humana na avaliação das alternativas diante de um problema de decisão complexo. Além disso, o método permite lidar com problemas que envolvem tanto os valores tangíveis como os intangíveis, graça a sua capacidade de criar medidas para as variáveis qualitativas com base em julgamentos subjetivos emitidos pelos decisores.
A aplicação do AHP contempla as seguintes fases: estruturação dos critérios e alternativas; coleta de julgamentos; cálculo de prioridades; verificação da consistência do julgamento; e, por último, o cálculo das prioridades globais das alternativas. A estruturação dos critérios consiste em modelar o problema de decisão numa estrutura hierárquica, a qual, partindo do objetivo principal, decompõe-se em vários critérios necessários ao alcance do objetivo, formando uma camada de critérios. Cada elemento desta camada, por sua vez, pode ser decomposto em dois ou mais critérios, e assim sucessivamente, tornando mais fáceis o tratamento e a compreensão do problema (RIBEIRO; ALVES, 2016, p.271).
Alves e Alves (2012), concluíram que um número elevado de comparações pode gerar riscos de inconsistências nos julgamentos. Portanto, buscou-se trabalhar com dois métodos para padronizar as pesquisas e diminuir os riscos.
A utilização do AHP começa pela decomposição do problema em uma hierarquia de critérios definidos e que tenham relevância à meta. A partir do momento em que essa hierarquia lógica está construída, os tomadores de decisão avaliam as alternativas por meio da comparação, de duas a duas, dentro de cada um dos critérios. Essa comparação pode utilizar dados concretos das alternativas ou julgamentos humanos como forma de informação subjacente (SAATY, 2008).
A figura 49 demostra de forma prática as comparações de par em par cruzando todas as possibilidades.
Figura 49. Processo decisório hierárquico
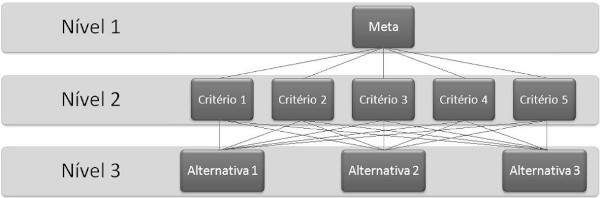
Fonte: (Extraído de GOMEDE; BARROS, 2012)
O número de julgamentos necessário à comparação de n critérios, é dado pela seguinte equação.
![]()
Sendo:
n - número de critérios.
Na tabela 15 demostra a escala relativa criada por Saaty, atribuindo valores que variam entre 1 a 9, determinando a importância relativa de uma alternativa com relação a outra e explica o conceito dos pesos utilizados.
Tabela 15. Escala de julgamento Saaty
|
Intensidade de Importância |
Definição |
Explicação |
|
1 |
Mesma Importância |
As duas atividades contribuem igualmente para o objetivo. |
|
3 |
Importância pequena de uma sobre a outra |
A experiência e o julgamento favorecem levemente uma atividade em relação a outra. |
|
5 |
Importância grande ou essencial |
A experiência e o julgamento favorecem fortemente uma atividade em relação a outra. |
|
7 |
Importância muito grande ou demostrada |
Uma atividade é muito fortemente favorecida em relação a outra; sua denominação de importância é demostrada na prática. |
|
9 |
Importância absoluta |
A evidência favorece uma atividade em relação a outra com o mais alto grau de certeza. |
|
2, 4, 6, 8 |
Valores intermediários entre valores adjacentes |
Quando se procura uma condição de compromisso entre duas definições. |
Fonte: (Extraído de PACHECO; GOLDMAN, 2016)
Podemos observar na tabela 15 que usualmente procura-se utilizar os números ímpares para assegurar razoável distinção entre os pontos da medição.
Segundo Vargas (2010), o uso dos números pares só deve ser adotado quando existir a necessidade de negociação entre os avaliadores e quando o consenso natural não for obtido, gerando a necessidade de determinação de um ponto médio como solução negociada.
De acordo com Ribeiro e Alves (2016), O julgamento é realizado por meio da comparação pareada entre dois elementos de um mesmo nível à luz do elemento foco imediatamente superior. Os elementos são comparados a partir de uma matriz quadrada, cuja ordem é igual ao número de elementos subordinados ao nó imediatamente superior. Os elementos subordinados são dispostos na mesma ordem, formando as linhas e as colunas da matriz.
Ribeiro e Alves (2016), afirmam ainda que a matriz de comparação elaborada por Saaty, gera relações recíprocas conforme representado na Tabela 16. Assim, para cada julgamento registrado na posição de linha i e coluna j, representado por xij, há um valor igual a 1/xij na posição recíproca, isto é, na posição de linha j e coluna i.
Tabela 16. Matriz de julgamento
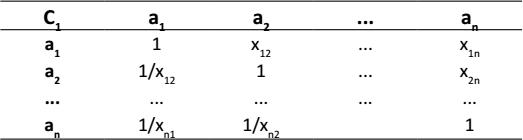
Fonte: (Extraído de RIBEIRO; ALVES, 2016)
Na avaliação dos critérios prevalece a análise priorizando a linha em relação a coluna, cujo os elementos da diagonal deve ser um (1).
Segundo Vargas (2010), na etapa seguinte podemos calcular as prioridades locais e globais. Trata-se de calcular a contribuição relativa de cada elemento da estrutura hierárquica em relação ao objetivo imediato e em relação ao objetivo principal. Primeiramente, é feito o cálculo das prioridades de cada elemento em relação ao seu elemento imediatamente superior, encontrando-se a prioridade média local. Posteriormente, calcula-se a prioridade global (em relação ao objetivo principal) do respectivo elemento, multiplicando sua prioridade média local, pela sua respectiva média hierarquicamente superior.
Ribeiro e Alves (2016), demostram que as prioridades médias locais dos elementos comparados na matriz de julgamento podem ser obtidas por meio de operações matriciais, calculando-se o principal auto vetor da matriz e normalizando-o em seguida.
De acordo com Vargas (2010), calcula-se o maior auto vetor da matriz de julgamento (λ máx.) por meio do somatório do produto de cada total da coluna j da matriz original de julgamentos por cada elemento na posição j do vetor de prioridade, considerando j a coluna da matriz de julgamento variando de 1 a n.
Em seguinte é calculado os índices de consistência (IC) e randômico (IR) e a taxa de consistência (TC).
Para calcular o autovalor da matriz é utilizada a equação abaixo:

Sendo:
? max - maior auto vetor da matriz de julgamento;
n - número de critérios;
j - coluna da matriz;
Tj - somatório da coluna j;
Pj - prioridade calculada para o critério localizado na linha j.
O cálculo do índice de consistência IC é dado pela seguinte equação:

Sendo:
IC - índice de consistência;
? max - maior auto vetor da matriz de julgamento;
n - número de critérios.
Antes de calcular a TC (taxa de consistência) é necessário estimar o IR (índice randômico) que é obtido a partir da matriz recíproca usando a escala fundamental de Saaty, estes valores estão disponíveis na tabela 17.
Tabela 17. Valores de IR para matrizes de diferentes tamanhos
![]()
Fonte: (Extraído de RIBEIRO; ALVES, 2016)
Em seguida é calculado a TC (taxa de consistência), o resultado desta equação indica se os avaliadores estão consistentes nas distribuições dos pesos.
![]()
Sendo:
TC - taxa de consistência; IC - índice de consistência; IR - índice randômico.
A taxa de consistência é exemplificado por Vargas (2010), se os tomadores de decisão afirmarem que critérios estratégicos são mais importantes do que critérios financeiros e que critérios financeiros são mais importantes do que compromisso das partes interessadas, seria uma inconsistência na tomada de decisão se eles afirmassem que o compromisso das partes interessadas é mais importante do que os critérios estratégicos (se A > B e B > C seria inconsistente afirmar que A < C).
Segundo Vargas (2010), estudos publicados nos EUA e Rússia demostram que a taxa de consistência aceitável deve ser inferior a 10%.
Por fim é montada a matriz de decisão final utilizando o auto vetor com os valores normatizados realizando a multiplicação pela soma dos produtos.
Portanto, com as ferramentas citadas acima pode-se definir com segurança a melhor alternativa de fonte de alimentação para o precipitador eletrostático, evidenciando os ganhos a se obter com o implemento dessa melhoria.
3. OBJETIVOS
3.1. Objetivo Geral
Este projeto propõe analisar alternativas de fontes de energia disponíveis no mercado para melhor desempenho do precipitador eletrostático, visando a menor emissão de material particulado para a atmosfera.
3.2. Objetivo Específico
Com o objetivo de apresentar embasamento técnico para definir a melhor aplicação da fonte de energia sob o aspecto de eficiência e custo benefício, o estudo se divide em capítulos.
No capítulo 1 são abordados os itens: legislação (emissões atmosféricas), histórico, conceito, estrutura, princípio de funcionamento, diferentes alternativas de fonte de energia para o precipitador eletrostático e metodologias para comparação das fontes e tomada de decisão.
No capítulo 3 são definidos os critérios e metodologias de análise utilizados para comparação das fontes de energia, sob o aspecto de melhoria na performance e custo versus benefício da implementação.
No capítulo 4 são implementadas as metodologias de análise com dados extraídos das pesquisas e contribuições de fornecedores das tecnologias abordadas neste estudo.
O capítulo 5 conclui os resultados alcançados de forma geral, apresentando as limitações, soluções encontradas durante o desenvolvimento deste trabalho e escopo de estudos futuros.
4. MATERIAL E MÉTODOS
4.1. Introdução
Este trabalho teve como objeto de estudo os quatro (04) precipitadores eletrostáticos do tipo seco do fabricante Alstom, instalados em 2011 na caldeira de recuperação química (CRQ) da Eldorado Brasil Celulose S/A. O PE é composto por 4 câmaras em paralelo com 4 campos em série, possuindo uma área de recolha de 52200 m2. O espaçamento do duto é de 300 mm. O PE filtra os gases provenientes da caldeira de recuperação com fluxo de 369,3 Nm3/s. A temperatura do gás proveniente da CRQ é de 185 °C e a emissão de poeira com gases secos a 8% de O2 é de 21,2 g/Nm³.
Os campos elétricos são alimentados por transformadores retificadores monofásicos (60Hz) controlados por tiristores. Os 16 transformadores utilizados nestes PEs são do fabricante ADELCO, de potência 176,44 kVA, tensão de alimentação 660V, tensão secundária 100kV e corrente secundária 1800mA. O transformador com carga de óleo mineral tem peso aproximado de 2.700 kg.
Devido à baixa eficiência destes transformadores em detrimento de novas tecnologias disponíveis, este trabalho teve como objetivo prover discussões relacionadas às considerações técnicas e comerciais no que tange a melhoria em fonte de energia para campos elétricos de PEs. Com foco nas questões críticas como por exemplo, vantagens de desempenho, facilidade de instalação, custo e confiabilidade, estes parâmetros devem ser criteriosamente avaliados quando no processo de seleção de fonte de energia para novas construções e ainda mais na substituição e atualização de projetos existentes.
Os critérios de definição da melhor fonte de energia, visando melhoria na eficiência de coleta de material particulado proveniente da caldeira de recuperação química, foi estruturado neste estudo através de pesquisas, estudos de casos pertinentes, simulações de fornecedores e metodologia de decisão.
A utilização de precipitadores eletrostáticos é abrangente em vários segmentos, portanto, as abordagens deste estudo podem ser de igual forma direcionadas.
4.2. Ferramentas de análise
Através da ferramenta Microsoft Office Excel versão 2013, foi aplicado o método de decisão através da Matriz Ponderada, ferramenta de apoio a decisão que permite uma análise considerando todos os aspectos relevantes a um julgamento. Por se tratar de uma ferramenta simples e com certo índice de subjetividade não pode ser tomada como absoluta verdade, portanto, foi utilizado o método AHP (Analytic Hierarchy Process) em consonância com a Matriz Ponderada, de forma a garantir uma análise mais detalhada e consistente para a tomada de decisão.
Para embasamento desta pesquisa, foram analisados diversos estudos pertinentes à proposta de melhoria do equipamento sob o aspecto de fonte de energia para o campo elétrico do precipitador eletrostático, as pesquisas abrangeram desde conceitos teóricos até evidências de ganhos práticos alcançados em experimentações realizadas por fabricantes e industrias de vários segmentos.
Com base em todos os dados absorvidos das pesquisas, buscou-se aplicar a metodologias de decisão para definição da melhor fonte de energia a ser utilizada no precipitador eletrostático, levando em consideração os aspectos de desempenho, instalação, custo e simulação.
4.2.1. Etapa 1 – Desempenho
Na primeira etapa aplicou-se a Matriz Ponderada para avaliação do desempenho da melhor fonte de energia a partir de dados de rendimentos elétricos, ou seja, desde a potência efetivamente disponível para o campo elétrico do PE até os requisitos mínimos de manutenção e confiabilidade do equipamento. Os critérios de avaliação nesta etapa foram:
-
Eficiência do Transformador Retificador;
Através de estudos das fontes de alimentação (conceitos teóricos e práticos), avaliou-se as formas de ondas de tensão e corrente resultante dos respectivos meios de chaveamento utilizados nas fontes, evidenciou-se as características de vantagens e desvantagens.
-
Taxa de distorção harmônica;
Este critério teve como parâmetro as literaturas voltadas para estudos de casos e experimentações de laboratório realizadas por fornecedores de equipamentos.
-
Consumo de energia;
Este critério teve como parâmetro as literaturas voltadas para estudos de casos e experimentações de laboratório realizadas por fornecedores de equipamentos.
-
Confiabilidade.
Para avaliação deste critério, foi utilizado como parâmetro a abrangência das fontes em estudo no mercado de precipitadores eletrostáticos.
-
Eficiência do PE.
Através de estudos das fontes de alimentação (conceitos teóricos e práticos) e aplicação sob diferentes aspectos operacionais, avaliou-se as formas de ondas de tensão e corrente resultante das respectivas fontes quando instaladas no PE, evidenciou-se as características de vantagens e desvantagens.
4.2.2. Etapa 2 - Instalação
Na segunda etapa aplicou-se a Matriz Ponderada para avaliação da concepção física das fontes de energia e do PE, bem como critérios necessários para substituição do item. Nesta avalição foram considerados também os impactos com interrupção do processo produtivo para implementação da melhoria e a possibilidade de reversão do processo em caso de baixa aceitação. Os critérios de avaliação nesta etapa foram:
-
Volume e peso das fontes x suportação;
Foram relacionados os dados dimensionais e peso dos transformadores propostos como fonte de alimentação e avaliado a estrutura do PE para suportação destas fontes, considerando implantação do equipamento de maior dimensão e peso.
-
Adaptações mecânicas;
Foram avaliadas todas as alterações necessárias à implementação dos novos transformadores, bem como espaço e recursos de substituição dos mesmos em manutenções.
-
Adaptações elétricas;
Foram avaliadas todas as alterações necessárias à implementação dos novos modelos de fonte, bem como espaço, adequações de painéis e cabos elétricos.
-
Intercambialidade entre fontes;
Neste aspecto foi avaliado a facilidade de instalação do novo painel e transformador, tendo como ponto principal a possibilidade de retorno do equipamento anterior em caso de baixa aceitação do novo equipamento.
-
Tempo de instalação;
Analisou-se o tempo de remoção do T/R atual, caso necessário e a complexidade de instalação exigida pelo modelo proposto.
4.2.3. Etapa 3 - Custo
Na terceira etapa aplicou-se a Matriz Ponderada para avaliação do custo com a melhoria, considerando compra do novo item e de materiais necessários para a substituição. Os critérios de avaliação nesta etapa foram:
-
Custo do transformador;
Foram feitas pesquisas de mercado para os modelos de equipamentos em estudo.
-
Custo do painel elétrico;
Foram feitas pesquisas de mercado para os modelos de equipamentos em estudo.
-
Custo de cabos elétricos;
Foram feitas pesquisas de mercado para os modelos de equipamentos em estudo.
-
Custo de manutenção.
Neste item foram considerados os custos com manutenção dos equipamentos em estudo.
-
Custo de sobressalentes.
Neste item foram considerados os custos de sobressalentes mínimos necessários para garantir a operação da planta caso ocorra uma avaria em algum componente.
4.2.4. Etapa 4 – Simulação de eficiência
Na quarta etapa aplicou-se a Matriz Ponderada para avaliação da eficiência da fonte de energia aplicada ao precipitador em estudo, através de simulação com as novas fontes. Estas simulações se deram a partir de contato com fabricantes destas tecnologias, os quais utilizaram ferramentas proprietárias de simulação e com informações dos dados de projeto do PE e de processo da CRQ (tabelas 18, 19 e 20), evidenciaram ganhos na eficiência quando aplicado as novas fontes. Nesta etapa o critério de avaliação foi determinado em faixas percentuais de eficiência das fontes em estudo.
Tabela 18. Dados do Transformador
Fonte: (Adaptado de ALSTOM, 2011)
Tabela 19. Dados de processo da Caldeira de Recuperação Química
Fonte: (Adaptado de ALSTOM, 2011)
Tabela 20. Dados do Precipitador Eletrostático
Fonte: (Adaptado de ALSTOM, 2011)
Por fim, extraiu-se os resultados das matrizes aplicadas nas etapas anteriores e pode-se observar uma leve tendência para tomada de decisão, porém para garantia desta análise feita através da matriz ponderada, aplicou-se também estes mesmos parâmetros (20 critérios) no método AHP.
5. RESULTADOS E DISCUSSÕES
5.1. Análise de Viabilidade Entre Fontes de Energia de Alta Tensão
5.1.1. Aplicação da Matriz Ponderada
Através da Matriz Ponderada, foram definidas quatro etapas, com vinte critérios estratégicos de avaliação, cada critério com seu respectivo peso (1 a 5), onde o mais relevante em relação aos demais recebeu peso 5 e o de menor importância, peso 1. Para cada critério foram definidas notas (1 a 5), onde a fonte de alimentação de maior relevância em relação ao critério recebeu maior nota e a menos relevante recebeu menor nota.
-
Etapa 1 – Desempenho
Nesta etapa avaliou-se o desempenho do PE diante das alternativas propostas (T/R trifásico e SMPS) em 5 critérios, conforme mostra a tabela 21.
Tendo em vista o objetivo principal, que é o aumento da eficiência de coleta de material particulado, o critério de maior peso foi a eficiência do PE (peso 5), seguido da eficiência do transformador (peso 4). Os demais critérios por não ter relação direta com o desempenho do PE, obtiveram menor peso.
Tabela 21. Desempenho
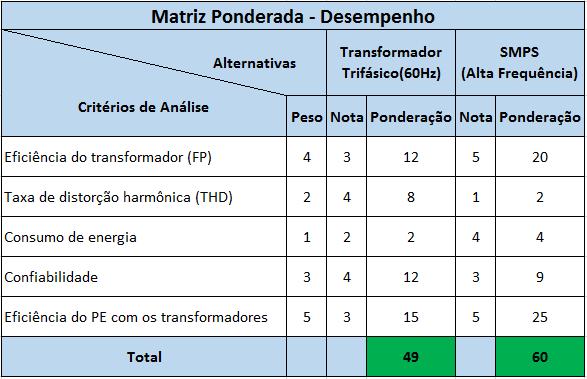
Fonte: (Elaborado pelos próprios autores, 2018)
A nota de cada alternativa mediante os critérios adotados foi embasada nas pesquisas realizadas.
Nesta primeira etapa pode-se observar a superioridade do SMPS em 3 dos 5 critérios adotados, nota-se a diferença relevante na pontuação referente aos critérios de eficiência, conforme já visto anteriormente na literatura, a tecnologia empregada neste equipamento é superior em diversos aspectos, portanto, é possível afirmar que este equipamento tem melhor eficiência e proporciona maior desempenho ao PE.
No critério de distorção harmônica (THD), adotou-se como parâmetro de análise o desvio percentual do requisito mínimo conforme a tabela 8, onde aplicou-se a nota conforme a tabela 22.
Tabela 22. Desvio THD
|
THD (%) |
NOTA |
T/R trifásico |
SMPS |
|
0 a 8 |
5 |
|
|
|
9 a 16 |
4 |
13,01 |
|
|
17 a 21 |
3 |
|
|
|
22 a 28 |
2 |
|
|
|
> 29 |
1 |
|
36,25 |
Fonte: (Elaborado pelos próprios autores, 2018)
No critério consumo de energia, conforme a literatura, o SMPS apresentou um leve ganho no fator de potência, porém quando em operação sob condições adversas no campo eletrostático, o T/R trifásico, em virtude da baixa frequência de chaveamento, condicionado às características de condução e bloqueio do tiristor, perde eficiência, podendo reduzir a um fator de potência abaixo de 0,8 enquanto que o SMPS se mantêm estável acima de 0,92. Outro ponto importante, ainda relacionado às características dos componentes de chaveamento, é que em ocorrência de arco elétrico, o tempo de bloqueio e resposta do SMPS é muito superior devido às características do IGBT, que pode interromper a energia em 0,2 µs, comparado aos 5,55 ms do T/R trifásico, ou seja, durante este período a energia está sendo drenada para terra. Estes entre outros parâmetros demostraram o ganho em economia de energia do SMPS.
No critério de confiabilidade, ambos os equipamentos se mostraram confiáveis, no entanto, devido ao fato de o SMPS ser um equipamento integrado (controle e potência), precisa de outros componentes como por exemplo ventilador para refrigeração dos IGBTs. Estes acessórios adicionais necessários ao bom funcionamento do equipamento, contribuem para a redução do MTBF.
O objetivo principal deste trabalho é a melhoria do desempenho do precipitador, e ficou evidente por esta primeira etapa que o SMPS é a melhor opção, embora pontualmente apresente algumas vulnerabilidades, mas que frente ao benefício podem ser contornadas.
-
Etapa 2 – Instalação
Nesta etapa foram abordados 5 critérios relativos à instalação física das alternativas propostas (T/R trifásico e SMPS) no precipitador, conforme mostra a tabela 23.
A definição dos critérios teve como premissa apresentar a solução de menor impacto operacional (tempo de implementação) e menor intervenção mecânica na estrutura do PE.
O critério mais importante nesta etapa (peso 5), foi a avaliação estrutural do PE, bem como o espaço e capacidade de suportação necessária à adaptação das novas fontes de energia.
O segundo critério mais importante, com peso 4, levou em consideração as características físicas das fontes propostas e adaptações necessárias para implementação das mesmas.
Os demais critérios, apesar de receberem menor peso, também tem grande relevância na tomada de decisão. A intercambialidade entre as fontes (alternativas propostas e fonte atual) representa uma grande vantagem sob o aspecto de custo e disponibilidade, assim como o tempo de instalação, o qual tem influência direta no processo produtivo.
Outro aspecto que se levou em consideração no item INSTALAÇÃO, foi a necessidade de movimentação do transformador em eventual falha, foram mensurados todos os recursos necessários e tempo de manobra.
Tabela 23. Instalação
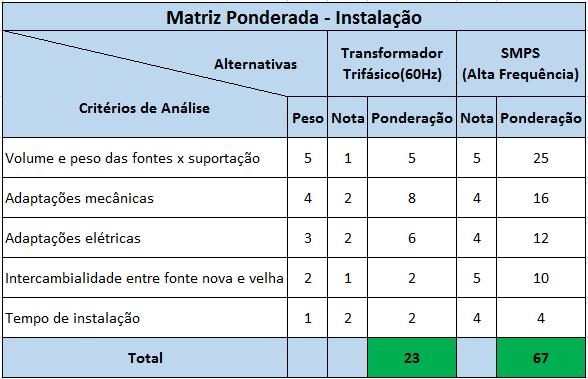
Fonte: (Elaborado pelos próprios autores, 2018)
Ficou evidente a soberania do SMPS no quesito INSTALAÇÃO, conforme já visto anteriormente na literatura, este equipamento representa 1/3 do volume do transformador convencional e menos da metade da área necessária para instalação do mesmo.
Nos critérios relacionados à estrutura física e adaptações, O SMPS constituiu diversas vantagens sobre o T/R trifásico. Por ser compacto e leve, possibilita a montagem no teto do PE, sobre o duto de conexão de alta tensão sem necessidade de remoção do atual transformador. Esta configuração de montagem possibilita criar uma derivação de alta tensão de forma a intercambiar as fontes (SMPS e o T/R atual).
No caso de instalação do T/R trifásico, o qual pode chegar a 1,5 vezes o volume e peso do atual T/R monofásico, seria necessário: alteração da base e tanque de contenção de óleo, substituição do dispositivo de manobra (monovia e talha), e possivelmente uma reengenharia na estrutura do PE para suportação do equipamento. Neste critério, portanto, o T/R trifásico não apresenta boa viabilidade.
Considerando as intervenções elétricas, para o SMPS é muito simples a adaptação, visto que o equipamento é compacto e só precisa da alimentação trifásica e cabos de sinais, o que por sua vez traz boa relação com o critério de tempo de instalação.
Para o T/R trifásico, este parâmetro já não é tão simples, além da alimentação trifásica, faz se necessário instalação de componentes trifásicos no painel elétrico, ou seja, uma vez alterado a configuração do painel, torna-se difícil a intercambialidade com o atual T/R monofásico, e portanto, não apresenta boa opção no critério de adaptações elétricas e tempo de instalação.
O resultado alcançado com o SMPS nesta etapa mostrou de forma coerente as vantagens de instalação do mesmo.
-
Etapa 3 – Custo
Nesta etapa foram abordados 5 critérios, sendo estes relativos ao custo de implementação das alternativas propostas (T/R trifásico e SMPS) no precipitador, conforme mostra a tabela 24.
Tão importante como os demais itens, o custo é um parâmetro que deve ser levado em conta quando na avaliação de implantação de determinada melhoria.
O critério de maior relevância nesta matriz foi o custo do transformador (peso 5), visto que é o ativo em estudo para substituição no PE.
Na sequência, com peso 4, ficou estabelecido avaliar o custo dos itens elétricos (componentes elétricos e eletrônicos, controlador, IHM, medidores, etc.).
O critério cabos elétricos recebeu peso 3, visto que ambos os equipamentos são alimentados a partir de rede trifásica, portanto, novos cabos são necessários.
Os demais critérios, com pesos 1 e 2, no entanto, não menos importantes, apresentam custos indiretos com a implantação.
Tabela 24. Custo
|
Matriz Ponderada - Custo |
|||||
|
Alternativas |
Transformador Trifásico(60Hz) |
SMPS (Alta Frequência) |
|||
|
Critérios de Análise |
Peso |
Nota |
Ponderação |
Nota |
Ponderação |
|
Transformador |
5 |
3 |
15 |
1 |
5 |
|
Painel elétrico |
4 |
4 |
16 |
5 |
20 |
|
Cabos elétricos |
3 |
4 |
12 |
1 |
3 |
|
Manutenção |
2 |
5 |
10 |
3 |
6 |
|
Sobressalente |
1 |
3 |
3 |
3 |
3 |
|
Total |
|
|
56 |
|
37 |
Fonte: (Elaborado pelos próprios autores, 2018)
No critério custo do transformador, foi definido como parâmetro de comparação o valor do atual T/R monofásico (R$ 110.000,00), ou seja, tem valor unitário (1,0), na sequência encontrou-se a relação dos respectivos valores do T/R trifásico e SMPS com base nas tabelas 9 a) e b), conforme demonstrado na tabela 25.
Tabela 25. Relação de custo
|
CUSTO |
NOTA |
T/R trifásico |
SMPS |
|
1,1 a 1,5 |
5 |
|
|
|
1,6 a 2,0 |
4 |
|
|
|
2,1 a 2,5 |
3 |
X |
|
|
2,6 a 3,0 |
2 |
|
|
|
3,1 a 3,5 |
1 |
|
X |
Fonte: (Elaborado pelos próprios autores, 2018)
Relacionado ao painel elétrico, este custo não existe para o SMPS, pois toda a parte de controle está incorporada no próprio transformador, já para o T/R trifásico faz-se necessário alteração do painel existente de monofásico para trifásico.
Para os cabos elétricos, o custo com o SMPS é relativamente alto, visto que em aplicações de alta frequência é necessário utilização de cabo com isolação extrudada, projetados para minimizar as interferências eletromagnéticas geradas por conversores. No caso do T/R trifásico é possível utilizar o cabo atual de três vias, sendo necessário apenas mais um lance de cabo.
No critério de manutenção o SMPS apresenta maior custo devido aos seus componentes eletrônicos, exigindo maior periodicidade de manutenção preventiva com alta probabilidade de troca de peças, com por exemplo ventiladores e feltros do sistema de refrigeração dos IGBTs, enquanto no T/R trifásico estas preventivas são mais espaçadas, sem troca de peças e portanto, menos onerosas.
Quanto ao sobressalente, considerando o conjunto T/R mais os itens do painel (tiristores, controlador, contator, IHM, etc.), o valor se equipara ao SMPS, conforme as tabelas 9 a) e b).
Nesta etapa ficou claro a superioridade do T/R trifásico no quesito CUSTO, nota-se que o critério inerente ao transformador e custo de manutenção foram os mais pontuados.
-
Etapa 4 – Simulação
Nesta última etapa também foram abordados 5 critérios, foram estabelecidas faixas percentuais de redução de emissão materiais particulado (MP) para a atmosfera, este parâmetro foi avaliado por fornecedores das fontes de energia (T/R trifásico e SMPS) a partir de simulações realizadas por ferramentas proprietárias.
Conforme mostra a tabela 26, foram distribuídos pesos para cada faixa de redução alcançada.
Tabela 26. Simulação
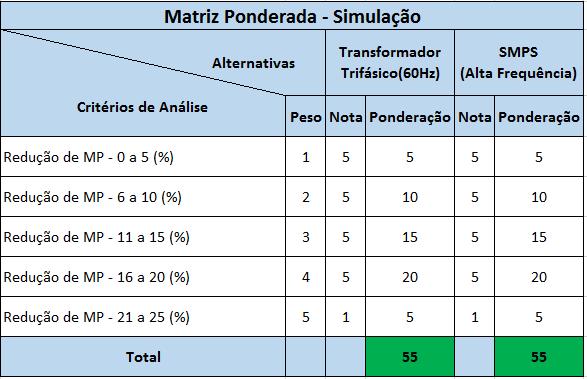
Fonte: (Elaborado pelos próprios autores, 2018)
Através de contato com fornecedores, e com base nos dados apresentados na tabela 27, foi possível simular o comportamento do PE com as diferentes fontes de alimentação.
Tabela 27. Dados para simulação de eficiência do PE
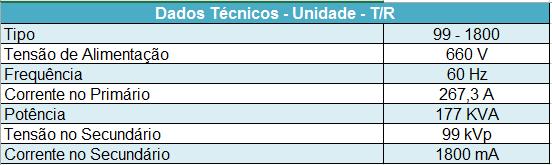
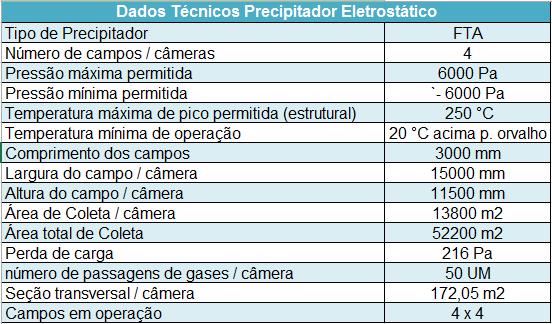
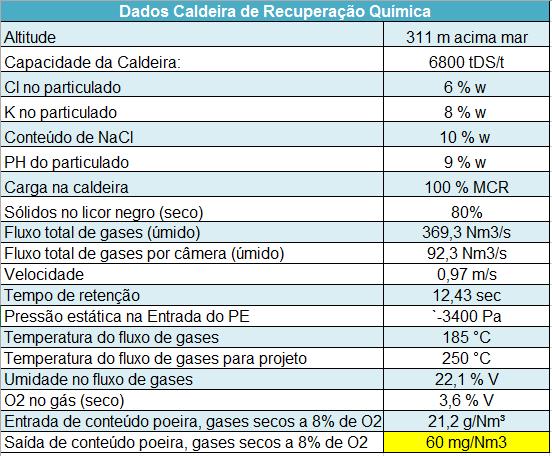
Fonte: (Elaborado pelos próprios autores, 2018)
O fornecedor “A” retornou os resultados da simulação com o T/R trifásico nos 2 primeiros campos dos 4 precipitadores, nesta configuração a redução de material particulado na saída da chaminé foi de 60 mg/Nm3 para 48,6 mg/Nm3 (19% de redução).
O fornecedor “B” retornou os resultados da simulação com o SMPS nos 2 primeiros campos dos 4 precipitadores, nesta configuração a redução de material particulado na saída da chaminé foi de 60 mg/Nm3 para 50 mg/Nm3 (16,6% de redução).
Ainda segundo o fornecedor “B”, mantendo a emissão em 60mg/Nm³ db a 8% O2, a vazão de gás poderia ser elevada a 390,0 Nm³/s wet, (700,5 Am³/s), ou seja, acréscimo de 5,6% na vazão.
Conforme pesquisas e dados já analisados anteriormente, esperou se melhor desempenho do SMPS, porém como os dados foram simulados por fornecedores diferentes, não foi possível calibrar os métodos utilizados para a simulação, desta forma serviram apenas de margem para estimar o ganho com a melhoria. Este parâmetro portanto, teve mesma pontuação, visto que a diferença percentual entre as fontes é irrelevante no contexto global.
Diante dos resultados apresentados, a eficiência em ambas as fontes de energia se enquadraram na faixa de 16 a 20%.
-
Resumo das Matrizes
A tabela 28 agrupou os resultados dos parâmetros analisados nas matrizes das etapas 1 a 4, mostrando o resultado final para análise e conclusão.
Tabela 28. Resumo das Matrizes
|
Resumo das Matrizes |
||
|
Alternativas Etapas da matrizes |
Transformador Trifásico(60Hz) |
SMPS (Alta Frequência) |
|
Desempenho |
49 |
60 |
|
Instalação |
23 |
67 |
|
Custo |
56 |
37 |
|
Simulação |
55 |
55 |
|
Total |
183 |
219 |
Fonte: (Elaborado pelos próprios autores, 2018)
As matrizes aplicadas nas etapas 1 a 4 evidenciaram as vantagens e desvantagens das fontes de energia em estudo. Conforme mostrado na tabela 28, o SMPS mostrou ser o equipamento mais adequado aos critérios desejados.
5.1.2. Aplicação do Método AHP
Conforme aplicado na Matriz Ponderada, no Método AHP foram analisados os quatro (4) parâmetros contendo os mesmos vinte critérios.
-
AHP (Analytic Hierarchy Process)
O primeiro passo da tomada de decisão utilizando o método AHP foi estruturar os parâmetros a serem utilizados. O segundo nível da figura 50 relaciona estes parâmetros, a saber: desempenho, instalação, custo e simulação.
Figura 50. Hierarquia de critérios para fonte de alimentação
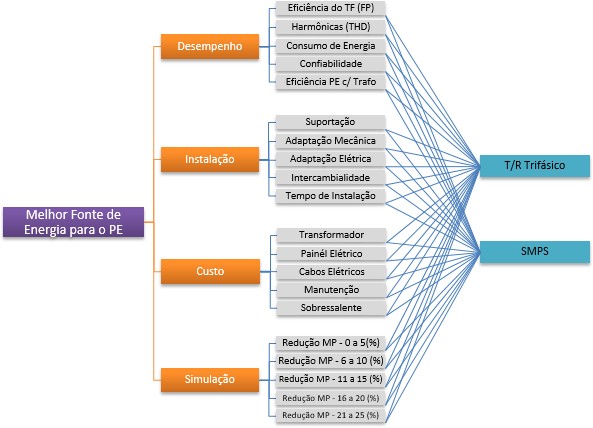
Fonte: (Elaborado pelos próprios autores, 2018)
A partir da montagem da hierarquia, os parâmetros foram avaliados dois a dois, visando determinar a importância relativa entre eles e seu peso. Desta forma a primeira matriz de comparação pareada dos parâmetros foi montada, conforme mostra a tabela 29.
Tabela 29. Matriz de Comparações Pareadas dos Parâmetros
|
Critérios |
Desempenho |
Instalação |
Custo |
Simulação |
|
Desempenho |
1 |
7 |
3 |
1 |
|
Instalação |
1/7 |
1 |
1/3 |
1/7 |
|
Custo |
1/3 |
3 |
1 |
1/3 |
|
Simulação |
1 |
7 |
3 |
1 |
|
Total |
2,4762 |
18,00 |
7,33 |
2,48 |
Fonte: (Elaborado pelos próprios autores, 2018)
Através da tabela 15, realizou-se a distribuição das notas na diagonal superior da tabela 29. Primeiramente verificou-se o desempenho em relação à instalação, que recebeu a nota 7 visando que a melhoria do desempenho é o objetivo principal do estudo.
Em seguida analisou-se o desempenho em relação ao custo, que recebeu a nota 3, devido sua leve importância quando comparado ao custo.
Na comparação do desempenho com a simulação, foi atribuída nota 1, considerando que os dois critérios possuem a mesma importância para o método de verificação.
Ao analisar a instalação em relação ao custo, definiu-se nota 1/3, visto que a instalação tem menor importância quando comparado custo.
A análise da instalação em relação à simulação obteve nota 1/7, devido sua menor importância, visto que a simulação e o desempenho são os critérios principais do estudo.
O custo em relação à simulação obteve nota 1/3, devido sua menor relevância quando comparado à simulação.
Após a atribuição das notas aos critérios na tabela 28, fez-se a normatização das mesmas, este processo foi feito a partir da divisão de cada nota pela soma total da respectiva coluna, os valores encontrados foram alocados na tabela 30.
Tabela 30. Matriz Comparativa Normatizada do Grupo de Parâmetros
|
Critérios |
Desempenho |
Instalação |
Custo |
Simulação |
|
Desempenho |
0,404 |
0,389 |
0,409 |
0,404 |
|
Instalação |
0,058 |
0,056 |
0,045 |
0,058 |
|
Custo |
0,135 |
0,167 |
0,136 |
0,135 |
|
Simulação |
0,404 |
0,389 |
0,409 |
0,404 |
|
Total |
1,000 |
1,000 |
1,000 |
1,000 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na sequência colocou-se a média aritmética dos elementos de cada linha da tabela 30 nas colunas (Auto Vetor) da tabela 31, cujo valor foi representado no formato numérico e percentual.
O auto vetor (%) mostrou o grau de contribuição de cada parâmetro para atingimento do objetivo principal, por exemplo, no caso dos parâmetros relacionados à melhor alternativa de fonte de alimentação para o precipitador, o desempenho e a simulação obtiveram os maiores pesos. Uma avaliação positiva nesses fatores contribuiu aproximadamente oito vezes mais comparado ao parâmetro Instalação.
Tabela 31. Matriz Comparativa Normatizada com Auto Vetor
|
Critérios |
Desempenho |
Instalação |
Custo |
Simulação |
Auto Vetor |
Auto Vetor (%) |
|
Desempenho |
0,404 |
0,389 |
0,409 |
0,404 |
0,401 |
40% |
|
Instalação |
0,058 |
0,056 |
0,045 |
0,058 |
0,054 |
5% |
|
Custo |
0,135 |
0,167 |
0,136 |
0,135 |
0,143 |
15% |
|
Simulação |
0,404 |
0,389 |
0,409 |
0,404 |
0,401 |
40% |
|
Total |
1,000 |
1,000 |
1,000 |
1,000 |
1,000 |
100% |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 32 calculou-se o λ máximo, multiplicando cada Auto Vetor pelo Total e somando os resultados.
Tabela 32. Matriz de cálculo λ máximo
|
Auto Vetor |
0,401 |
0,054 |
0,143 |
0,401 |
|
Total (Soma) |
2,476 |
18,000 |
7,333 |
2,476 |
|
Total |
0,994 |
0,974 |
1,049 |
0,994 |
|
λ máx |
4,011 |
|||
Fonte: (Elaborado pelos próprios autores, 2018)
O próximo passo foi verificar a consistência dos dados analisados, a verificação visa assegurar que os tomadores de decisão foram consistentes na distribuição das notas para cada parâmetro. Se, por exemplo, afirmar que o desempenho tem mais importância que a instalação e que o desempenho é igual à simulação, então seria inconsistente dizer que a instalação é mais importante do que a simulação.
No caso da escolha da melhor fonte de alimentação para o PE, o índice de consistência (IC) calculado foi:
?? = 4,011 − 4 = 0,0036
4 − 1
O índice randômico (IR) é fixo e possui como base o número de parâmetros avaliados, o valor referente ao número de parâmetros utilizados nesta análise (0,9) foi retirado da tabela 17.
A matriz será considerada consistente se a taxa de consistência (TC) encontrada for menor que 10%.
?? = 0,0036 = 0,004
0,9
A tabela 33 mostrou de forma organizada os valores calculados nas etapas anteriores, pode-se observar que o TC ficou abaixo de 0,1. Portanto, a matriz é considerada consistente.
Tabela 33. Índice de Consistência
![]()
Fonte: (Elaborado pelos próprios autores, 2018)
O índice de consistência apresentado na tabela 33 mostrou que os parâmetros anteriormente comparados foram julgados de forma coerente.
Nas etapas seguintes analisou-se os critérios dentro de cada parâmetro. A tabela 34 mostrou a estrutura dos critérios para o parâmetro Desempenho.
Tabela 34. Matriz Comparativa de Critérios - Desempenho
|
Critérios |
Eficiência do TF (FP) |
Harmônicas (THD) |
Cons. de energia |
Confiabilidade |
Eficiência PE c/ Trafo |
|
Eficiência do TF (FP) |
1 |
5 |
9 |
3 |
1 |
|
Harmônicas (THD) |
1/5 |
1 |
5 |
1/3 |
1/5 |
|
Cons. de energia |
1/9 |
1/5 |
1 |
1/7 |
1/7 |
|
Confiabilidade |
1/3 |
3 |
7 |
1 |
1/3 |
|
Eficiência PE c/ Trafo |
1 |
5 |
7 |
3 |
1 |
|
Total |
2,644 |
14,200 |
29,000 |
7,476 |
2,676 |
Fonte: (Elaborado pelos próprios autores, 2018)
Nesta etapa, com base na tabela 15 foi atribuído notas para cada critério em relação aos demais, os resultados por prioridade para os critérios do parâmetro Desempenho são mostrados na tabela 35.
Tabela 35. Resultado de Prioridade para Desempenho
|
Critérios |
Auto Vetor |
Auto Vetor (%) |
Auto Vetor Global |
|
Eficiência do TF (FP) |
0,360 |
36% |
0,145 |
|
Harmônicas (THD) |
0,091 |
9% |
0,036 |
|
Cons. de energia |
0,027 |
3% |
0,011 |
|
Confiabilidade |
0,178 |
17% |
0,071 |
|
Eficiência PE c/ Trafo |
0,343 |
35% |
0,138 |
|
Total |
1,000 |
100% |
0,401 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 36, foi encontrada a taxa de consistência para o parâmetro Desempenho.
Tabela 36. Índice de Consistência para Desempenho
![]()
Fonte: (Elaborado pelos próprios autores, 2018)
A seguir foram estruturados os critérios para o parâmetro Instalação, conforme mostra a tabela 37.
Tabela 37. Matriz Comparativa de Critérios - Instalação
|
Critérios |
Suportação |
Adaptação Mecânica |
Adaptação Elétrica |
Intercambialidade |
Tempo Instalação |
|
Suportação |
1 |
3 |
3 |
5 |
7 |
|
Adaptação Mecânica |
1/3 |
1 |
1 |
3 |
5 |
|
Adaptação Elétrica |
1/3 |
1 |
1 |
3 |
5 |
|
Intercambialidade |
1/5 |
1/3 |
1/3 |
1 |
1 |
|
Tempo Instalação |
1/7 |
1/5 |
1/5 |
1 |
1 |
|
Total |
2,010 |
5,533 |
5,533 |
13,000 |
19,000 |
Fonte: (Elaborado pelos próprios autores, 2018)
Nesta etapa, com base na tabela 15 foi atribuído notas para cada critério em relação aos demais, os resultados por prioridade para os critérios do parâmetro Instalação são mostrados na tabela 38.
Tabela 38. Resultado de Prioridade para Instalação
|
Critérios |
Auto Vetor |
Auto Vetor (%) |
Auto Vetor Global |
|
Suportação |
0,467 |
47% |
0,025 |
|
Adaptação Mecânica |
0,204 |
20% |
0,011 |
|
Adaptação Elétrica |
0,204 |
20% |
0,011 |
|
Intercambialidade |
0,070 |
7% |
0,004 |
|
Tempo Instalação |
0,055 |
5% |
0,003 |
|
Total |
1,000 |
100% |
0,054 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 39, foi encontrada a taxa de consistência para o parâmetro Instalação.
Tabela 39. Índice de Consistência para Instalação
![]()
Fonte: (Elaborado pelos próprios autores, 2018)
A seguir foram estruturados os critérios para o parâmetro Custo, conforme mostra a tabela 40.
Tabela 40. Matriz Comparativa de Critérios - Custo
|
Critérios |
Transformador |
Painél Elétrico |
Cabos Elétrico |
Manutenção |
Sobressalente |
|
Transformador |
1 |
3 |
5 |
5 |
9 |
|
Painél Elétrico |
1/3 |
1 |
3 |
3 |
7 |
|
Cabos Elétrico |
1/5 |
1/3 |
1 |
1 |
5 |
|
Manutenção |
1/5 |
1/3 |
1 |
1 |
3 |
|
Sobressalente |
1/9 |
1/7 |
1/5 |
1/3 |
1 |
|
Total |
1,844 |
4,810 |
10,200 |
10,333 |
25,000 |
Fonte: (Elaborado pelos próprios autores, 2018)
Nesta etapa, com base na tabela 15 foi atribuído notas para cada critério em relação aos demais, os resultados por prioridade para os critérios do parâmetro Custo são mostrados na tabela 41.
Tabela 41. Resultado de Prioridade para Custo
|
Critérios |
Auto Vetor |
Auto Vetor (%) |
Auto Vetor Global |
|
Transformador |
0,500 |
50% |
0,072 |
|
Painél Elétrico |
0,251 |
25% |
0,036 |
|
Cabos Elétrico |
0,115 |
11% |
0,016 |
|
Manutenção |
0,099 |
10% |
0,014 |
|
Sobressalente |
0,036 |
4% |
0,005 |
|
Total |
1,000 |
100% |
0,143 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 42, foi encontrada a taxa de consistência para o parâmetro Custo.
Tabela 42. Índice de Consistência para Custo
![]()
Fonte: (Elaborado pelos próprios autores, 2018)
A seguir foram estruturados os critérios para o parâmetro Simulação, conforme mostra a tabela 43.
Tabela 43. Matriz Comparativa de Critérios - Simulação
|
Critérios (%) |
Redução MP - 0 a 5 |
Redução MP - 6 a 10 |
Redução MP - 11 a 15 |
Redução MP - 16 a 20 |
Redução MP - 21 a 25 |
|
Redução MP - 0 a 5 |
1 |
1/3 |
1/5 |
1/7 |
1/9 |
|
Redução MP - 6 a 10 |
3 |
1 |
1/3 |
1/5 |
1/7 |
|
Redução MP - 11 a 15 |
5 |
3 |
1 |
1/3 |
1/5 |
|
Redução MP - 16 a 20 |
7 |
5 |
3 |
1 |
1/3 |
|
Redução MP - 21 a 25 |
9 |
7 |
5 |
3 |
1 |
|
Total |
25,000 |
16,333 |
9,533 |
4,676 |
1,787 |
Fonte: (Elaborado pelos próprios autores, 2018)
Nesta etapa, com base na tabela 15 foi atribuído notas para cada critério em relação aos demais, os resultados por prioridade para os critérios do parâmetro Simulação são mostrados na tabela 44.
Tabela 44. Resultado de Prioridade para Simulação
|
Critérios (%) |
Auto Vetor |
Auto Vetor (%) |
Auto Vetor Global |
|
Redução MP - 0 a 5 |
0,035 |
3% |
0,014 |
|
Redução MP - 6 a 10 |
0,068 |
7% |
0,027 |
|
Redução MP - 11 a 15 |
0,134 |
13% |
0,054 |
|
Redução MP - 16 a 20 |
0,260 |
26% |
0,104 |
|
Redução MP - 21 a 25 |
0,503 |
50% |
0,202 |
|
Total |
1,000 |
100% |
0,401 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 45, foi encontrada a taxa de consistência para o parâmetro Simulação.
Tabela 45. Índice de Consistência para Simulação
![]()
Fonte: (Elaborado pelos próprios autores, 2018)
Com a hierarquia estruturada e as prioridades dos critérios de cada parâmetro estabelecidas, foi possível determinar como cada parâmetro se comporta em relação às alternativas propostas (T/R trifásico e SMPS).
Conforme priorizado os critérios dentro dos parâmetros, da mesma forma se aplicou às fontes de energia confrontadas entre si para cada critério, conforme mostrou a tabela 46 para o parâmetro de Desempenho.
Tabela 46. Alternativas x Critérios - Desempenho
|
Eficiência do T/R (FP) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/3 |
|
SMPS |
3 |
1 |
|
Harmônicas (THD) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
3 |
|
SMPS |
1/3 |
1 |
|
Cons. de energia |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/3 |
|
SMPS |
3 |
1 |
|
Confiabilidade |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/3 |
|
SMPS |
3 |
1 |
|
Eficiência PE c/ Trafo |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/5 |
|
SMPS |
5 |
1 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 47 foi mostrado as fontes de energia confrontadas entre si para os critérios do parâmetro de Instalação.
Tabela 47. Alternativas x Critérios - Instalação
|
Suportação |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/5 |
|
SMPS |
5 |
1 |
|
Adaptação Mecânica |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/3 |
|
SMPS |
3 |
1 |
|
Adaptação Elétrica |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/3 |
|
SMPS |
3 |
1 |
|
Intercambialidade |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/5 |
|
SMPS |
5 |
1 |
|
Tempo Instalação |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/5 |
|
SMPS |
5 |
1 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 48 foi mostrado as fontes de energia confrontadas entre si para os critérios do parâmetro de Custo.
Tabela 48. Alternativas x Critérios - Custo
|
C. Transformador |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
5 |
|
SMPS |
1/5 |
1 |
|
C. Painél Elétrico |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/3 |
|
SMPS |
3 |
1 |
|
C. Cabos Elétrico |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
3 |
|
SMPS |
1/3 |
1 |
|
C. Manutenção |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
5 |
|
SMPS |
1/5 |
1 |
|
C. Sobressalente |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1/5 |
|
SMPS |
5 |
1 |
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 49 foi mostrado as fontes de energia confrontadas entre si para os critérios do parâmetro de Simulação.
Tabela 49. Alternativas x Critérios - Simulação
|
Redução MP - 0 a 5 (%) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1 |
|
SMPS |
1 |
1 |
|
Redução MP - 6 a 10 (%) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1 |
|
SMPS |
1 |
1 |
|
Redução MP - 11 a 15 (%) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1 |
|
SMPS |
1 |
1 |
|
Redução MP - 16 a 20 (%) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
2 |
|
SMPS |
1/2 |
1 |
|
Redução MP - 21 a 25 (%) |
T/R Trifásico |
SMPS |
|
T/R Trifásico |
1 |
1 |
|
SMPS |
1 |
1 |
Fonte: (Elaborado pelos próprios autores, 2018)
Por fim foram mostrados nas tabelas 46 a 49 as notas atribuídas a cada fonte quando confrontadas entre si (T/R trifásico e SMPS) para cada critério. Estas notas foram tabuladas na tabela 50, onde cada nota das fontes foi multiplicada pelo auto vetor global do respectivo critério encontrado nas tabelas 35, 38, 41 e 44.
Tabela 50. Resultado Final para Alternativas de Fontes de Energia
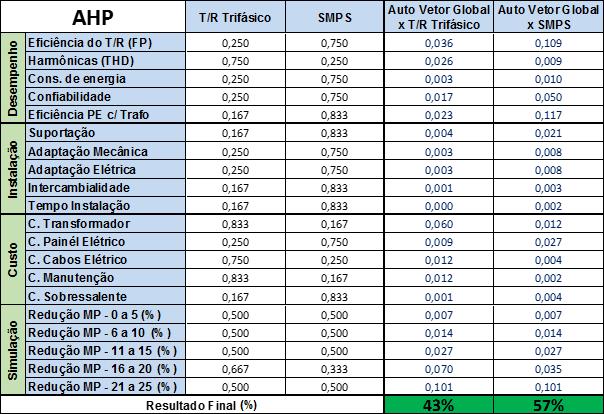
Fonte: (Elaborado pelos próprios autores, 2018)
Na tabela 50, foram somadas as colunas Auto Vetor Global para as duas fontes, obtendo assim a prioridade final do processo decisório.
Conforme visto, a fonte de maior aderência mostrada por este método foi o SMPS, o qual contribui em 57% da meta global. O T/R trifásico por sua vez teve uma contribuição de 43%.
6. CONCLUSÃO
A maioria das indústrias têm problemas com fumaça ou poeira, estes poluentes impactam diretamente na saúde e restringem o desenvolvimento industrial. Para o controle destes impactos, o precipitador eletrostático é frequentemente usado, este separa as partículas suspensas dos gases de combustão com a ajuda de forças elétricas. O presente trabalho consistiu no estudo de novas fontes de alimentação de alta tensão para os precipitadores da Eldorado Brasil Celulose S/A, com a finalidade de melhorar o desempenho da coleta de material particulado.
As novas fontes de alimentação abordadas foram o T/R trifásico e o SMPS, os quais apresentaram resultados muito superiores quando comparado ao atual T/R monofásico utilizado nos precipitadores, no entanto, uma série de critérios foram avaliados no intuito de definir a melhor fonte para substituição.
Como forma de comparar os resultados obtidos ao longo do desenvolvimento do trabalho, aplicou-se metodologias de tomada de decisão (Matriz Ponderada e método AHP). Através das metodologias, as novas fontes disponíveis no mercado (T/R trifásico e SMPS) foram avaliadas em diversos critérios técnicos, de forma a validar a tomada de decisão para definir a melhor opção sob o aspecto de eficiência de coleta do PE e custo benefício.
Na matriz ponderada, foram analisados vinte critérios, os quais foram agrupados em quatro parâmetros, a saber: desempenho, instalação, custo e simulação. Nestes parâmetros, o SMPS teve pontuação superior em desempenho e instalação, no parâmetro simulação apresentou mesmo nível de resultado que o T/R trifásico, ficando inferior no parâmetro custo. Estes mesmos critérios foram analisados no método AHP, onde provou-se a coerência na análise dos mesmos, desta forma suportando e qualificando a tomada de decisão.
Diante dos resultados alcançados com as pesquisas e as comprovações através dos métodos adotados, pode-se concluir que a substituição por qualquer das fontes abordadas neste estudo trazem resultados significativos ao meio ambiente, reduzindo a emissão de materiais particulados para a atmosfera, e consequentemente maior retorno financeiro, devido ao fato de que o resíduo recuperado é reutilizado no processo.
Quanto ao propósito de definir a melhor fonte, pode-se concluir que o transformador de alta frequência (SMPS) é a melhor opção para substituição do atual T/R monofásico utilizado nos precipitadores da Eldorado Brasil Celulose S/A. Os principais aspectos que embasaram esta definição foram: melhor eficiência e praticidade de adaptação com possibilidade de usar duas fontes para o mesmo campo do PE através de chave de manobra, ficando o atual T/R monofásico como stand by.
6.1. Escopo Futuro
Tendo em vista a viabilidade técnica do emprego dos transformadores de alta frequência (SMPS) nos precipitadores eletrostáticos, a proposta de continuidade deste trabalho está relacionada à aplicação do SMPS em média frequência (400Hz) utilizando o T/R monofásico (60 Hz) existente no precipitador.
Segundo Gatto e Ford (2013), os sistemas de média frequência são capazes de usar o T/R existente de 60 Hz e o painel de controle existente para economia significativa de custo. A figura 51 ilustra o trabalho de upgrade no painel do PE com instalação de IGBTs.
Figura 51. Do início ao fim, upgrade com SMPS
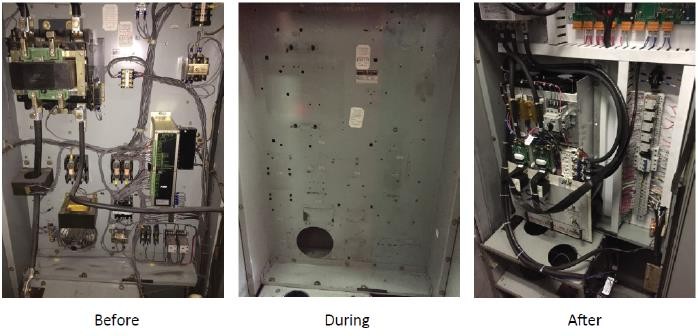
Fonte: (Extraído de PHELPS; SOSINSKI, 2017).
Ainda segundo Gatto e Ford (2013), um parâmetro crítico a ser considerado na discussão do uso de transformadores de 60Hz em alta frequência é a possibilidade de aquecimento adicional devido às perdas no enrolamento e no núcleo.
Diante das vantagens de desempenho do equipamento, facilidade de instalação e custo favorável, uma abordagem mais aprofundada do assunto deve ser considerada.
7. REFERÊNCIAS
ALSTOM. Manual de Instrução, Operação e Manutenção Precipitador Eletrostático. Eldorado Brasil Celulose S/A. 2011.
ALVES, J.R.X.; ALVES, J.M. Definição de localidade para instalação industrial com o apoio do método de análise hierárquica (AHP), ITA, São José dos Campos, SP. 2012. Disponível em: <http://www.scielo.br/pdf/prod/2014nahead/aop_prod0637-12.pdf>. Acesso em: 05 maio 2018.
B&W. Seminário - The Power Supply System 3-Phase SQ-300i. BAS INDUSTRIES, 2015. São Paulo.
CHOLAKOV, G.S.; NATH, B. Pollution Control Technologies. Volume III. Eolss Publications, 2009, p. 263.
CONAMA 382. Publicada no DOU nº 1, de 2 de janeiro de 2007, Seção 1, p. 131-137. Disponível em: <http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=520>. Acesso em: 01 outubro 2017.
CRANFOS SOLUÇÕES AMBIENTAIS. Precipitador Eletrostático Seco. 2018. Disponível em: <http://www.cranfos.com.br/equipamentos/despoeiramento/precipitador-eletrostatico- seco.html>. Acesso em: 03 março 2018.
DEVINE, J.P. A CONTROLLABLE, VARIABLE WAVEFORM, HIGH VOLTAGE, SMPS FOR ELECTROSTATIC PRECIPITATORS, 2000. Disponível em: <file:///C:/Users/Cliente/Downloads/U130145%20(1).pdf>. Acesso em: 07 abril 2018.
GATTO, H.; FORD, P. Using 50/60Hz Precipitator TR’s with Mid-Frequency Technology. Hillsborough NJ, USA, 2013. Disponível em: <http://icesp2013.com/wp- content/uploads/2015/10/S5-2-Use-of-60Hz-TRs-at-elevated-frequencies-Final.pdf>. Acesso em: 24 março 2018
GHATTE, G.B.; GURNANI, P.V.; GIRIDHAR, S.S. Three Phase Pf HV system For ESP In a Glass Factory. Bangalore - Índia, 2013. Disponível em: <http://icesp2013.com/wp- content/uploads/2015/10/S6-3-THREE-PHASE-PF-HV-SYSTEM-FOR-ESP-IN-A-GLASS-FACTORY.pdf>. Acesso em: 19 novembro 2017.
GIRIDHAR, S.S.; GHATTE, G.B.; GURNANI, P.V. EMISSION REDUCTION BY OPTIMIZATION OF ELECTRICAL PARAMETERS TO ENHANCE PERFORMANCE IN EXISTING ESP INSTALLATIONS. Bangalore - Índia, 2013. Disponível em: <http://youornot.com/isespscreensv8/papers/xiii/emissionreduction.pdf>. Acesso em: 08 abril 2018.
GOMEDE, E.; BARROS, R.M. Utilizando o Método Analytic Hierarchy Process (AHP) para Priorização de Serviços de TI: Um Estudo de Caso. Universidade Estadual de Londrina – UEL – Londrina – PR, Brasil 2012. Disponível em: <http://www.lbd.dcc.ufmg.br/colecoes/sbsi/2012/0041.pdf>. Acesso em: 06 maio 2018.
GRASS, N.; HATMANN, W.; KLOCKNER M. Application of different types of high- voltage supplies on industrial electrostatic precipitators, IEEE Transactions on Industry Applications. vol. 40, no. 6, p.1513-1520, 2004. Disponível em: <http://ieeexplore.ieee.org/document/1359997/>. Acesso em: 01 outubro 2017.
GRASS, N. EFFICIENCY IMPROVEMENTS ON LARGE INDUSTRIAL ELECTROSTATIC PRECIPITATORS WITH IGBT INVERTER TECHNOLOGY,
ICESP X – Australia 2006. Disponível em: <http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.623.4830&rep=rep1&type=pdf>. Acesso em: 07 abril 2018.
GRASS, N.; ZINTL, A. Precipitator Performance Improvement and Energy Savings based on IGBT Inverter Technology. 2009. Disponível em: <https://link.springer.com/chapter/10.1007/978-3-540-89251-9_50>. Acesso em: 07 abril 2018.
GRIECO, G.J.; JOHNSON, M.; BLANKENSHIP, S.; GILLIES, R. Advanced ESP Designs for Black Liquor Recovery Boilers. 2012. Disponível em: <https://www.southernenvironmental.com/assets/advanced-esp-designs-for-black- liquor-recovery-boilers--sei-2012-final.pdf>. Acesso em: 10 dezembro 2017.
GRIECO, G.J. SMPS: Present Application & Future Investigation, 2018. Disponível em: <http://www.nwl.com/resources/electrostatic-precipitator-industry-resources/>. Acesso em: 06 maio 2018.
GUENTHER, R. Comparison of PowerPlus™ with Three Phase T/R Power Supplies, NWL, Transforming the Future of Power Technology. 2017. Disponível em: <http://www.nwl.com/wp-content/uploads/pdf/powerplus-vs-3-phase-t-r-sets.pdf>. Acesso em: 15 abril 2018.
JOHNSTON, D.F.; KNAPIK, J.A. Taking the Mystery Out of Choosing Electrostatic Precipitator (ESP) Power Supply For MATS PM Control, WPCA, 2015. Disponível em: <http://wpca.info/pdf/Newsletters/2015_WPCA_Summer_NL.pdf>. Acesso em: 03 março 2018.
KIRSTEN, M.; KARLSSON, A. ECONOMICAL ASPECTS OF ENERGISING ELECTROSTATIC PRECIPITATORS WITH HIGH-FREQUENCY SWITCHED POWER SUPPLIES, ICESP X – Australia 2006. Disponível em: <http://citeseerx.ist.psu.edu/viewdoc/download;jsessionid=38DF0BE051CC8B2F06D 7B4624B2BB073?doi=10.1.1.622.3341&rep=rep1&type=pdf>. Acesso em 28 março 2018.
KLAUS ESSEN. Seminário Sobre Precipitador Eletrostático, Parte I: Princípios de Funcionamento, 2014.
KRAFTPOWERCON. KRAFTPOWERCON INDIA PVT LTD, 2018. Disponível em:
<https://www.ilmexhibitions.com/downloads/Particulate%20Emission%20improveme nt%20with%20Advanced%20Power%20Supplies%20and%20Controller.pdf>. Acesso em: 10 de abril 2018.
LISBOA, M.H.; SCHIRMER, N.W. Controle da Poluição Atmosférica. 2007. Cap. VII 37p. – Pós-Doutorado, Universidade Federal de Santa Catarina – UFSC, 2007. Disponível em: <http://www.fap.if.usp.br/~hbarbosa/uploads/Teaching/FisPoluicaoAr2016/Lisboa_Ca p7_controle_poluicao_atmosferica_2007.pdf>. Acesso em: 03 março 2018.
LUGAR, T. ESP Basics, First Energy ESP Seminar, November 27th – 28th, WPCA - Worldwide Pollution Control Association, 2007. Disponível em: <http://wpca.info/library.php>. Acesso em: 31 março 2018.
MEIRA, C.R. DESEMPENHO DE UM PRECIPITADOR ELETROSTÁTICO OPERANDO NA REMOÇÃO DE NANOPARTÍCULAS DE AEROSÓIS. 2009.
Disponível em: <https://repositorio.ufscar.br/bitstream/handle/ufscar/4029/2673.pdf?sequence=1&is Allowed=y>. Acesso em: 09 maio 2018.
NASCIMENTO, M.L.S.; NOGUEIRA, R.J.C.; JUNIOR, A.A.S. PROPOSIÇÃO DE UMA MATRIZ PONDERADA PARA SUPORTE NA TOMADA DE DECISÃO APLICADA A UMA FÁBRICA DO SETOR AUTOMOBILÍSTICO NA CIDADE DE MANAUS-AM,
Anais do IX Simpósio de Engenharia de Produção de Sergipe. 2017. Disponível em: <https://ri.ufs.br/bitstream/riufs/7617/2/MatrizPonderadaSetorAutomobilistico.pdf>. Acesso em 08 maio 2018.
NEUNDORFER, EPA Tutorials – ESP Lesson 1 a 6. 1998. Disponível em: <http://www.neundorfer.com/knowledgebase/>. Acesso em: 25 março 2018.
NICOL, K. Recent developments in particulate control. 2013. Disponível em: <https://www.usea.org/sites/default/files/032013_Recent%20developments%20in%2 0particulate%20control_ccc218.pdf>. Acesso em 28 abril 2018.
NWL. Communications and Networking Options for ESP Controls. 2018. Disponível em:<http://www.nwl.com/products/esp-products/communications-networking- options/>. Acesso em: 01 maio 2018.
PACHECO, M.C.R.; GOLDMAN, F.L. O AHP como um modelo matemático: uma análise de sensibilidade simples. SEGeT – Simpósio de Excelência em Gestão e Tecnologia. 2016. Disponível em: <https://www.aedb.br/seget/arquivos/artigos16/682493.pdf>. Acesso em: 05 maio 2018.
PARKER, K.R. Applied Electrostatic Precipitation, Blackie Academic & Professional, New York, 1996, p. 2. Disponível em: <https://link.springer.com/chapter/10.1007/978- 94-009-1553-4_1>. Acesso em: 03 setembro 2017.
PARKER, K.R. Applied Electrostatic Precipitation. Ed. Chapman & Hall, London, 1997. Disponível em: <http://www.cranfos.com.br/equipamentos/despoeiramento/precipitador-eletrostatico- seco.html>. Acesso em: 29 outubro 2017.
PARKER, K.R. Electrical Operation of Electrostatic Precipitators. 1°ed. The institution of Engineering and Technology, 2003.
PARKER, K.R.; PLAKS, N. Electrostatic Precipitator (ESP) Training Manual, 2004. Disponível em: <https://cfpub.epa.gov/si/si_public_record_report.cfm?dirEntryId=85180&subject=Air%20Research&showCriteria=0&searchAll=Air%20and%20Energy&actType=Product &TIMSType=PUBLISHED+REPORT&sortBy=revisionDate>. Acesso em: 28 março 2018.
PHELPS, Z.; SOSINSKI, R. Jim Bridger's Control Overhaul. 2017. Disponível em: <http://wpca.info/pdf/Newsletters/2017_WPCA_Summer_NL.pdf>. Acesso em: 13 maio 2018.
POPA, N.G.; POPA, I.; TITIHĂZAN, V. SIMULATIONS OF THE PLATE-TYPE ELECTROSTATIC PRECIPITATORS HIGH FREQUENCY POWER SUPPLIES USING PSCAD/EMTDC 3.0.8 SOFTWARE, 2004. Disponível em: <http://annals.fih.upt.ro/pdf-full/2004/ANNALS-2004-1-20.pdf>. Acesso em 20 abril 2018.
RANSTAD, P.; LINNER, J. Aspects on High Frequency Power Supplies for ESPs. IJPEST_Vol5_No2_03_pp117-123, 2011. Disponível em: <http://www.iesj.org/content/files/pdf/IJPEST_Vol5_No2_03_pp117-123.pdf>. Acesso em 29 março 2018.
REYES, V.; BIDOGGIA, B. Application of multi-phase HV rectifiers in electrostatic precipitators. ICESP 2016, Wrocław, Poland, 19–23 September 2016. Disponível em: <http://demo.nspiresoft.com/isespnew/assets/themes/isesp/papers/xiv/S11.2- Reyes.pdf >. Acesso em: 22 abril 2018.
REYES, V.; POULSEN, K. Use of three-phase rectifiers in ESP’s for low resistivity applications. Empresa FLSmidth A/S, Airtech. Dinamarca. 2013. Disponível em: <http://youornot.com/isespscreensv8/papers/xiii/threephase.pdf>. Acesso em: 15 abril 2018.
RIBEIRO, M.C.C.R.; ALVES, A.S. Aplicação do método Analytic Hierarchy Process (AHP) com a mensuração absoluta num problema de seleção qualitativa, Sistemas & Gestão 11 (2016), pp 270-281. Disponível em <www.revistasg.uff.br/index.php/sg/article/viewFile/988/494>. Acesso em: 05 maio 2018.
SAATY, T.L. Relative Measurement and its Generalization in Decision Making: Why Pairwise Comparisons are Central in Mathematics for the Measurement of Intangible Factors - The Analytic Hierarchy/Network Process. 2008, p. 273. Disponível em: <http://www.rac.es/ficheros/doc/00576.PDF>. Acesso em: 05 maio 2018.
SCHNEIDER ELECTRIC. IEEE Standard 519-2014. Disponível em: <https://www.schneider- electric.com.tw/documents/Event/2016_electrical_engineering_seminar/IEEE_STD_5 19_1992vs2014.pdf>. Acesso em: 13 maio 2018.
SEITZ, D.; HERDER, H. Switch Mode Power Supplies for Electrostatic Precipitators, NWL Inc. Bordentown, NJ, 2002. Disponível em: <https://pdfs.semanticscholar.org/5b51/01d50303e3770761b2d562da0c0e97e111ef. pdf>. Acesso em: 07 abril 2018.
SILVA, E. SELEÇÃO, DIMENSIONAMENTO E AVALIAÇÃO ECONÔMICA DE EQUIPAMENTOS PARA O CONTROLE DE PARTICULADOS. 2000. Disponível em: <https://docslide.com.br/documents/selecao-dimensionamento-e-analise-economica- de-equipamentos-para-o-controle.html> Acesso em: 07 Novembro 2017.
SOSINSKI, R. MAKING (NO) SENSE OF TR CONTROL FEEDBACK SIGNALS WHILE TESTING WITH SMPS. 2016. Disponível em: <http://wpca.info/pdf/Newsletters/2016_WPCA_Summer_NL.pdf>. Acesso em: 22 abril 2018.
STACKELBERG, J.V. The Three-Phase Power Supply for Low Ripple High Voltage in Conventional Technology. Rico-Werk, Toenisvorst, Germany. 2013. Disponível em: < http://youornot.com/isespscreensv8/papers/xiii/threepowersupply.pdf>. Acesso em: 31 março 2018.
STACKELBERG, J.V. Emission reduction with three-phase technology, Wrocław, Poland, 19–23 September, 2016. Disponível em: <https://www.isesp.org/education>. Acesso em: 31 março 2018.
STEINER, D.; HÖFLINGER, W.; LISBERGER, M. Comparison of different power supply techniques for biomass ESP applications, 2011. Disponível em: <http://youornot.com/isespscreensv8/papers/xii/comparisionpowers.pdf>. Acesso em: 15 abril 2018.
TURNER J.H.; LAWLESS, P.A.; YAMAMOTO, T. COY, D.W. Electrostatic Precipitators – Chapter 3, 1999. Disponível em: <https://pt.scribd.com/document/39545772/6>. Acesso em: 03 março 2018.
VARGAS, R. Utilizando a programação multicritério (AHP) para selecionar e priorizar projetos na gestão de portfólio”, em PMI Global Congress – América do Norte, 2010. Disponível em: https://ricardo-vargas.com/pt/articles/analytic-hierarchy-process/. Acesso em: 05 maio 2018.
VUKOSAVIC, S.; POPOV, N.; DESPOTOVIC, Z. Power Electronics Solution to Dust Emissions from Thermal Power Plants. SERBIAN JOURNAL OF ELECTRICAL ENGINEERING. Vol.7, 2010. Disponível em: <http://www.journal.ftn.kg.ac.rs/Vol_7- 2/08-Vukosavic-Popov-Despotovic.pdf>. Acesso em: 03 março 2018.
VUKOSAVIC, S.; DESPOTOVIC, Z.; TERZIC, M. Contemporary Approach to Power of Electrostatic Precipitators, INFOTEH-JAHORINA Vol. 12, March 2013. Disponível em: <http://infoteh.etf.unssa.rs.ba/zbornik/2013/radovi/ENS-4/ENS-4-1.pdf>. Acesso em: 08 abril 2018.
VUKOSAVIC, S.; POPOV, N.; DESPOTOVIC, Z.; LEPOJEVIC, N. Electro Thermal Testing of High Voltage High Frequency ESP Power Ar70/1000. School of Electrical Engineering, University of Belgrade, 2017. Disponível em: <https://pt.scribd.com/document/358778206/Electro-Thermal-Testing-of-High- Voltage-High-Frequency-ESP-Power-AR70-1000>. Acesso em: 07 abril 2018.
WARNICK, R. High Frequency T/R Discussion Panel, First Energy ESP Seminar, November 27th – 28th, WPCA - Worldwide Pollution Control Association – 2007. Disponível em: <http://wpca.info/pdf/presentations/Akron2007/12)%20High%20Frequency%20TR%2 0Discussion%20Panel.pdf>. Acesso em: 03 março 2018.
XIE, Y. 11th International Conference on Electrostatic Precipitation, The Application Strategy of Three-phase HV Power Supply for Special Working Condition - The Whole Solution of H&L Voltage Integrated Control, PR China, 2008. Disponível em: <https://link.springer.com/chapter/10.1007/978-3-540-89251-9_60>. Acesso em: 10 outubro 2017.
ZHU, J.; ZHAO, Q.; YAO, Y.; LUO, S.; GUO, X.; ZHANG, X.; ZENG, Y.; YAN, K. Effects of high-voltage power sources on fi ne particle collection efficiency with an industrial electrostatic precipitator. Journal of Electrostatics, 2012 p. 288. Disponível em: <https://www.journals.elsevier.com/journal-of-electrostatics>. Acesso em: 13 abril 2018.
ZHOU, X.; TANG, F.; DU, J. Evaluation of HV Power Source for ESP. Electrostatic Precipitation. 11th International Conference on Electrostatic, 2008. Disponível em:N<https://books.google.com.br/books?id=Optl9UV6mGsC&pg=PA366&lpg=PA366&dq=Evaluation+of+HV+Power+Source+for+ESP&source=bl&ots=PrXGDWYR7I&sig=l3 c39xwJut17S94gIvgoArIXDiI&hl=pt-BR&sa=X&ved=0ahUKEwi61a- N6bfaAhXuY98KHY1iC4oQ6AEIMjAA#v=onepage&q&f=false> Acesso em: 13 abril 2018.