


SUBSTITUIÇÃO DO TRATAMENTO TÉRMICO DE TÊMPERA POR AUSTÊMPERA EM MOLAS CILÍNDRICAS HELICOIDAIS
índice
- 1. RESUMO
- 2. INTRODUÇÃO
- 3. CONSIDERAÇÕES INICIAIS
- 4. OBJETIVOS
- 4.1 OBJETIVO GERAL
- 4.2 OBJETIVO ESPECÍFICO
- 5. JUSTIFICATIVA
- 6. REVISÃO BIBLIOGRÁFICA
- 6.1 TRATAMENTOS TÉRMICOS
- 6.2 CURVAS TTT
- 6.3 CONCEITO DE AUSTÊMPERA
- 6.4 PROPRIEDADES DE PEÇAS AUSTEMPERADAS
- 6.5 LIMITAÇÕES DA AUSTÊMPERA
- 6.6 APLICAÇÕES DA AUSTÊMPERA
- 7. MATERIAIS E MÉTODOS
- 8. CONCLUSÃO
- 8.1 MICRODUREZA
- 8.2 METALOGRAFIA
- 9. ENSAIO DE COMPRESSÃO
- 10. CONCLUSÃO
- 11. REFERÊNCIAS
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.
1. RESUMO
No tratamento térmico isotérmico de austêmpera, em aços adequados a receberem esse processo obtemos propriedades significativamente melhores que quando comparadas a aços temperados.
É de grande importância estudar e difundir esse tratamento, visto que muitos dos problemas que alguns componentes ainda apresentam são provenientes de projetos, com tratamentos térmicos mal executados e especificações incorretas.
O projeto seguir avaliará o tratamento de austêmpera em molas helicoidais automotivas SAE 9254 em todos seus aspectos, especificando as propriedades por ele atingidas, através de ensaios mecânicos normatizados e as comparando a processos usuais de têmpera e revenimento da indústria térmica, objetivando redução de custos em processos térmicos e a obtenção da microestrutura bainítica, reduzindo etapas de revenimento e problemas inerentes ao resfriamento de têmpera.
ABSTRACT
When conducting the isothermal heat treatment of austenitic, in steels suitable to receive this process we obtain significantly better properties than when compared to tempered steels.
It is of great importance to study and disseminate this treatment, since many of the problems that some components still present come from projects, with poorly executed thermal treatments and incorrect specifications.
The following study will evaluate the treatment of austenome in SAE 9254 automotive helical springs in all its aspects, specifying the properties reached by means of standardized mechanical tests and comparing them to the usual quenching and tempering processes of the thermal industry, aiming at reducing costs in thermal processes with the obtaining of the bainitic microstructure, reducing tempering stages and problems inherent in quenching cooling.
2. INTRODUÇÃO
Em projetos automotivos e de maquinários agrícolas é de extrema importância para o sistema de suspensão o bom funcionamento das molas helicoidais de automóveis, caminhões, tratores, colheitadeiras, entre outros equipamentos.
Pode-se definir mola com sendo um único elemento ou uma associação de elementos capaz de assumir notáveis deformações elásticas quando submetida a forças ou momentos, em condições de armazenar energia potencial elástica. As molas são utilizadas nas máquinas para exercer força (como por exemplo molas de atuação de válvulas de motores de explosão e molas de balanças), para fornecer flexibilidade (como por exemplo molas de uniões flexíveis de veios e molas dos discos das embreagens de automóveis) e para armazenar ou absorver energia (como por exemplo molas de mecanismos de relógio e molas de suspensões de máquinas ou de veículos).
As molas são fabricadas em aço mola, normalmente SAE 5160 ou SAE 9254 os quais possuem composições químicas e propriedades específicas para sua aplicação. Os aços da série 92XX são classificados segundo a norma, como aços de média liga, com 1,2 – 2 % de silício, 0,55% de cromo ou 0,55% de manganês.
Atualmente o mercado de reposição utiliza muitas molas temperadas e revenidas. Algumas empresas fornecem tanto para montadoras quanto para reposição, no caso abordado as molas são exclusivas para montadoras.
A matéria-prima utilizada é normalmente laminada ou trefilada, dependendo de seu processo de fabricação. A fabricação de molas do aço SAE 9254 são feitas pelo processo de enrolamento a quente ou pelo processo a frio.
Os processos de produção de molas de suspensão diferencem-se no tratamento térmico que é dada a mola para obtenção das propriedades e características finais necessárias para a sua aplicação. O primeiro processo, largamente utilizado na indústria, é o processo de enrolamento a quente onde a mola é submetida ao tratamento térmico de têmpera e revenimento pelo processo convencional. No segundo processo de fabricação, o tratamento é realizado no fio máquina no começo do processo. A têmpera por indução no fio máquina é feito em linha e a mola é enrolada a frio posteriormente. O estudo será realizado com base no processo convencional.
No teste proposto o arame será trefilado em um fio máquina para o diâmetro de 14,30 mm.
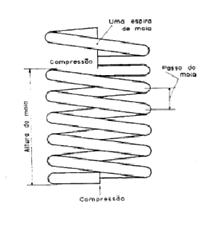
As molas reagem quando distentidas ou comprimidas, podendo ser cilíndricas, cônicas ou de tensão, no projeto será mensionado diretamente de molas cilíndricas que são as utilizadas nos sistemas de suspensão. Elas reagem a compressão, pois atuam entre a carroceria e os eixos das rodas, essas molas como seu nome indica são enroladas em forma de hélice, sendo suas principais partes a espira e passo
Figura 01: Desenho mola helicoidal Figura 02: Foto mola helicoidal

É de extrema importância que essas molas possuam alta resistência à fadiga devido aos esforços cíclicos. Um dos fatores que influenciam diretamente em suas propriedades é sua microestrutura, seu nível de inclusões entre outros fatores metalúrgicos.
Após seu processo de conformação, o qual dará origem à mola no formato de espiras desejado é necessário realizar o processo de tratamento térmico, o qual consiste na austenitização do material acima da linha Ac3 de transformação de fase e resfriamento brusco em óleo a 60°C, alcançando assim a microstrutura martensítica, que propicia dureza e resistência mecânica a mola.
Posteriormente ao tratamento térmico de têmpera surgem uma série de problemas, no resfriamento, alguns lotes ou cargas apresentam trincas superficiais provenientes do resfriamento brusco em óleo, sendo necessário inspeções em 100% dos lotes, através de ensaio de partículas magnéticas, ainda é rotineiro problemas de deformações e empenamentos nas molas após tratamento. O processo de tratamento atual é realizado em fornos tipo câmara, Ipsen.
3. CONSIDERAÇÕES INICIAIS
O tratamento térmico no qual são submetidos as molas de componentes agrícolas e automotivos se baseia exclusivamente em têmpera e revenimento.
Devido à dificuldade de equipamento de alta produtividade e tanques de resfriamento adequados o processo de austêmpera, e, principalmente a transformação isotérmica completa em peças de dimensões maiores, acima de 25,4 mm, fica restrito a peças de menores dimensões
A microestrutura bainítica vem sendo estudada desde a década de 20, sendo difundida nos anos 50 na Europa em molas e outros componentes industriais, porém no Brasil não há a aplicação desse processo em muitos componentes, fica restrito a aplicação em sabres de motosserras e em ferros fundidos (ADI).
4. OBJETIVOS
4.1. OBJETIVO GERAL
O objetivo do trabalho consiste em realizar-se o tratamento nas molas em resfriamento isotérmico, na faixa de 300°C a 340°C, alcançando assim a chamada microestrutura bainítica.
4.2. OBJETIVO ESPECÍFICO
- Identificar as propriedades mecânicas obtidas no processo atual de têmpera e revenido;
- Confeccionar dispositivo para realização do tratamento de austêmpera;
- Definir temperatura correta de resfriamento para processo de austêmpera, que atinga a especificação de dureza solicitada;
- Realizar ensaios mecânicos e metalográficos nas amostras submetidas ao novo tratamento de austêmpera;
- Realizar análise comparativa das propriedades metalúrgicas do componente submetido ao tratamento de têmpera e revenimento ao austemperado.
5. JUSTIFICATIVA
É responsabilidade dos engenheiros envolvidos no projeto de um componente automotivo definir o tratamento térmico adequado e que mais se ajuste as necessidades do projeto.
Componentes muitas vezes exigem alta resistência ao desgaste, a tração, torção entre outras propriedades, na avaliação dessas propriedades é selecionado material e tratamento do item. Tratando-se de molas é fundamental que o material possua propriedades de deformação elástica, alto limite de elasticidade.
Para que os aços mola exerçam sua função é necessário que o mesmo apresente elevada resiliência (capacidade de absorver energia quando o material é deformado elasticamente) e, depois, com a remoção da carga, permita a liberação da energia. A propriedade associada é o módulo de resiliência (Ur) é a energia de deformação por unidade de volume necessário para submeter um material a tensão, desde um estado com ausência de carga até o ponto de escoamento (CALLISTER, 2008).
Para elevar-se a tensão de escoamento e consequentemente o módulo de resiliência dos aços mola é necessário que os mesmos sejam temperados e revenidos, obtendo microestrutura martensítica. O tratamento térmico de têmpera é realizado com o aquecimento do material a 50 ºC acima da temperatura mínima de austenitização (temperatura em que o aço muda de fase ferrita pró-eutetóide e perlita para austenita); a temperatura é de no mínimo 830 ºC e de no máximo 870 ºC para o aço SAE 9254.
6. REVISÃO BIBLIOGRÁFICA
Nesta seção busca-se fazer uma revisão na bibliografia bibliográfica a fim de prover fundamentação teórica para execução do projeto.
6.1. TRATAMENTOS TÉRMICOS
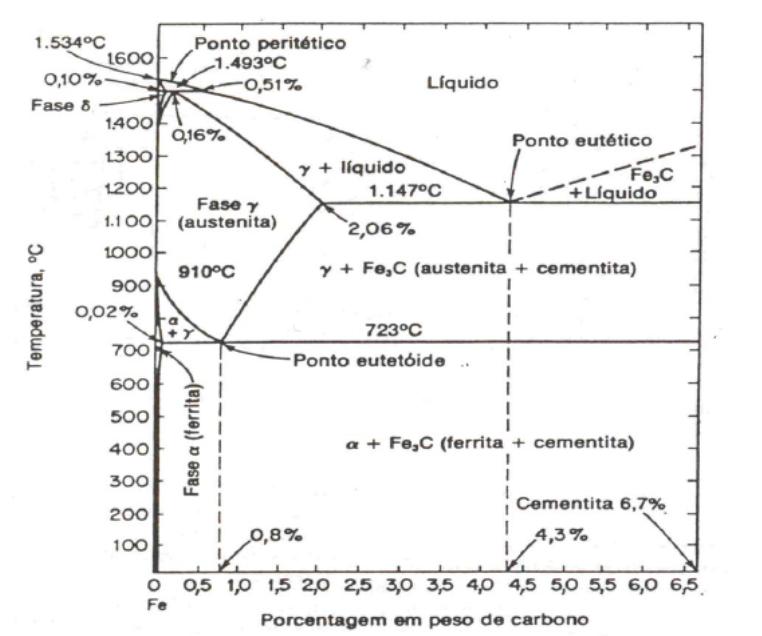
Define-se tratamento térmico como o aquecimento de materiais metálicos a determinadas temperaturas, determinadas pelo diagrama de equilíbrio das ligas ferro e carbono e curvas TTT, visando a alteração ou obtenção de propriedades dos componentes a ele submetidos.
Os materiais podem ser submetidos a diversos tratamentos, que trarão propriedades significativas de resistência mecânica, resistência ao desgaste (cementação) ou ductibilidade.
No projeto destacamos o tratamento de austêmpera e têmpera e revenimento. Para realização de ambos processos térmicos há a necessidade de austenitizar o material acima da linha Ac3 para completa austenitização, conforme podemos observar na figura 09 que denota o diagram de equilíbrio das liga FeC, com posterior resfriamento em um meio refrigerante, óleo, água, ou sais. Em óleo foi processo convencional de têmpera e revenimento já em banho de sal fundido realizamos a autêmpera.
Figura 03: Diagrama de equilíbrio FeC
6.2. CURVAS TTT
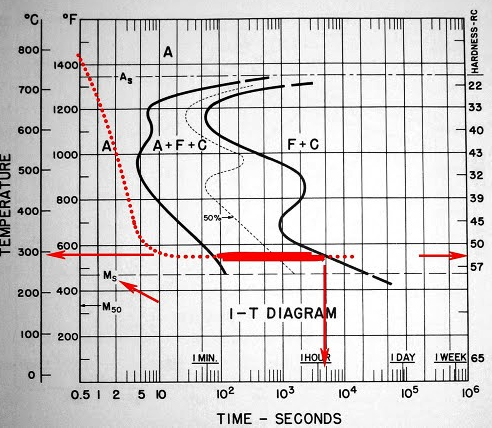
Uma maneira clássica de estudo da transformação da austenita é através da construção de diagramas de transformação em condições isotérmicas, chamados diagramas IT(transformação isotérmica) ou TTT (tempo-temperatura-transformação).
A grande vantagem desse tipo de diagrama, no entendimento da transformação da austenita, é o fato de que a temperatura é mantida constante. Isso facilita muito também as formulações matemáticas.
A Figura 03 mostra um exemplo de diagrama TTT que iremos adotar no trabalho abordado para sua construção, amostras do aço em estudo são austenitizadas e resfriadas “instantaneamente” até a temperatura de transformação, onde são deixadas por tempo suficiente para esse processo. As temperaturas de início e final de transformação são determinadas por métodos metalográficos ou por análise quantitativa das curvas dilatométricas.
Figura 04: Curva TTT SAE 9254
6.3. CONCEITO DE AUSTÊMPERA
1 Austêmpera é um processo de tratamento isotérmico dos aços, cujo objetivo é a obtenção de peças de alta tenacidade e resistência à fadiga, como origem, por exemplo, molas de qualquer natureza.
O processo caracteriza-se pela formação de uma microestrutura metalográfica constituída por bainita.
Para a maioria dos aços, a temperatura de formação da bainita situa-se entre 250°C e 400°C, ou seja entre as temperaturas da formação da perlita e austenita.
Bainita é um constituinte metalográfico formado por ferrita e carbonetos, resultante da decomposição da austenita superresfriada temperaturas inferiores aquelas onde a transfomação perlítica torna-se mais lenta.
Trabalhos executados na década de 20 publicados por Hultgren, Robertson e Bain e Davenport mostraram por meio de estudo da decomposição isotérmica da austenita que agregados finos de ferrita e carbonetos (cementita) podem ser formados a partir da austenita, isotermicamente.
Nesses trabalhos, mostrou-se por meio de metalografia no limite de resolução do microscópio ótico, as diferenças entre os produtos de alta temperatura ( perlita e ferrita), de baixa temperatura ( martensita) e os produtos de temperatura intermediária de morfologia acicular e contendo carbonetos em uma matriz ferrítica que passam a ser denominados de bainita.
Em 1939, Mehl constatou a existência de dois tipos de morfologia da bainita, a partir de temperaturas intermediárias, bainita inferior e bainita superior REFERÊNCIA
Desde sua primeira observação, a bainita vem sendo descrita de diferentes maneiras do ponto de vista cinético e termodinâmico quando se diz respeito à nucleação e crescimento. Neste contexto, os pesquisadores se dividem ao classificar a transformação bainítica.
A controvérsia entre as diferentes teorias existe desde que a estrutura bainítica foi identificada pela primeira vez no trabalho de Bain e Davenport em 1930.
Em um artigo publicado no início da década de 30, Robertson fez a primeira observação direta da estutura bainítica , porém não conseguiu identificá-la como uma nova estrutura. Em seu trabalho, Robertson detalhou seu estudo na relação entre esses constituintes e a taxa de resfriamento seguido de diversas micrografias as quais ele observava uma estrutura escura e acicular difícil de ser identificada. Robertson realizou uma comparação entre bainita e perlita, sugerindo que a transformação acontece por mecanismos difusionais, assim como a perlita. No caso da perlita Ao ser observada por microscopia óptica, a bainita pode apresentar-se na forma de agulhas semelhantes a de martensita, ou esferoidizada. Enquanto a primeira é encontrada indistintamente nas microestruturas resultantes das transformações isotérmicas ou contínuas, a bainita esferoidizada ocorre, quase que exclusivamente, como produto de resfriamentos contínuos.
Uma das formas mais comuns de microestrutura bainítica é a bainita agulhada, resultante dos tratamentos térmicos de austêmpera, que possui a microestrutura mais parecida com a martensita, essa por sua vez pode ser classificada em três grupos: bainita inferior, bainita acircular e bainita superior.
Bainita superior é formada no campo médio da transformação bainítica. A característica principal da bainita superior é a presença de placas longas de ferrita, paralelas a carbonetos alongados que somente são visíveis através de microscopia eletrônica.
A microestrutura metalográfica é similar a da perlita, porém apresenta menor regularidade geométrica do que esta, e pode sofrer variações metalográficas em função da maior ou menor presença de carbono e elementos de liga no aço.
Diferenciar a microestutura metalográfica da bainita superior daquela da perlita fina, por meio de microscopia óptica, é praticamente impossível por microscopia eletrônica. A diferença é somente que a ferrita presente na bainita superior apresenta maior densidade de discordâncias do que aquela apresentada pela ferrita contida na perlita.
Bainita infeirior possui grande semelhança a martensita, o que distingue ambas é a presença de carbonetos, cuja forma e distribuição depende muito do teor de carbono do aço.
Típica da bainita inferior é a distribuição ordenada de bastonetes de carbonetos, que se alinham com ângulos de 50° em relação ao eixo das agulhas de bainita. Provavelmente estes carbonetos são incicialmente segregados, dando origem a FeC3 a medida que a tranformação bainítica progride.
A bainita isenta de carbonetos ou ferrita acicular é impossível de ser diferenciada da ferrita Widmanstatten, por microscopia óptica.
2Observada num microscópio eletrônico, a ferrita acicular é sempre acompanhada por uma “esponja” de austenita retida e uma leve segregação de carbonetos. As agulhas são longas, estendem-se, às vezes através de todo o comprimento dos grãos e partem, normalmente, dos contornos de grão originais da austenita
6.4. PROPRIEDADES DE PEÇAS AUSTEMPERADAS
As propriedades de peças austemperadas poderão ser mais bem compreendidas quando comparadas aquelas obtidas por peças do mesmo aço, temperadas e revenidas.
Com base em estudos teóricos peças austemperadas alcançam valores significativamente maiores de alongamento, estricção e resistência ao impacto. Já, o limite de escoamento das peças austemperadas é consideravelmente menor que o alcançado pelas peças temperadas e revenidas, o que não pode ser desprezado ao dimensionar qualquer tipo de elemento de máquina.
Em relação à resistência à fadiga por flexões alternadas, a austêmpera apresenta vantagens significativas, mesmo que as peças apresentem regiões com grandes concentrações de tensões, como por exemplo, entalhes, furações, variações geométricas abruptas.
A aplicação vantajosa da austêmpera se direciona a aços que apresentem tendência à fragilidade de revenido, ou seja, aços ligados com cromo ou molibdênio que, após a têmpera devam ser revenidos entre 350 e 500 graus celsius. A formação de bainita permite que se alcance a dureza desejada, evitando-se o intervalo crítico de fragilização.
6.5. LIMITAÇÕES DA AUSTÊMPERA
Excelentes propriedades de resistência à fadiga por flexões alternadas e tenacidade, obtidas pela austêmpera, limitam-se ao intervalo de durezas ente 40 e 50 HRC. Quando a dureza necessária for inferior a 40 HRC, a têmpera e o revenimento proporcionarão melhores resultados.
Tanto a profundidade endurecida, quanto a dureza encontrada pela austêmpera são inferiores áquelas obtidas pelo tratamento de têmpera e revenimento, por esta razão os aços carbono utilizados na austêmpera devem conter um de carbono mínimo de 0,5 %, as peças não devem ser mais espessas do que 3 mm, para espessuras maiores é aconselhável escolherem aços com teores de manganês e cromo mais elevados.
ARTIGO 1B – JULHO 1998 – LUIZ ROBERTO HIRSCHEIMER - BRASIMET
A austêmpera requer rígido controle de qualidade do aço e dos parâmetros (tempo e temperatura) do tratamento térmico. Pequenas variações no teor de cromo, por exemplo, podem aumentar ou diminuir significativamente o tempo necessário a transformação isotérmica.
3 A temperatura de transformação isotérmica precisa ser cuidadosamente mantida. Se a dureza final desejada estiver abaixo daquela obtida após a austêmpera, deve-se retratar o lote, pois, caso seja realizado um simples revenimento, ocorrerão alterações indesejadas na microestrutura metalográfica que determinarão uma queda significativa da tenacidade e da resistência à fadiga das peças, no campo.
6.6. APLICAÇÕES DA AUSTÊMPERA
Para peças confeccionadas em aços com alto teor de carbono e que possuem como principal característica sua maleabilidade e resistência mecânica, é sugerido o tratamento térmico de austêmpera.
O tratamento de austêmpera também pode ser utilizado em peças fabricadas em ferro fundido. Esse procedimento é importante principalmente para o setor industrial. Ferros fundidos nodulares (ADI – Austempered Ductile Iron) foram desenvolvidos a partir de classes brutas de fundição, obtendo após o tratamento de austempera, dando origem a um material de alta resistência mecânica, boa resistência mecânica e ótima relação entre alongamento e resistência à tração.
O tratamento de austêmpera é realizado utilizando um resfriamento isotérmico na faixa de 300 a 500 graus Celsius e é executado em tanques, normalmente a base de sais, na figura 04 pode-se observar um tanque de austêmpera contendo sal de resfriamento.
Figura 04: Tanque de austêmpera.

Figura 07: Ensaio de fadiga.
7. MATERIAIS E MÉTODOS
Nesta seção busca-se descrever os principais metodos empregados na elaboração do presente estudo, que teve como foco central o tratamento de austêmpera e os ensaios mecânicos realizados nas molas.
7.1. CONFECÇAO DOS DISPOSITIVOS PARA TRATAMENTO
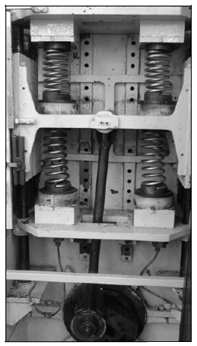
O tratamento de austêmpera será relizada em forno tipo poço, equipamento descrito na figura 05 e as peças dispostas em dispositivo confeccionado de cantoneiras de aço inoxidável.
Será inicialmente confeccionado um protótipo de dispositivo para as molas serem dispostas no forno, figura 06.
O dispositivo será confeccionado com cantoneiras de aço inoxidável AISI 310, visando maior durabilidade e menor deformação, sendo construído pelas etapas de corte e soldagem.
Figura 06: Dispositivo para austenitização

7.2. ENSAIOS MECÂNICOS
Na avaliação das propriedades das molas após tratamento térmico foram realizados ensaios mecânicos de (dureza, compressão e fadiga e metalografia).
O teste de fadiga é considerado um dos mais importantes para molas automotivas. As molas são testadas ciclicamente, simulando as condições de limite de compressão e abertura máxima de funcionamento no veículo, sendo cicladas até atingir o limite de resistência por fadiga. Na figura 07 é possível verificar as propriedades do aço utilizado na produção das molas SAE 9254.
Realizou-se ensaio não destrutivo de partículas magnéticas para verificar o problema de trincas superficiais, quando comparado ao processo atual, em a peça deve ser imediatamente revenida, a fim de que não apresente trincas e posterior ruptura.
Ensaios de partículas magnéticas consistem em localizar descontinuidades superficiais e sub-superficiais em materiais ferromagnéticos e pode ser aplicado tanto em peças acabadas quanto semi-acabadas e durante as etapas de fabricação.
A mola é magnetizada utilizando uma corrente elétrica que cria ou induz um campo magnético. Se uma descontinuidade estiver no sentido perpendicular ao campo magnético, desviará este campo, que saltará para fora da peça, criando um campo, que saltará para fora da peça, que chamamos de campo de fuga. Este campo de fuga formará um dipolo magnético, pólo Norte e pólo Sul. Quando as partículas magnéticas são aplicadas sobre a peça, os pólos irão atraí-las e uma indicação desta descontinuidade é formada na superfície.
Figura 06: Propriedades SAE 9254, temperado e revenido.

8. CONCLUSÃO
8.1. MICRODUREZA
Método introduzido em 1925 por Smith e Sandland, recebeu o nome Vickers porque foi a Companhia Vickers-Armstrong Ltda. que fabricou as máquinas para operarem esse tipo de dureza. É semelhante ao método Brinell, pois também relaciona a carga aplicada com a área superficial da impressão.
O penetrador padronizado é uma pirâmide de diamante de base quadrada e com um ângulo de 136º entre faces opostas. Esse ângulo foi escolhido em função de sua proximidade com o ângulo formado no ensaio Brinell entre duas linhas tangentes às bordas da impressão e que partem do fundo desta impressão. Devido à forma do penetrador, esse teste é também conhecido como teste de dureza de pirâmide de diamante.
O ensaio é aplicável a todos os materiais metálicos com quaisquer durezas, especialmente materiais muito duros, ou corpos de prova muito finos, pequenos e irregulares. A forma da impressão é a de um losango regular, cujas diagonais devem ser medidas por um microscópio acoplado à máquina de teste
As cargas são escolhidas de tal forma que a impressão gerada no ensaio seja suficientemente nítida para permitir uma boa leitura das diagonais. Como o penetrador é indeformável, a dureza obtida independe da carga utilizada, devendo apresentar o mesmo número representativo da dureza se o material for homogêneo. Designação da dureza Vickers é formada pelo valor da dureza seguido pelo símbolo HV. A norma brasileira para esse método de ensaio é a NBR-6672.
Avaliamos a dureza das molas austemperadas e martemperadas pela metodologia Vickers, conforme a figura abaixo
8.2. METALOGRAFIA
Henry Clifton Sorby – 1863 observou pela primeira vez uma microestrutura em microscópio. Metalografia é o ramo a ciência que estuda e interpreta a estrutura interna dos metais e ligas metálicas, relacionando a mesma com a composição química, propriedades físicas e mecânicas e envolve as seguintes etapas:
Corte: A amostra a ser analisada deve ser cortada de forma a não sofrer alterações pelo método de corte. Usa-se método a frio, em geral serras, para o corte primário, ou seja, para se separar a porção aproximada que será analisada. Na sequência, usa-se um equipamento denominado Cut-Off que faz um corte mais preciso, utilizando-se de um fino disco abrasivo e farta refrigeração, a fim de não provocar alterações por calor na amostra.
Embutimento: O propósito do embutimento é de proteger os materiais frágeis ou revestidos durante a preparação, além de facilitar o manuseio da amostra. Também é utilizado para produzir amostras de tamanho uniforme. Duas técnicas diferentes estão disponíveis: o embutimento a quente e o embutimento a frio.
Dependendo do número de amostras e da qualidade necessária, ambas as técnicas de embutimento possuem certas vantagens.
O embutimento a quente é ideal para um alto giro do volume de amostras admitidas no laboratório. Os embutidos resultantes serão de alta qualidade, de forma e tamanho uniforme, e necessita de um curto tempo de processo.
O embutimento a frio é aceitável para uma grande série de amostras admitidas no laboratório, e também para amostras individuais. Em geral, as resinas para embutimento a quente são menos caras do que resinas para embutimento a frio. No entanto, é necessária uma prensa para o embutimento a quente. Algumas resinas para o embutimento a frio podem ser utilizadas para impregnação a vácuo.
Lixamento: São utilizadas lixas do tipo Lixa d´água, fixadas em discos rotativos.
Normalmente inicia-se o lixamento com a lixa de granulometria 220, seguida pelas lixas 320, 400 e 600. Em alguns casos usa-se lixas mais finas que a lixa 600, chegando-se a 1000 ou 1200. Todo o processo de lixamento é feito sob refrigeração com água.
Polimento: A etapa do polimento é executada em geral com panos especiais, colados à pratos giratórios, sobre os quais são depositadas pequenas quantidades de abrasivos. Estes abrasivos variam em função do tipo de metal que está sendo preparado. Os mais comuns são, o óxido de alumínio (alumina) e a pasta de diamante.
Durante o polimento a amostra também é refrigerada, com a utilização de álcool ou agentes refrigerantes específicos.
Ataque Químico: Há uma enorme variedade de ataques químicos para diferentes tipos de metais e situações. Em geral, o ataque é feito por imersão da amostra, durante um período de aproximadamente 20 segundos, assim a microestrutura é revelada. Um dos reagentes mais usados é o NITAL, (ácido nítrico e álcool), que funciona para a grande maioria dos metais ferrosos. Na amostra analisada das molas cilíndricas helicoidais utilizamos o Nital 3%, na figura abaixo observamos a estrutura bainítica e martensítica obtida na amostra analisada.
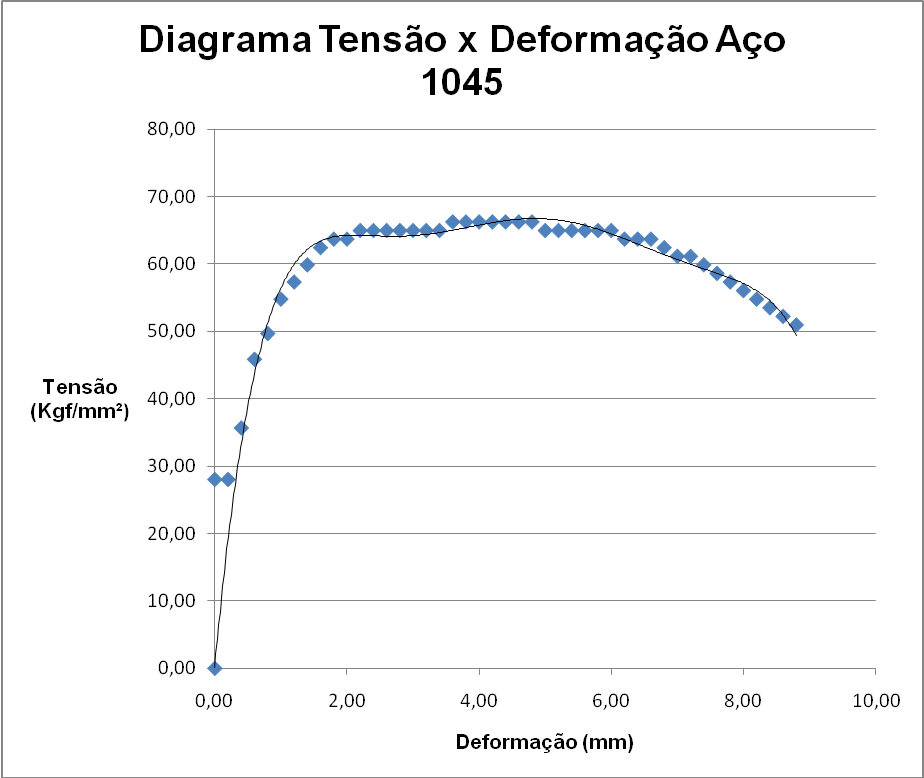
9. ENSAIO DE COMPRESSÃO
4 Para determinar a constante elástica de uma mola, ou para verificar sua resistência, faz-se o ensaio de compressão. Para determinar a constante da mola, constrói-se um gráfico tensão-deformação, obtendo-se um coeficiente angular que é a constante da mola, ou seja, o módulo de elasticidade. Por outro lado, para verificar a resistência da mola, aplicam-se cargas predeterminadas e mede-se a altura da mola após cada carga.
De modo geral, podemos dizer que a compressão é um esforço axial, que tende a provocar um encurtamento do corpo submetido a este esforço.
Nos ensaios de compressão, os corpos de prova são submetidos a uma força axial para dentro, distribuída de modo uniforme em toda a seção transversal do corpo de prova.
Foi realizado or teste de compressão em duas molas tratadas por martêmpera e duas tratadas por austêmpera, ambas com mesma dureza de 46 – 48 HRC, porém com as microestruturas distintas.

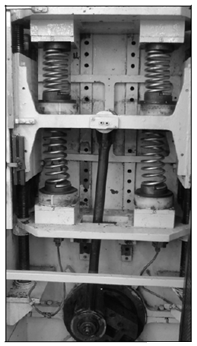
9.0.1. ENSAIO DE FADIGA
A maneira mais simples e muito utilizada para determinar as propriedades de fadiga dos materiais são os ensaios conduzidos em corpos de prova padronizados.
Geralmente, os ensaios de fadiga são realizados com carregamentos axiais ou com cargas de flexão, produzindo assim tensões de tração e de compressão. Durante os ensaios a amplitude das tensões é mantida constante. A amplitude das deformações não necessariamente são constantes, dependendo do material e do tipo de ensaio.
O número de ciclos até a fratura depende de muitas variáveis, entre as quais o nível de tensão, o estado de tensão, a forma de variação da tensão cíclica entre o valor máximo e o mínimo, o meio em que se realiza o ensaio, as condições superficiais do corpo de prova, as condições metalúrgicas do material. O ensaio de fadiga axial (ASTM E 466) é indicado quando o parâmetro a ser controlado no ensaio é a deformação, ou para aqueles casos em que a tensão ou a deformação devem ser uniformes na seção de ensaio do corpo-de-prova. Ensaios de fadiga com cargas axiais, de uma maneira geral, são indicados para avaliar a influência das condições metalúrgicas do material na resistência a fadiga.
O ensaio de fadiga por flexão rotativa atende propósitos gerais relacionados com a fadiga. O flexão plana repetida ou alternada é indicado para avaliar o efeito da superfície sobre a resistência a fadiga (DIN 50113). Nos ensaios por flexão (alternada ou rotativa) apenas a região próxima abaixo da superfície do corpo-de-prova é solicitada com a tensão máxima do ciclo de carregamento. Ensaios de fadiga por flexão rotativa, por serem ensaios mais simples e rápidos, são muito utilizados para a obtenção de curvas S-N e será o método adotado no projeto, pode ser observado na figura 08.

Figura 07: Ensaio de fadiga.
10. CONCLUSÃO
Com base nos testes e estudos realizados verificou-se que o tratamento térmico de austêmpera, mesmo que ainda não aplicado na indústria para confecção de molas cilíndricas helicoidais automotivas apresenta resultados similares nos testes de compressão e dureza.
A diferença significativa se impõe a principal característica e propriedade das molas, onde os resultados de ciclagem, ou seja o teste aplicado para avaliar a vida útil das molas, apresentaram resultado superior de fadiga, dobrando a vida útil do componente.
Outro fator importante é que problemas relacionados ao resfriamento do material, tais como deformações e trincas posteriores ao tratamento serão inibidas no processo de austêmpera, já que esse tratamento isotérmico visa inibir deformações referentes ao resfriamento brusco realizado anteriormente, em óleo ou martêmpera.
As peças que foram submetidas a austêmpera não possuem a necessidade de serem submetidas ao revenimento posterior ao seu resfriamento. Os custos inerentes ao processo de austêmpera são equiparados ao fato de reduziros a etapa de revenido nesse ciclo austemperado.
Dispositivos e processos de automação em fornos para o processo de austempera devem ser avaliados, disponibilizando assim sua produção seriada e custos acessíveis.
11. REFERÊNCIAS
NBR 14724, informação e documentação – apresentação de trabalhos acadêmicos
ABNT NBR 6023, Informação e documentação – Referências – Elaboraçã
ABNT NBR 6024, Informação e documentação – Numeração progressiva das seções de um documento escrito – Apresentação
ABNT NBR 6027, Informação e documentação – Sumário – Apresentação
ABNT NBR 6028, Informação e documentação – Resumo – Procedimento
ABNT NBR 6034, Informação e documentação – Índice – Apresentação
ABNT NBR 10520, Informação e documentação – Citações em documentos – Apresentação
ABNT NBR 12225, Informação e documentação – Lombada – Apresentação
ABNT NBR 10520: informação e documentação: citações em documentos
ABNT NBR 15100: sistemas de qualidade – Aeroespacial – modelo para garantia da qualidade em projeto, desenvolvimento, produção, instalações e serviços associados.
SIG, S. B.; BHADESHIA, H. K. D. H. Estimation of Bainite Plate-Thickness in Low-Alloy Steel. Materials Science and Engineering A, v. 245, p. 72-79, 1998.
HONEYCOMBE, R. W. K.; BHADESHIA, H. K. D. H. Steels Microstructure and Properties. 2nd ed. London: Gray Publishing, 1995.
SANTOFIMIA, M. J. La Transformación Bainítica Sin Formación de Carburos en Aceros. Madrid: Facultad de Ciencias Físicas, 2006. 223p.
D. LUCCHESI, Ensayos Mecanicos de Los Materiales, Editora Labor 1973.
1 ARTIGO 1B – JULHO 1998 – LUIZ ROBERTO HIRSCHEIMER - BRASIMET
2 ARTIGO 1B – JULHO 1998 – LUIZ ROBERTO HIRSCHEIMER - BRASIMET
3 ARTIGO 1B – JULHO 1998 – LUIZ ROBERTO HIRSCHEIMER - BRASIME
4 D. LUCCHESI, ENSAIOS MECÂNICOS DE LOS MATERIALES METALICOS, EDITORA LABOR.
Publicado por: Felipe Machado de Barros
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























