


PROPOSTA DE IMPLANTAÇÃO DO PLANO DE MANUTENÇÃO CENTRADA EM CONFIABILIDADE E SEGURANÇA DO TRABALHO, PARA CAMINHÕES CANAVIEIROS EM UMA UNIDADE AÇUCAREIRA EM CAMPO ALEGRE – ALAGOAS
índice
- 1. Resumo
- 2. INTRODUÇÃO
- 3. HISTORICO DA MANUTENÇÃO EMPRESARIAL
- 3.1 MANUTENÇÃO EM SEUS ASPECTOS INICIAIS
- 3.2 EVOLUÇÃO DA MANUTENÇÃO
- 3.2.1 Primeira Geração
- 3.2.2 Segunda Geração
- 3.2.3 Terceira Geração
- 3.3 Durante essa geração ocorreu:
- 3.4 MANUTENÇÃO DETECTIVA
- 3.5 MANUTENÇÃO CORRETIVA
- 3.6 MANUTENÇÃO PREVENTIVA
- 3.7 MANUTENÇÃO PREDITIVA
- 3.8 COMO ESCOLHER O TIPO DE MANUTENÇÃO?
- 4. O PAPEL DA SEGURANÇA DO TRABALHO NA MANUTENÇÃO VEICULAR
- 5. METODOLOGIA PARA IMPLANTAÇÃO DO PLANO DE MANUTENÇÃO
- 6. ESTRATÉGIA DA MANUTENÇÃO PARA CONSERVAÇÃO DOS ATIVOS
- 7. A ESTRATÉGIA USANDO A MANUTENÇÃO PREVENTIVA
- 8. VANTAGENS DA MANUTENÇÃO PREVENTIVA
- 8.1 Plano de ações planejados com boa antecedência.
- 8.2 Planejamento dos recursos de forma eficaz.
- 8.3 Troca de determinadas peças e componentes consideradas de risco.
- 8.4 Possibilidade de avaliação minuciosa de certos itens.
- 8.5 Favorece a diminuição de corretiva.
- 8.6 Implantação de melhorias.
- 9. Desvantagens da Manutenção Preventiva
- 9.1 Troca de peças e componentes ainda com certa vida útil.
- 9.2 Dificuldade de se determinar o melhor intervalo entre as paradas.
- 10. PROPOSTA DE IMPLANTAÇÃO DO PLANO DE MANUTENÇÃO
- 10.1 A MANUTENÇÃO DOS EQUIPAMENTOS PASSA POR VÁRIOS SETORES DA OFICINA:
- 10.1.1 Posto de Combustível
- 10.1.2 Laboratório De Análise De Óleo Lubrificante
- 10.1.3 Gestores Dos Equipamentos
- 10.1.4 Dique De Lavagem
- 10.1.5 Revisor Lubrificante Automotivo
- 10.1.6 Análise de Lubrificante
- 10.1.7 Descontaminação de Fluidos do Sistema Hidráulico
- 10.1.8 Oficina Mecânica Automotiva
- 10.1.9 Oficina Elétrica Automotiva
- 10.1.10 Oficina Borracharia
- 10.1.11 Suprimentos
- 10.1.12 Caldeiraria e Solda
- 10.1.13 Segurança do Trabalho
- 11. Manutenção e a Segurança
- 11.1 PAPEL E PAPELÃO
- 11.2 VIDROS
- 11.3 BATERIAS AUTOMOTIVAS
- 11.4 PNEUS
- 11.5 METAIS
- 11.6 ESTOPAS
- 11.7 FILTRO DE OLÉO
- 11.8 PLÁSTICOS
- 11.9 OLEO LUBRIFICANTE USADO
- 12. DIFICULDADES DE CUMPRIMENTO DO CRONOGRAMA ANUAL
- 13. QUALIDADE DE MANUTENÇÃO COMPROMETIDA
- 14. CAUSAS PARA FALHAS NOS PROCESSOS DE MANUTENÇÃO
- 14.1 Custo do material ou serviço
- 14.2 Fornecedor
- 14.3 Inspeção de qualidade
- 14.4 KPI’s – Key Performance Indicators
- 14.5 INDICADOR 1 – Benchmarking
- 14.6 INDICADOR 4 – Tempo Médio Entre Falhas (MTBF)
- 14.7 INDICADOR 05 – Tempo Médio para Reparo (MTTR)
- 14.8 INDICADOR 06 – Disponibilidade
- 14.9 INDICADOR 07 – Retrabalho
- 14.10 INDICADOR 08 – Confiabilidade
- 15. CONCLUSÃO
- 16. ANEXO 1 - DESCRIÇÃO DE UMA ORDEM DE SERVIÇO DE REVISÃO PREVENTIVA C A M I N H Õ E S C A N A V I E I R O S & A U X I L I A R E S.
- 17. CONSIDERAÇÕES FINAIS
- 18. REFERENCIA BIBLIOGRAFICA
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.
1. Resumo
A manutenção automobilistaca de veículos de grande porte sempre foi um gargalo para a boa execução dos trabalhos canavieiros. E por isso, este projeto de pesquisa tem como finalidade a implantação de um plano de manutenção para caminhões canavieiros de uma usina sucroalcooleira do estado de Alagos. Esse plano é centrado em confiabilidade, e por isto, tem como base a manutenção preditiva. Tendo em vista que a manutenção hoje feita nesta unidade não atende a uma manutenção centrada na confiabilidade e segurança do trabalho, pretendesse melhorar a disponibilidade dos equipamentos, agilizando a revisão preditiva e preventiva dos caminhões, já que a manutenção ocupa uma importante função para a logística de transporte de cana de açúcar. Deseja-se propor o máximo de segurança aos seus condutores e a sociedade. Para que isso ocorra, serão analisados todos os processos executados na garagem da usina e por fim, os problemas existentes serão catalogados e organizados. Após isso, será discutido com todos os setores, onde o equipamento irar passar, a fim de classificar todos os componentes que venha a ter desgastes prematuros, assim, será possível medir a vida útil de todos os componentes do equipamento. Desta forma, será possível criar uma proposta de gerenciamento de colaboradores, ou seja, um plano de qualificação dos colaboradores, para que os mesmos tenha capacidade de executar os serviços propostos, e desta forma, será possível garantir o máximo de segurança a todos com uma boa manutenção.
Palavra chave: Manutenção caminhões, centrada confiabilidade.
2. INTRODUÇÃO
No cenário de uma economia globalizada e altamente competitiva, as empresas encontram grandes desafios, onde as mudanças acontecem em alta velocidade e a manutenção, como uma das atividades fundamentais do processo produtivo, precisa ser um agente proativo.
Com base nisso, a manutenção passa a ter uma importância vital no funcionamento de uma empresa, e cabe a ela zelar pela conservação da mesma, especialmente de máquinas e equipamentos, devendo antecipar-se aos problemas, através de um contínuo serviço de observação dos bens a serem mantidos.
A manutenção trabalha para garantir a disponibilidade de equipamentos, instalações e serviços, visando atingir objetivos e metas estipuladas para a empresa, bem como baixar custos de produção sem perda de qualidade.
Partindo desta idéia, este trabalho faz uma analogia sobre a manutenção, bem como, as formas de prevenção de falhas nos caminhões e implementos agrícolas de uma usina canavieira da cidade de Campo Alegre, no estado de Alagoas.
E com esse foco, é possível chegar a seguinte problemática: é possível implantar um plano de manutenção nos maquinários agrícolas, mais especificamente na frota de caminhões, em uma usina canavieira, tendo com foco a centralização da confiabilidade e da segurança do trabalho?
A partir dessa problemática, foi necessário desenvolver alguns estudos e pesquisas em fontes bibliográficas e unir esse conhecimento adquirido com o conhecimento empírico, do autor deste trabalho, adquirido nos quase 15 (quinze) anos de trabalho na área de manutenção automobilística da referida empresa canavieira. Desta forma, foi possível, focar o trabalho em objetivos para a melhoria da área de manutenção automobilística da empresa.
Sendo assim, tem-se como objetivo geral analisar e corrigir o máximo possível a revisão da manutenção preventiva dos caminhões canavieiros, para uma maior disponibilidade com total segurança dos caminhões ao setor de logistica.
Para este fim se faz necessário delinear esse objetivo geral em alguns pontos mais específicos desse tipo de manutenção, sendo assim, para melhor atender a área de logística e para uma melhor segurança de todos os que compõem o processo de logística, manutenção e utilização desses veículos, foram desenvolvidos os seguintes objetivos específicos:
Verificar e encontrar os gargalos existentes, que venham trazer uma deficiência a revisão preventiva, seja quanto à mão de obra qualificada, ferramentas qualificadas e quanto ao atendimento do setor de suprimentos.
Classificar todos os componentes que venham ter um possível desgaste prematuro e venha comprometer a segurança do equipamento, medir a vida útil dos componentes para que seja feito um acompanhamento (revisão preditiva), e sua possível troca sem que venha danificar outras percas.
Qualificar profissionais para ezecultar a revisão centrada na confiabilidade (revisor, eletricista, mecânico, etc.) acompamento de técnico de Segurança do trabalho.
Esses objetivos específicos agrupam as principais áreas criticas no tocante a manutenção, disponibilidade e segurança do trabalho para a frota de automóveis e maquinários agrícolas.
Com isso, é possível justificar a importância deste trabalho no tocante do desenvolvimento de um plano de manutenção, voltada para a disponibilidade destes maquinários e principalmente, levando em consideração as normalizações da área de segurança do trabalho.
Atrelado a esse fator, a metodologia para elaboração do plano de manutenção contempla além da Manutenção Centrada em Confiabilidade, as ferramentas da qualidade como o PDCA.
Esse plano tem por propósito obter melhor gerenciamento das tarefas, diminuição de gastos e paradas não programadas, além do aumento da confiabilidade e disponibilidade dos caminhões canaveiros.
A metodologia utilizada nesta pesquisa está estruturada em uma revisão bibliográfica de caráter exploratório, também, será abordada a metodologia descritiva que será realizada através da experiência vivida, pelo autor deste trabalho diariamente na área de manutenção de automóveis agrícolasde uma usina canavieira.
Por fim, para uma melhor apresentação e para um melhor entendimento de toda a temática desde trabalho, o mesmo será dividido da seguinte forma:
3. HISTORICO DA MANUTENÇÃO EMPRESARIAL
Hoje em dia, fica difícil ter uma boa manutenção, sem dispor de informações acuradas e atualizadas sobre cadastro de equipamentos, histórico de ocorrências, programação e planejamento de atividades, utilização de mão-de-obra, cronograma de paradas, emissão de ordens de serviço, controle de estoque e etc., que auxiliam em muito a programação, a execução e o controle da "função manutenção".
Historicamente, a manutenção, como regra geral tem apresentado uma característica marcante: utiliza de forma bastante ineficiente os seus recursos, principalmente humanos e materiais, acarretando custos elevados e crescentes.
Segudo McDowell (1991), a aplicação de recursos informatizados, ou sistemas informatizados, e ainda a tecnologia embarcada nos veículos, dia após dia, vem fazendo surgir a necessidade de se reciclar e treinar a mão-de-obra envolvida com manutenção, chegando-se a propor até a aplicação de testes individuais para levantar e identificar as possíveis deficiências existentes em termos dessa mão-de-obra atuante.
É evidente que trabalhar dentro desses conceitos exige, principalmente, o treinamento dos gerentes, responsáveis pela tomada de decisões, e do pessoal técnico envolvido na área. O treinamento, ou capacitação, pode ser auxiliado pela adequação de um Sistema de Apoio à Decisão (SAD), para disciplinar e fornecer um conjunto de procedimentos mediante "sugestões" sistêmicas que favorecerão o encurtamento do tempo de preparação de uma decisão, bem como por tutoriais básicos e simples que sirvam de orientação na execução correta de algumas operações (MIRSHAWKA & OLMEDO,1993, p. 40).
3.1. MANUTENÇÃO EM SEUS ASPECTOS INICIAIS
O inicio da manutenção, tem os primeiros registros datados do século X, quando eram realizados pelos Vikings em seus navios, pois havia a necessidade de mantê-los em perfeitas condições para suas batalhas (LOURIVAL, 2005).
A partir de então, a manutenção veio se aperfeiçoando, a maior crescente desta evolução se deu com o início da industrialização, a evolução da manutenção está associada diretamente com o desenvolvimento técnico-industrial da humanidade.
Com a mecanização industrial, no final do século XIX surgiu à necessidade da utilização em massa da manutenção para realização de reparos. Até 1914, a manutenção era executada pelo próprio efetivo de operação, e tinha papel secundário nas empresas (LOURIVAL, 2005).
Com a implantação da produção em série, instituída por Ford, as fábricas passaram a estabelecer programas mínimos de produção e, em conseqüência, sentiram necessidade de criar equipes que pudessem efetuar reparos em máquinas operatrizes no menor tempo possível.
Após a Segunda Guerra Mundial aumentou significativamente a necessidade por uma produção mais ágil e ao mesmo tempo confiável; as intervenções corretivas, aquela que ocorre após a falha ou quebra do ativo, não eram mais suficientes. A manutenção preventiva surgia não só para corrigir as falhas, mas também para evitá-las, a Manutenção tornou-se tão importante quanto a Operação (NASCIF, 2008).
Dando seguimento no processo histórico-cronológico da manutenção, tem-se que na década de 50, surgiu uma grande evolução na aviação comercial e na indústria eletrônica. Com a manutenção preventiva baseada na estatística, tempo e/ou horas trabalhadas, observou-se que o tempo gasto para diagnosticar as falhas era maior do que o de execução do reparo (NASCIF, 2008).
Sendo assim, a alta administração, então, resolveu selecionar equipes de especialistas para compor um órgão de assessoramento, que se denominou "Engenharia de Manutenção", recebendo os encargos de planejar e controlar a manutenção preventiva e analisar causas e efeitos das avarias (KARDEC, 2001).
Com desenvolvimento dos microcomputadores nos anos 80, as áreas de Manutenção passaram a desenvolver e processar seus próprios programas, melhorando o processamento das informações e diminuindo a dependência de disponibilidade humana e de equipamentos para o atendimento as suas prioridades de processamento pelo computador central. Também havia dificuldades de comunicação das necessidades para o analista de sistemas, nem sempre familiarizados com a área de Manutenção.
Esse processo evolutivo da manutenção, “sofrerá” um “pulo” evolutivo, quando a tecnologia da informação, mais especificamente, a difusão dos computadores, chegam a quase todo o ambiente empresarial, principalmente no Brasil.
Este fato é comprovado com os escritos de Viana (2002) que escreve:
“Com a difusão dos computadores, o fortalecimento das Associações Nacionais de Manutenção e a sofisticação dos instrumentos de proteção e medição, a Engenharia de Manutenção passou a desenvolver critérios mais sofisticados de Manutenção Baseada em Condições, estes foram unidos a sistemas automatizados de planejamento e controle, reduzindo os serviços burocráticos dos executantes de Manutenção. Estas atividades acarretaram o desmembramento da Engenharia de Manutenção que passou a ter duas equipes: a de estudos de ocorrências crônicas e a de Planejamento e Controle de Manutenção (PCM), esta última com a finalidade de desenvolver, implementar e analisar os resultados dos serviços de manutenção, utilizando-se um sistema informatizado como ferramenta de suporte”.
Em algumas empresas a manutenção se tornou tão importante que o PCM passou a compor uma área de assessoramento à supervisão geral de produção, uma vez que influencia também a área de operação.
Esta nova postura é fruto dos novos desafios que se apresentam para as empresas neste novo cenário de uma economia globalizada e altamente competitiva, onde as mudanças se sucedem em alta velocidade e a manutenção, como uma das atividades fundamentais do processo produtivo, precisa ser um agente proativo. (KARDEC, 2002).
No final da década de 80, com as exigências de aumento da qualidade dos produtos e serviços pelos consumidores, a Manutenção passou a ser um elemento importante no desempenho dos equipamentos, haja vista impactar diretamente no produto final.
Este reconhecimento foi acatado pela ISO, quando em 1993 revisa a norma série 9000 para incluir a função Manutenção no processo de certificação dando, portanto, o reconhecimento (já identificado pela ONU em 1975) da estrutura organizacional de equivalência dessas duas funções no incremento da qualidade, aumento da confiabilidade operacional, redução de custos e redução de prazos de fabricação e entrega, garantia da segurança do trabalho e da preservação do meio ambiente (VIANA, 2002).
No final do século passado, a Manutenção passou a ter uma importância em grau equivalente ao que já vinha sendo dado à Operação. Em consequência, o PCM, (assim como a Engenharia de Manutenção), passou a desempenhar importante função estratégica dentro da área de produção, através do registro das informações e da análise de resultados, auxiliando os gerentes de Produção, Operação e Manutenção na tomada de decisão.
3.2. EVOLUÇÃO DA MANUTENÇÃO
Moubray (1997) e Siqueira (2009) dividem a evolução da manutenção em três gerações distintas, onde cada geração corresponde a um período tecnológico de produção, resultando em novos conceitos, filosofias e atividades de manutenção.
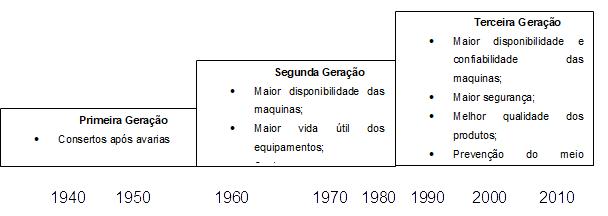
Figura 1 - Evolução dos sistemas de manutenção. (Fonte: Livro Reliability-centerd Maintenance).
3.2.1. Primeira Geração
O desenvolvimento técnico da manutenção é acompanhado pela história da humanidade, tendo seu início com a invenção da máquina a vapor de James Watt (1736-1819), quando houve a necessidade de reparo das primeiras máquinas (DHILLON, 2006; TAVARES, 1999).
A primeira geração estende-se até a Segunda Guerra Mundial, caracterizada por uma indústria altamente mecanizada, com sistemas simples e de capacidade superdimensionada, onde o desempenho não era um fator crucial, permitindo tempos inativos do sistema.
Como consequência, as atividades de manutenção se resumiam a corretivas executadas após uma falha ou defeito e rotinas operacionais como atividades de limpeza, controle e lubrificação (MOUBRAY, 1997; SIQUEIRA, 2009).
3.2.2. Segunda Geração
O ponto de partida para a segunda geração foi o período pós-guerra, final dos anos 50, marcado pela grande demanda de produtos, serviços e pela escassez de mão-de-obra especializada. Isso acarretou uma mecanização ainda maior do processo de produção, que com a disseminação da linha de produção contínua, apresentava máquinas mais numerosas e complexas, aumentando os custos relacionados à manutenção (MOUBRAY, 1997; SIQUEIRA, 2009).
Estes fatores criaram uma expectativa em relação ao desempenho das máquinas, evidenciando a necessidade de garantir sua confiabilidade e disponibilidade, visando atender a demanda de produção e diminuir os custos operacionais decorrente das falhas (KARDEC e NASFIC, 2009).
É na segunda geração que aflora a idéia de antecipar a ocorrência de uma falha, através de revisões gerais com uma periodicidade determinada, surgindo o conceito de manutenção preventiva ou Manutenção Baseada no Tempo (TBM).
Outra contribuição dessa geração foi o início de pesquisas científicas no desenvolvimento de técnicas de manutenção baseadas na disponibilidade e desempenho do equipamento, conhecida como Manutenção Baseada em Condições (CBM) ou manutenção preditiva (RAPOSO, 2004; SIQUEIRA, 2009).
3.2.3. Terceira Geração
A partir da década de 70, as técnicas de manutenção oriundas da primeira e segunda geração, mostram-se pouco eficientes frente às novas exigências dos processos de produção, e da automação ocorrida nas indústrias. A utilização do sistema “just-in-time”, onde se trabalha sempre com o menor estoque possível, agravou as consequências que uma falha poderia causar sobre toda a produção (KARDEC e NASFIC, 2009; MOUBRAY, 1997; SIQUEIRA, 2009).
Conforme Moubray (1997) nessa geração os sistemas começaram a ser projetados para trabalhar com uma maior precisão, sendo dimensionados nos limites operacionais, aumentando a importância da disponibilidade e confiabilidade, visando elevar o padrão de produtividade e de qualidade.
Siqueira (2009) observa que com a automação, aumentou-se a possibilidade de ocorrer uma falha ou defeito, em razão à introdução de novas tecnologias. Shenoy e Bhadury (2005) afirmam que para fazer jus a essas expectativas, exigiu-se da manutenção um desenvolvimento visando garantir que os equipamentos continuarão a desempenhar as suas funções a um gasto mínimo de recursos.
Moubray (1997) cita três fatores principais para o surgimento da terceira geração: (i) novas expectativas dos equipamentos, (ii) novas pesquisas e (iii) novas ferramentas e técnicas de manutenção.
3.3. Durante essa geração ocorreu:
Descoberta de novos modos de falhas e avanço no desenvolvimento e aplicação da manutenção preditiva (KARDEC e NASCIF, 2009; MOUBRAY, 1997; SIQUEIRA, 2009);
Utilização de sistemas informatizados para o planejamento e controle da manutenção (ZAIONS, 2003; KARDEC e NASFIC, 2009);
Nascimento e desenvolvimento do conceito de confiabilidade na Engenharia de Manutenção e maior ênfase dos projetos na confiabilidade e manutenção (KARDEC e NASFIC, 2009; MOUBRAY, 1997);
Uma vez que as empresas possuíam a maturidade dos conceitos e aplicações das ações de manutenção, iniciam a adoção de uma estrutura para desenvolvimento do conjunto de ferramentas utilizadas, com objetivo de gerir e operar a manutenção sob um sistema organizado, culminando no surgimento das metodologias de manutenção: Reliability Centered Maintenance (RCM) na indústria aeronáutica americana, Total Productive Maintenance (TPM) no Japão, Terotecnologia na Inglaterra e combinação destas técnicas (GUTIÉRREZ, 2005; KARDEC e NASCIF, 2009; MOUBRAY, 1997).
É essencial salientar que essas metodologias não foram adotadas de forma cronológica e sequencial ao seu desenvolvimento, e sim adaptadas, conforme a necessidade da empresa. Isto possibilitou um desenvolvimento da manutenção, conciliando-a com ferramentas de outras ciências e orientando seus resultados para: negócios, competitividade, inovação tecnológica, logística e gestão de ativos (GUTIÉRREZ, 2005; KARDEC e NASFIC, 2009; TAVARES, 1999).
Tradicionalmente a classificação da manutenção é realizada em função da forma de planejamento das atividades e em função dos objetivos do método de manutenção aplicado (SIQUEIRA, 2009).
Com relação ao planejamento, a manutenção pode ser realiza de forma planejada, executada sob um tempo e condições pré-estabelecidas, ou de forma não planejada, em função da necessidade. (FILHO, 2008; SIQUEIRA; 2009).
Zaions (2003) observa que os métodos ou políticas de manutenção expressam a maneira pela qual a intervenção é realizada nos equipamentos, Mobley et al. (2008) complementa que a diferença entre esses métodos está no momento em que a atividade de manutenção é executada.
Alsyouf (2009) afirma que os métodos de manutenção podem assumir quatro formas:
- Manuteção detectiva;
- Manutenção corretiva;
- Manutenção preventiva;
- Manutenção Baseada em Condições (CBM), também conhecida como manutenção preditiva.
3.4. MANUTENÇÃO DETECTIVA
A manutenção detectiva consiste em métodos que garantem a segurança e a produtividade de equipamentos e instalações. Esse tipo de manutenção atua visando à viabilidade desses equipamentos em longo prazo, contribuindo para sua boa operação.
De acordo com Mobley et al. (2008), a manutenção detectiva possui objetivos semelhantes aos da manutenção preditiva, os quais você vai conhecer mais à frente. Na manutenção detectiva, porém, o propósito é localizar possíveis indícios ocultos que podem levar a uma avaria.
São ferramentas deste tipo de manutenção: inspeção veicular anual, detectores de gás de fumaça e fogo, testes com válvulas de todos os tipos, malhas de controle de dispositivos de segurança, inspeção de bombas de incêndio, emergência, fornos e caldeira, relés de proteção e equipamentos elétricos.
Durante os procedimentos detectivos, os especialistas fazem verificações no sistema, sem que esse deixe de operar. A partir desse processo é que se torna possível detectar falhas ocultas. forma, o especialista pode corrigir a situação, mantendo o sistema em operação. Dentre as vantagens desta manutenção, estão o aumento da vida útil dos equipamentos, a melhoria da segurança, a diminuição dos custos nos reparos, o controle dos materiais.
3.5. MANUTENÇÃO CORRETIVA
Bloom (2006), em seus escritos, define manutenção corretiva como: “todo trabalho executado em uma máquina ou equipamento em falha com objetivo de repará-la”.
Já Dillhon (2006), descreve este tipo de manutenção como toda a ação de reparo, decorrente de uma falha ou defeito, restabelecendo um item a uma condição operacional satisfatória.
Ainda definindo a manutenção corretiva, Filho (2008), divide a manutenção corretiva em duas classes: corretiva planejada, onde o reparo ou remoção da falha é realizado em data posterior a falha, e corretiva não planejada ou de emergência, onde a reparo ocorre após a falha.
A utilização da manutenção corretiva é aceitável em casos onde a falha do equipamento não envolve riscos de segurança ou ao meio ambiente, onde seu custo é inferior a outros métodos de manutenção ou em casos de peças ou equipamentos sobressalentes (BRANCO, 2008; KARDEC e NASCIF, 2009, PAPIC et al., 2009).
As ferramentas da manutenção corretiva atuam, por sua vez, quando já há desgastes ou falhas nos equipamentos, substituindo as peças e os componentes afetados. Trata-se de um conjunto de procedimentos que visam corrigir, restaurar e recuperar a capacidade de produção de uma instalação ou equipamento que tenham sofrido alteração em seu funcionamento.
Entre as principais consequências do uso dessa política de manutenção cita-se: degradação das instalações e sistemas, diminuição da vida útil dos equipamentos, alto custo de produção e manutenção devido a paradas não planejadas, necessidade de horas-extras, inserção de danos em processos ou equipamentos secundários, impacto na qualidade do produto, danos ao meio ambiente e risco a segurança das pessoas envolvidas no processo (FILHO, 2008; KARDEC e NASCIF, 2009; PAPIC et al., 2009; SULLIVAN et al., 2004).
Kardec e Nascif (2009) e Papic et al. (2009) afirmam que uma limitação da corretiva é incapacidade de planejar as necessidades de manutenção e prever a disponibilidade do sistema. Outra limitação existente é que as atividades de reparo 23 são dirigidas em função dos sintomas óbvios apresentados e não a causa raiz da falha (MOBLEY et al., 2008).
3.6. MANUTENÇÃO PREVENTIVA
A NBR-5462 (1994), define como manutenção preventiva a atividade efetuada em intervalos predeterminados, ou de acordo com critérios prescritos, destinada a reduzir a probabilidade de falha ou a degradação do funcionamento de um item.
Dhillon (2006) e Mobley et al. (2008) enfocam a manutenção preventiva como um programa de manutenção, composto de técnicas preditivas, tarefas de manutenção baseadas no tempo e manutenção corretiva para fornecer um suporte abrangente para toda a produção de plantas ou sistemas de manufatura.
Filho (2008), afirma que manutenção preventiva são todas as ações de manutenção e reparo executadas quando o sistema apresenta condições operacionais, ainda que com algum defeito. Segundo Mobley (2008) essas ações podem ser realizadas em intervalos de tempo predeterminados, em função da vida útil e do ciclo de operação, ou em função da condição do sistema.
Sendo assim, a manutenção preventiva tem por objetivo geral identificar falhas potenciais e defeitos, antes de sua ocorrência ou desenvolvimento, evitando a deterioração dos sistemas abaixo dos níveis de segurança e confiabilidade desejados, mantendo um bom estado de funcionamento, sendo realizada através de tarefas periódicas que incluem: inspeções e verificação das condições, serviços de operação, atividades de calibração e ajustes, alinhamentos, testes, reparos e substiuições de componentes (DHILLON, 2006; SMITH e MOBLEY, 2007; XENOS, 2004).
Kardec e Nasfic (2009) observam que a manutenção preventiva deve ser adotada quando:
- Há impossibilidade de aplicação da preditiva, seja por viabilidade financeira ou viabilidade de execução das técnicas;
- Aspectos mandatórios de segurança pessoal ou da instalação;
- Eventuais paradas de oportunidades de equipamentos críticos;
- Sistemas complexos ou de operação contínua.
Os possíveis questionamentos apontados no uso de técnicas preventivas são: introdução de falhas e defeitos introduzidos nos equipamentos, aspecto financeiro, substituição precoce de componentes e ações desnecessárias de manutenção (KARDEC e NASFIC, 2009; SULLIVAN et al., 2004).
3.7. MANUTENÇÃO PREDITIVA
A manutenção preditiva consiste em toda a ação de acompanhamento ou monitoramento das condições de um sistema.
Papic et al. (2009) observam que grande parte dos componentes ou sistemas apresentam uma espécie de sintoma antes da ocorrência de uma falha e que as leituras desses sintomas podem determinar o estado de operação da máquina ou mesmo a necessidade de manutenção. Marçal (2000) acrescenta que em decorrência da monitoração e análise desses sintomas, prediz-se o estado de funcionamento futuro, podendo-se programar uma ação presente. Seus parâmetros operacionais e sua eventual degradação, sendo realizada através de medições ou inspeções que não interfiram na operação do sistema (FILHO, 2008; MARÇAL, 2000).
Raposo (2004) apresenta a manutenção preditiva sobre dois enfoques distintos. No primeiro ela é descrita como uma modalidade dentro de uma política de manutenção preventiva, onde a degradação do sistema é desconhecida e a supervisão dos parâmetros é realizada de forma contínua, caracterizando uma preventiva de acompanhamento. No segundo enfoque as técnicas preditivas são vistas como uma evolução da manutenção preventiva sistemática, sendo englobadas como uma forma manutenção.
Comparando a manutenção preditiva e a preventiva, pode-se observar que a diferença fundamental entre a manutenção preventiva e manutenção baseada nas condições, é que a preventiva é realizada logo que um intervalo predeterminado tenha decorrido, enquanto a baseada em condições requer verificação em intervalos predeterminados. A ação de manutenção é realizada apenas se a inspeção mostrar necessidade (BLOCH e GEITNER, 2005).
Um plano de manutenção preditiva traz como vantagens o máximo aproveitamento da vida útil dos componentes, o mínimo de intervenção nos sistemas, redução de reparos de emergências e não planejados e por fim a programação antecipada de ações da manutenção. Contudo as desvantagens desse método de manutenção são as necessidades de um acompanhamento e inspeções periódicas, por meio de instrumentos específicos, acarretando um aumento dos custos e indispensabilidade de especialização técnica da equipe de manutenção (FILHO, 2008; RAPOSO, 2004).
3.8. COMO ESCOLHER O TIPO DE MANUTENÇÃO?
Marçal (2000), define como critério de seleção para aplicação de técnicas preditivas a relevância do sistema ou equipamento no processo produtivo, através de parâmetros como: criticidade de uma falha do sistema, tempo de operação, sistemas ou componentes sobressalentes, característica das falhas, possibilidade de monitoramento e custos de inspeção.
A escolha do método de manutenção adequado dependerá de razões técnicas e econômicas para cada equipamento ou sistema, podendo-se optar por um método isolado ou uma mescla dos três. Um programa de manutenção eficaz será alcançado através de uma combinação apropriada, a partir de vantagens e desvantagens dos diferentes métodos de manutenção existentes (MARÇAL, 2000; PAPIC et al., 2009)
Para o sucesso de uma empresa que atua no setor industrial (sucro-alcooleiro), é preciso estar em dia com a manutenção de seus equipamentos e máquinas e também com a análise de óleo.
É necessária uma mudança do padrão gerencial para que a empresa não perca a competitividade frente aos seus concorrentes mais imediatos. O Brasil está atrasado em relação aos países desenvolvidos, mas a velocidade da sua transformação indica que a revolução tecnológica de todos os setores veio para ficar.
4. O PAPEL DA SEGURANÇA DO TRABALHO NA MANUTENÇÃO VEICULAR
Um dos papeis fundamentais da manutenção veicular, no ambiente canavieiro, é mater um bom funcionamento dos seus ativos. Contudo, não é possível esquecer que este sistema de manutenção também possui pessoas que além de compor este sistema, se fazem presente e ainda parte deste sistema.
Sendo assim, é essencial que as pessoas que participão deste sistema estão protegidas e orientadas de acordo com todas as normas técnicas que estão vigentes na segurança do trabalho. É uma das normas das empresas o uso obrigatório do EPI e EPC e cabe ao gestor garantir o fornecimento e uso de todos os equipamentos de segurança necessários à sua equipe.
Para isto, é necessário seguir alguns aspectos:
MANUTENÇÕES ADEQUADAS DAS INSTALAÇÕES E MÁQUINAS E/OU EQUIPAMENTOS - Cumprimentos dos cronogramas de manutenção para um perfeito funcionamento das máquinas e/ou equipamentos e instalações prediais.
PRATICAR O DDS (DIÁLOGO DE SEGURANÇA) - Essa é sem duvida uma ferramenta eficaz, aquele bate papo sobre segurança pelo menos quinze minutos e uma vez por semana com sua equipe.
BLITZ DE SEGURANÇA - Essa é uma forma interessante do gestor de auditar as condições de segurança da sua equipe e área de trabalho de forma repentina.
ETIQUETA DE SEGURANÇA - Uma ferramenta oriunda do TPM onde ao identificarmos um problema de segurança, é colocada a etiqueta relatando o evento e a manutenção por sua vez analisa e se for o caso realiza o reparo.
CIPA (COMISSÃO INTERNA DE PREVENÇÃO DE ACIDENTES) - Cabe ao gestor incentivar a participação de alguém da equipe como cipeiro.
PIRÂMIDE DE BIRD - Como no caso da etiqueta mencionada acima uma vez feita o relato de incidentes ou quase acidentes, deve ser tratado de imediato.
TREINAMENTOS - Uma vez identificado pelo gestor e sua equipe necessidades específicas conforme os riscos encontrados para determinadas manutenções, fazer com que aconteça o treinamento quando necessário.
UTILIZAÇÃO DA APR (ANÁLISE PRELIMINAR DE RISCO) - Através do gestor e da segurança do trabalho, deixar claro a equipe da manutenção sobre a existência dessa ferramenta e da necessidade dessa solicitação devido aos riscos de certas atividades.
CHECKLIST DE SEGURANÇA - Importante ferramenta de verificação dos itens de proteção para máquinas e/ou equipamentos e edificações.
Como é possível ver, existem muitas maneiras de minimizar e até eliminar as causas de acidentes dentro do ambiente de trabalho. Basta uma boa dose de comprometimento das pessoas e da gestão.
Seguindo os pontos acima abordados, é possível ainda adotar rotinas para melhor seguir as normas e regras que regem a segurança do trabalho, no ambiente canavieiro, tal como:
ELABORAÇÃO DE PROCEDIMENTOS OPERACIONAIS - Os Procedimentos Operacionais têm o objetivo de informar o trabalhador, de forma clara e sucinta, as atividades que o mesmo deve realizar desde o início até a conclusão dos mesmos.
IMPLANTAÇÃO DO MAPA DE RISCOS - Independente da empresa não ser obrigada a compor uma CIPA e sendo esta responsável pela a elaboração do Mapa de Riscos, é importante que cada setor da empresa tenha o seu Mapa indicando os riscos: Químicos, Físicos, Biológicos, Ergonômicos e Mecânicos.
ESTUDAR O PERFIL DO TRABALHADOR - Antes de implantar o Plano Geral de Segurança deve-se conhecer o perfil do público que irá receber as orientações de segurança, participar de reuniões de análise de acidentes e quase-acidentes e sugerir alterações no processo.
TREINAMENTO DE COMBATE A PRINCIPIO DE INCÊNDIO - Pelo fato de a empresa trabalhar com materiais inflamáveis (óleo, gasolina, óleo lubrificante, tinner e etc) é de grande importância que seja ministrado a todos os empregados o treinamento de combate a princípios de incêndios.
Estas rotinas, devem usar como base a ferramenta de qualidade PDCA, pois através do item checar (check) é possível verificar quais são os motivos de falhas no Plano Geral de Segurança e atuar sobre elas buscando entender a razão do não funcionamento. Entendido o problema e as razões do seu aparecimento, pode-se atuar corrigindo efetivamente o problema e evitar nova ocorrência. Poderá ser usado o Diagrama de Ishikawa para encontrar a causa do processo não estar funcionando corretamente.
5. METODOLOGIA PARA IMPLANTAÇÃO DO PLANO DE MANUTENÇÃO
O objetivo do presente trabalho é apresentar um plano de implantação de manutenção centrada em confiabilidade e segurança do trabalho, para caminhões canavieiros em uma unidade canavieira em Campo Alegre em Alagoas. A problemática da pesquisa se resumiu na seguinte indagação: é possível implantar um plano de manutenção nos maquinários agrícolas, mais especificamente na frota de caminhões, em uma usina canavieira, tendo com foco a centralização da confiabilidade e da segurança do trabalho?
Através da busca de estratégias de implantação de manutenção, de veículos pesados para uma empresa do setor canavieiro, através de pesquisas bibliográficas e exploratórias, foi possível criar um plano para implantação de manutenção veicular, tendo como base a manutenção Preventiva. Assim, o plano tem como foco:
6. ESTRATÉGIA DA MANUTENÇÃO PARA CONSERVAÇÃO DOS ATIVOS
Estratégia da Manutenção – As prioridades competitivas das empresas de manufatura, tais como custo, qualidade e produtividade, tem exigido mais articulação e estratégia na metodologia de trabalho da função Manutenção, isso se deve principalmente à maior necessidade de disponibilidade e confiabilidade dos seus Ativos.
É importante então, escolher a estratégia da Manutenção mais indicada para cada grupo de equipamentos, ou seja, cada oficina automotiva deve se ater às características de seus caminhões e equipamentos e entender qual o melhor caminho a seguir. Esse processo ajuda a garantir que você faça uma manutenção adequada nos caminhões, no momento certo e se utilizando dos recursos adequados.
7. A ESTRATÉGIA USANDO A MANUTENÇÃO PREVENTIVA
A estratégia voltada para a Manutenção Preventiva ou também conhecida como Manutenção baseada no tempo (TBM), talvez seja a forma de manutenção das mais difundidas e usadas hoje em dia.
A Manutenção Preventiva que é baseada no tempo e usa os dados estatísticos como fator determinante para definir os intervalos das suas intervenções. É sem dúvida a que mais se aperfeiçoou em seus métodos utilizando muitas ferramentas em seu auxílio desde o seu planejamento até a sua execução e mensuração dos resultados.
E na dúvida, acaba-se por determinar intervalos normalmente menores que o necessário o que implica em paradas e troca de peças desnecessárias, com isso eleva-se os custos da Manutenção Preventiva.
8. VANTAGENS DA MANUTENÇÃO PREVENTIVA
Pode-se citar algumas vantagens importantes quando se usa esse tipo de manutenção como estratégia para restaurar as condições ideais de funcionamento dos caminhões canavieiros, tais como:
8.1. Plano de ações planejados com boa antecedência.
Uma manutenção preventiva é extremamente planejada com um bom tempo de antecedência pois demanda muitas fases para sua elaboração. As atividades a serem elencadas no plano tem várias vertentes tais como: atividades pré-agendadas conforme recomendação do fabricante, atividades baseadas nos históricos de corretiva e atividades relacionadas em melhorias, entre outras.
8.2. Planejamento dos recursos de forma eficaz.
De acordo com o plano de ações e as atividades elencadas, pode-se fazer um correto planejamento dos recursos para essa intervenção. Podemos citar alguns como: materiais diversos, peças em geral, mão de obra necessária, serviços de terceiros, lubrificantes e porque não, estipular o tempo necessário para cada atividade e no geral como um todo.
8.3. Troca de determinadas peças e componentes consideradas de risco.
Durante as preventivas faz-se a troca de certos itens como peças e componentes considerados como de risco e que podem comprometer o funcionamento de máquinas e equipamentos sem prévio aviso. São itens no geral que são relativamente difíceis de se determinar um tempo de vida útil. Digo isso pois é muito difícil você conseguir definir um tempo exato de troca dos muitos itens que compõe um equipamento. Usando essa estratégia não se pensa duas vezes em trocar alguns deles.
8.4. Possibilidade de avaliação minuciosa de certos itens.
Qualquer profissional da Manutenção sabe que tem certos lugares dos equipamentos que são difíceis de inspecionar e de se prever algum problema. Nessas condições, com o uso dessa estratégia é possível se fazer uma inspeção minuciosa em certos conjuntos e fazer uma manutenção adequada prevenindo problemas que não seriam identificados com antecedência.
8.5. Favorece a diminuição de corretiva.
Fazendo a manutenção no tempo certo e contemplando todos os lugares desse caminhão, com certeza podemos garantir a diminuição das incidências de corretiva.
8.6. Implantação de melhorias.
Durante essas intervenções de preventiva, podemos aproveitar e implantar algumas melhorias já identificadas, fazer estudos de viabilidade de outras melhorias, melhorar locais de difícil acesso e fontes de sujidade entre outras coisas.
9. Desvantagens da Manutenção Preventiva
Nem tudo que reluz é ouro como diz um ditado popular, então podemos também ter algumas desvantagens quando se faz o uso somente da manutenção preventiva como estratégia. Podemos citar como exemplo as seguintes condições:
9.1. Troca de peças e componentes ainda com certa vida útil.
Esse talvez seja o item que mais indica a desvantagem dessa estratégia. Nesse caso são trocados peças e componentes de forma a garantir que não ocorram problemas de manutenção sem ao certo saber se tais itens teriam uma vida útil ainda por se aproveitar.
Isso eleva e muito os custos desse tipo de manutenção, o que as vezes a torna dispensável e se procure fazer manutenções preventivas, mas de forma parcial e não completa ou intervalos muito longos.
9.2. Dificuldade de se determinar o melhor intervalo entre as paradas.
Essa também é uma grande dificuldade encontrada, estabelecer um intervalo mais confiável possível. Isso digamos é normal pois determinar tempo de vida útil de muitos componentes e peças em geral de um caminhão não é tarefa fácil, digamos impossível.
Então para minimizar essa dificuldade normalmente se adota o princípio da precaução ou do chamado excesso de zelo e se determina períodos menores que o normal.
10. PROPOSTA DE IMPLANTAÇÃO DO PLANO DE MANUTENÇÃO
A implantação do plano de manutenção será feita de maneira direta, envolvendo vários setores da oficina automotiva, e também os gestores dos equipamentos a qual também seja necessário, a realização da manutenção.
A empresa conta com um sistema operacional de informática que facilita com a manuteção dos caminhões, todo histórico de manuteção, percas aplicadas, litros de óleo diesel consumido, quilômetros rodados, etc., também se tem o controle sobre os pneus aplicados.
Com essa ferramenta de informática, que auxilia no controle sobre os equipamentos da empresa, é possível, encontra alguns gargalos nas revisões preventivas dos caminhões canavieiros.
Sendo assim, o plano está montado, da seguinte forma:
10.1. A MANUTENÇÃO DOS EQUIPAMENTOS PASSA POR VÁRIOS SETORES DA OFICINA:
Para melhor esclarecer até onde o plano irá atuar, é necessário elucidar as possíveis áreas e a forma de como será trabalhodo. Sendo assim, as áreas são:
- Posto de combustível;
- Laboratório de análise de óleo lubrificante;
- Gestores dos equipamentos;
- Dique de lavagem;
- Revisor lubrificante automotivo;
- Oficina mecânica automotiva;
- Oficina elétrica automotiva;
- Oficina borracharia;
- Suprimentos;
- Caldeiraria e solda;
- Segurança do Trabalho;
- Residuos Solidos.
10.1.1. Posto de Combustível
Ao abastecer, será coletado quilometragem/hora e quantidade de combustível aplicado nos equipamentos, também é informado o condutor do equipamento.
A partir desse momento se dará inicio ao controle das revisões dos caminhões canavieiros e todo contole dos equipamentos. O sistema de informação, irá acumular todas as quilometragens/hora e fazer as medias correspondetes ao equipamento.
10.1.2. Laboratório De Análise De Óleo Lubrificante
Neste ponto, será observado quanto cada caminhão já rodou em km, e informado ao setor de transporte. É informado quais equipamentos estão para revisão, e quantos quilômetros já rodaram. O sistema de informação, informará ao setor do laboratório quando o caminhão estiver faltando a 10% para vencer a quilometragem indicada para a revisão.
10.1.3. Gestores Dos Equipamentos
Os gestores externos seram informados através de email quais equipamentos que deveram encostar na oficina para fazer manutenção, desse ponto em diante os gestores responsáveis pelos equipamentos, fará seu planejamento para não deixar que os caminhões não ultrapassem a quilometragem especificada para a revisão.
Caso, por algum motivo, não possa encostar o equipamento para revisão na data marcada, o gestor responsável, deve comunicar a gerencia da manutenção qual os motivos e avisar a gestor o dia em que o equipamento irar encostar.
Todos os gestores internos da oficina, devem receber informações (email, mensagens e etc.) dos equipamentos que estraram em revisão, assim eles também faram suas programações de modo que os caminhões terminem suas revisões dentro do tempo estabelecido.
10.1.4. Dique De Lavagem
O equipamento deve se encontra no dique de lavagem antes da jornada de trabalho da parte da manha, para evitar atrasos em todo o processo. Todo processo, teár um tempo estimado para que seja realizado todas as atividades. Depois de lavado, será coletado amostragens de óleo lubrificantes de todos os compartimentos do equipamento. Essas amostragens serão analizadas no laboratório automotivo e verificadas se o óleo lubrificante está em condições de uso ou não.
Enquanto se analiza o óleo dos compatimentos, o gestor responsável, verifica junto ao sistema de informação quais óleo e filtros estão chegando ao final de sua vida útil.
Caso o óleo esteja no final de sua vida útil, o laboratório dirá se o mesmo ainda apresenta condições de uso ou não, e assim, indicando que: o óleo não tem mais condições de uso (ele será trocado por um outro óleo novo) e caso apresente condições normais, será remontado a quantidade que foi retirada e uma nova amostragem será feita na próxima revisão desse equipamento.
Antes de ser lavado, o gestor responsável pela parte mecânica deve dar uma verificada se há algum vazamento de óleo lubrificante em algum compartimento do caminhão, pois, é mais fácil de visualizar o vazamento de qualquer fluido com o caminhão sem ser lavado.
10.1.5. Revisor Lubrificante Automotivo
Depois de lavado o equipamento segue para o setor de mecânica onde ficara em uma vala. Neste ponto, o revisor automotivo, retira amostras de óleo dos compartimentos do equipamento, e serão levadas para serem analisadas no laboratório de lubrificantes.
Depois de retiradas as amostras de óleo, os revisores iram ajudar aos outros colaboradores, mecânicos e eletricistas.
Para melhor esclarecer a importância dos lubrificantes no setor de caminhões, é necessário entender que:
- A lubrificação deficiente impacta diretamente sobre a vida útil dos componentes, os custos decorrentes desta deficiência são muito altos, já os custos relacionados à lubrificação não chegam a 2% do custo total da manutenção.
- Estima-se que pelo menos 15 a 25 % do custo de manutenção são decorrentes de uma manutenção deficiente. A confiabilidade operacional dos equipamentos depende basicamente da qualidade do lubrificante utilizado e dos procedimentos de lubrificação.
- A lubrificação é uma operação que consiste em introduzir uma substância apropriada entre superfícies sólidas que estejam em contato entre si e que executam movimentos relativos, essa substância apropriada normalmente é um óleo ou uma graxa que impede o contato direto entre as superfícies sólidas; quando recobertos por um lubrificante, os pontos de atrito das superfícies sólidas fazem com que o atrito sólido seja substituído pelo atrito fluido, ou seja, em atrito entre uma superfície sólida e um fluido, nessas condições, o desgaste entre as superfícies será bastante reduzido.
- Além dessa redução do atrito, outros objetivos são alcançados com a lubrificação, se a substância lubrificante for selecionada corretamente, tendo a correta formulação (aditivação e escolha de óleos básicos) acrescido do momento de troca ou lubrificação de acordo com a orientação pré-determinada desta renovação ou corretiva.
- Máquinas se movimentam de acordo e na velocidade que estão programadas, desde que monitoradas quanto a seus sensores e avisos.
Para isso é necessário dispor de ferramentas para monitorar lubrificantes aplicados nas maquinas - Análise de óleo, e uma ferramenta para melhorar a condição desses lubrificantes - Programa de descontaminação.
Alem destes fatores que foram descritos, em referencia aos lubrificantes, ainda se faz necessários abordar mais dois tópicos:
10.1.6. Análise de Lubrificante
A análise de óleo consiste na retirada de amostra de lubrificantes em intervalos de tempo pré-determinado, levando em consideração o intervalo das manutenções preventivas e tipo de operação. Essas coletas em muitos casos são enviadas a um laboratório especializado em análises ou feito em laboratório próprio, dependendo da estruturação da manutenção. A partir destas coletas é possível identificar uma tendência de falha do componente, verificando quantitativos de metais encontrados e características dos lubrificantes.
10.1.7. Descontaminação de Fluidos do Sistema Hidráulico
Se tratando especificamente da descontaminação, ela tem como finalidade garantir uma limpeza contínua do óleo hidráulico dos equipamentos. Dependendo do porte da empresa esse processo pode ser expandido para demais tipos de lubrificantes.
As análises preliminares para implementação do projeto de descontaminação de fluidos são baseadas em estudos científicos que evidenciam que 70 a 80% dos problemas em equipamentos moveis são ocasionados pela contaminação no sistema hidráulico, portanto é um ótimo ponto de partida quando se busca reduzir falhas e consequentemente reduzir custos.
Contaminação é caracterizada por qualquer material que não faça parte da composição química do óleo, portanto pode ser poeira, ferro, borracha, água, e inúmeros outros contaminantes. A pequena dimensão dos contaminantes é o principal fator que dificulta o seu combate, o fato de não ser visível a olho nú, assim cria-se uma falsa impressão de que não existe contaminação.
10.1.8. Oficina Mecânica Automotiva
O mecânico fara as observação, ajustes e troca de peça necessária, de pontos importantes dos equipamentos, ajustes e trocas esse descritos em uma OS (ordem de serviço). Caso seja preciso trocar alguma peça, o mecânico deve comunicar imediatamente ao seu gestor. O gestor fara a requisição junto ao almoxarifado para requerer esse material, caso esse material não tenha no almoxarifado, o gestor fara uma solicitação de compra do material necessário.
10.1.9. Oficina Elétrica Automotiva
Ao mesmo tempo o eletricista automotivo fara também suas verificações, ajustes e trocas nescessários no equipamento, seguindo a mesma ordem de gestão, acima citada.
10.1.10. Oficina Borracharia
Um dos setores mais importante numa revisão de caminhão é a borracharia, já que os pneus são uns dos insumos mais caros do caminhão.
Este processo de manutenção de pneus, também será realizado na mesma vala em que esta sendo feito a manutenção mecânica.
Muito se tem que fazer, para obter excelência no controle de pneus das frotas envolvidas no trabalho canavieiro. Tem-se conhecimento de algumas atitudes, outras não, portanto será descrrita abaixo, algumas situações, que se aplicadas efetivamente, ajudará no processo de conservação. É importante, salientar que não se pode considerar 100% dos processos envolvidos na gestão, porém, selecionou-se aqueles que são os mais importantes, sendo eles:
- Verificar de forma padrão a marcação dos códigos de identificação dos pneus, efetuar o preenchimento da ficha de controle de identificação, com todos os dados dos pneus (DOT, Marca, Tipo, Medida, etc.), e em seguida lançar no sistema;
- Observar os desgastes de bordas, dos “ombros”, da central, desgastes irregulares, agressões múltiplas, separação de lonas, desgastes por rodagem com baixa/alta pressão, deterioração de flancos, talões, enfim uma série de anomalias, e sempre que puder, chamar um tecnico de algum fabricante de pneus ou renovadores para juntos identificar e ter uma definição melhor, dos possíveis problemas;
- Manter um plano constante de manutenção de calibração e medição de sulcos dos pneus de todos os equipamentos que estão em revisão, em seguida, efetuar o lançamento dos dados colhidos no sistema, para que deste modo, se tenha a qualquer momento a situação real de todos os pneus aplicados nas frotas;
- Implantar em todas as frotas os prolongadores flexíveis, para enchimento dos pneus internos, porque com isso ganha-se tempo consideravelmente importante;
- Com base nesse sistema, é possivel realizar por um determinado período, os planejamentos de gastos com compras e reformas de pneus, encaixando de forma mais eficiente possível, dentro dos controles orçamentários.
Importante ressaltar que, a empresa também tem que mostrar interesse por esses procedimentos, porque desta forma, tem-se condições materiais e humanas para a execução das tarefas.
10.1.11. Suprimentos
Todo esse processo sera alinhado junto com o setor de suprimentos, para que não venha faltar peças de reposição dos caminhões. Deve-se observar que materiais de alta rotatividade não podem faltar no almoxarifado, tipo: lâmpadas, parafuzos fuziveis, correias, etc., esses matérias e outros considerados de baixo valor aquisitivo, pode deixar um caminhão parado por uma peça de valor mínimo.
No caso de não ter o material no almoxarifado, deve-se providenciar o mais rápido possível, assim o caminhão não fica parado por muito tempo e volta a produzir.
Neste ponto, alguns problemas podem ser encontrados. Contudo é necessário contornar o mais breve. Pois este setor está diretamente ligado a manutenção dos equipamentos, e sendo assim, esta diretamente ligado ao tempo de ociosidade de um veículo.
Os problemas mais comuns são:
Área de Compras – Pode-se ter problemas com o nível do profissional da área de compras, isso é comum de acontecer em muitas empresas, pois esse profissional não é específico para tratar dos itens de manutenção. Ou seja, não tem uma qualificação mínima ou experiência para tratar da aquisição de itens de máquinas e equipamentos. Isso pode comprometer a manutenção pois, tais itens, são alterados por um número ou uma letra, mudando de maneira significativa o comportamento desse item. Como exemplos: componentes elétricos, válvulas em geral, cilindros pneumáticos, lubrificantes, entre outros.
Especificação - Um outro problema comum de acontecer são as falhas de especificação de um item quando cadastrado no estoque ou na hora de fazer uma solicitação via compra direta. Sabe-se que muitas peças e componentes usados na manutenção de caminhões, tem especificações similares entre um tipo e outro. Pode-se citar como exemplo as especificações de peças fabricadas como materiais, no caso de itens comerciais, especificação de rolamentos (um rolamento ZZ ou ZZ-C3 tem grande diferença de aplicação), itens elétricos como disjuntores, contatores, placas eletrônicas, relés, entre outros.
Estoque de segurança - Estoque de segurança é a quantidade mínima que deve existir em estoque. Essa característica atribuída nos estoques tem a finalidade de cobrir eventuais atrasos no suprimento (reposição do estoque máximo), itens em falta no mercado fornecedor ou de itens importados. Essa atribuição do estoque mínimo (segurança) tem como objetivo a premissa de garantir o funcionamento contínuo e eficiente do processo produtivo. Isso quer sejam materiais como a matéria prima e insumos ou em nosso caso específico dessa matéria, materiais de manutenção.
Então fica a dica, que os gestores e profissionais da manutenção sejam vigilantes nesse quesito e que, sejam parceiros das áreas internas envolvidas. E assim, colocando essas questões em debate, para que todo o processo desde a aquisição de materiais ou serviços sejam adequados as necessidades da empresa e principalmente, com fornecedores qualificados e idôneos. Entretanto, a problemático do estoque, é muito mais complexa, pois envolve em sua cadeia dados e informações de unversos distintos, o que poderia acarretar em uma longa discussão sobre esta temática, e isto não é o objetivo deste projeto.
10.1.12. Caldeiraria e Solda
Ao termino das atividades do mecânico, eletricista e revisor, a caldeiraria fará suas correções caso seja preciso, obeserva-se que a parte de solda e corte com maçarico, so podem trabalhar depois que as outras áreas teminem suas tarefas, por questão de segurança.
10.1.13. Segurança do Trabalho
Todo processo é acompanhado por um técnico de segurança dos trabalhos para todos os colaboradores envolvidos no processo estejam usando todos os EPIs (equipamento de proteção individual) nescessária para a execução das tarefas cabíveis, alguns procedimentos devem ser tomados nas operaçoes:
11. Manutenção e a Segurança
Qual a relação que pode-se atribuir entre a Manutenção e a Segurança do trabalho? Sabe-se que quando se fala em Segurança do trabalho é possivel avaliar sob duas óticas distintas, as condições que se referem ao ambiente físico como edificações, máquinas e equipamentos e sob a ótica do comportamento humano.
Para identificar essas situações, as duas formas de relatar essas ocorrências no meio industrial é o que cham-se por “condição insegura” e de “ato inseguro”.
Essa abordagem foca o papel da manutenção sob essas duas óticas, ou seja, o quanto a manutenção executada de forma segura, consciente, regular e sistemática é essencial para manter um ambiente seguro e assegurar a confiabilidade do equipamento, das máquinas e principalmente contribuindo para um ambiente de trabalho sem riscos.
Então é possível afirmar que a falta de manutenção ou a manutenção inadequada podem provocar situações de riscos, acidentes e problemas de saúde para todos os colaboradores da empresa.
O fator relevante nessa abordagem é que a manutenção é uma atividade de muitos riscos devido a maior exposição desses colaboradores. Desta forma, o papel do gestor é muito importante para que esse trabalho seja bem planejado, e que o foco da equipe seja de um comportamento seguro e de qualidade na realização das tarefas.
É correto afirmar que o papel do gestor é prioritário, cabendo a ele garantir que a segurança esteja em primeiro lugar na sua gestão. Pode parecer estranho esta afirmação, contudo, ao longo de suas carreiras, os trabalhadores desta área aprendem que seu ambiente de trabalho não é seguro e as pessoas não se preocupam em praticar a segurança, tudo isso favorece na instabilidade e performance de todos em sua volta e certamente os resultados serão afetados.
Então quais seriam as formas e os meios necessários para que isso aconteça na equipe de manutenção? Para esclarecer e melhor elucidar, será demostrado abaixo uma tabela com Tarefas, Material, Riscos e Recomendações encontrados em uma oficina de caminhões pesados.
Tabela – 1 Tabelas de atribuiç ões e riscos de uma gararegem de caminhões pesados de uma empresa canavieira.
|
Tarefa |
Material usado |
Riscos existentes |
Recomendações de Segurança e Proteção |
|
Desmontagem e montagem de máquinas |
Ferramentas manuais Bancada |
Químico: contato com inseticidas, óleos e graxas impregnados nas maquinas
Mecânico: acidentes com ferramentas; queda de objetos sobre o corpo
Ergonômico: deslocamento de peso - postura e trabalho em pé. |
- As máquinas devem ser previamente limpas pelos usuários antes de envio para manutenção; - Não utilizar ferramentas improvisadas (facas, tesouras, etc.) Inspecionar periodicamente as ferramentas e consertar/substituir as danificadas ou de má Qualidade; - Usar creme protetor de pele (*) ou Luva Nitrílica; usar aventais impermeáveis quando contato for intenso; - Utilizar banqueta ergonômica para trabalho sentado, quando possível; - Utilizar botina de segurança para proteção dos pés. |
|
Lavagem e desengraxe das peças desmontadas. |
- Desengraxante concentrado. - Vasilhas para imersão - Compressor para nebulização de peças. |
Químico: respingo na pele e olhos, umidade, formação de névoa irritante. |
- Utilizar aventais impermeáveis, óculos de ampla visão, luvas nitrílicas, bota impermeável e protetor respiratório tipo P2 para nebulização do SOLUPAN - Substituir SOLUPAN por produtos menos agressivos (*) |
|
Lavagem para retirada do desengraxante |
Compressor ar/água |
Físico: umidade Químico: respingo de produtos nos olhos e pele Mecânico: risco de ruptura do cilindro de ar comprimido do compressor |
- Usar avental impermeável e bota de borracha; - Realizar controle periódico com inspeção e teste hidrostático do compressor de ar. |
|
Outras limpezas de peças |
Querosene, Gasolina, thinner, desengraxantes tipo Spray Vasilhas para imersão das peças |
Químico: intoxicação crônica, queimaduras e dermatites. Mecânico: incêndio/ explosão |
- Usar avental impermeável; - Usar creme protetor de pele (*) ou Luva Nitrílica quando possível. - Armazenar e manter material inflamável em local fora das atividades de oficina; - Rotular embalagens contendo inflamáveis e solventes; - Manter extintor de incêndio carregado e desimpedido; - Manter avisos de " Proibido Fumar" na área. |
|
Limpeza de velas ou componentes, afiação de ferramentas |
Jogo Esmeril/ Escova para limpeza de peças e afiação de ferramentas. |
Mecânico: projeção de partículas e risco de ruptura do disco ou escova risco de acidentes em polias e correias desprotegidas |
- Instalar e manter capa protetora com visor de acrílico para rebolo e escova; - Verificar proteção das polias e correias. |
|
Corte e Soldagem de peças e componentes |
Máquina de Solda elétrica, equipamento de Corte e Solda a base de Oxiacetileno |
Químico: inalação de fumos metálicos (risco de intoxicação com metais pesados - manganês, níquel) Físico: Radiação ultravioleta – risco de lesão de córnea e outros danos nos olhos. Mecânico:Risco de retrocesso de chama e explosão do cilindro; Risco de queimaduras |
- Usar mascara para soldador com lentes protetoras contra radiação ultravioleta; - Para soldagem em aço inox usar proteção respiratória tipo P2; - Uso de luvas e aventais de raspa para proteção contra queimaduras; - Tanques de combustíveis só podem ser soldados após descontaminação completa e retirada de gases – Não realizar soldagem em locais confinados ou próximo a produtos inflamáveis; - Instalar dispositivo contra retrocesso de fluxo e de chama para equipamento Oxi-acetileno (*) |
|
Retirada e colocação de máquina nas viaturas e nas bancadas |
Talha mecânica, elétrica ou guincho hidráulico, Máquina Leco pesada |
Mecânico: Risco de acidentes na movimentação de peso. |
- Sugerimos substituição das talhas fixas por guincho hidráulico móvel para maior mobilidade. - Identificar de modo visível a capacidade de carga da Talha/guincho; - Inspecionar e realizar manutenção periódica no equipamento verificando desgaste dos dentes da catraca e dos elos da corrente - documentar inspeção na talha/guincho; - Evitar trabalhar sozinho na movimentação de peso.
|
|
Carregamento de baterias para Máquinas |
Carregador Elétrico para baterias |
Mecânico: queimaduras e choque elétrico Fogo e faísca podem desencadear incêndio |
- Não utilizar carregador de baterias em proximidade com produtos inflamáveis - Verificar periodicamente as condições da fiação, chaves de acionamento e aterramento elétrico do carregador |
|
Teste dos motores depois de montados |
Máquina motorizada |
Físico: Acidente - Risco de Queimadura no manuseio da máquina |
- Usar protetor auricular. Caso necessite retirá-lo para regular o motor, realizar no máximo duas regulagens da máquina por dia. Máquina só regular com uso de instrumentos. - Adaptar etiqueta de alerta contra queimadura. |
|
Limpeza das mãos/ braços |
Uso inadequado de solventes |
Químico: intoxicação crônica e dermatites ocupacionais |
- Usar pasta desengraxante a base de produtos naturais para limpeza das mãos (*) |
Fonte: Autor, através de pesquisa exploratória.
11.0.14. Resíduos Solido em Oficina Automotiva
O crescente desenvolvimento tecnológico causou um aumento significativo na geração de resíduos, em suas mais variadas formas, que necessitam de acondicionamento, transporte e disposição final específicos para cada classe de material. A falta de um gerenciamento adequado de resíduos, especialmente por parte das empresas, é um problema ambiental extremamente grave em virtude dos diferentes compostos químicos oriundos deste meio.
A Norma NBR 10004 – Resíduos Sólidos – Classificação, revisada em 2004, define os resíduos sólidos como sendo:
Resíduos nos estados sólido e semi-sólido, que resultam de atividades de origem industrial, doméstica, hospitalar, comercial, agrícola, de serviços e de varrição. Ficam incluídos nesta definição os lodos provenientes de sistemas de tratamento de água, aqueles gerados em equipamentos e instala- ções de controle de poluição, bem como determinados líquidos cujas particularidades tornem inviável o seu lançamento na rede pública de esgotos ou corpos de água, ou exijam para isso soluções técnica e economicamente inviáveis em face à melhor tecnologia disponível (ABNT/NBR, 2004).
Segundo a ABNT 10004 os resíduos sólidos devem serem estocados da seguinte forma:
-
11.1. PAPEL E PAPELÃO
De acordo com a NBR 10004, que classifica os resíduos sólidos, o papel e o papelão se enquadram na classe II – A não inertes. O modo correto de estocar esses resíduos é em local coberto, a fim de que não entrem em contato com os demais resíduos para que não haja contaminação. Na empresa, a estocagem deve ser feita em um depósito coberto e feito fardos, No fim de algum período este material deve ser descartado (vendido), gerando renda para a empresa já que se torna uma sucata rica.
-
11.2. VIDROS
Os vidros, que representam os para-brisas e as janelas laterais dos caminhões, são armazenados de forma individual, de acordo com a NBR 10004 que classifica os resíduos sólidos quanto a sua periculosidade. Os vidros determinados na empresa se enquadram na classe II – B Inertes e devem ser dispostos em um local onde não sofram danos nem ofereçam risco aos funcionários e aos responsáveis pela coleta. Ainda assim, o destino adequado para os vidros é a reciclagem ou a reutilização e não a coleta pública de resíduos sólidos.
-
11.3. BATERIAS AUTOMOTIVAS
As baterias dos caminhões são acondicionadas de forma individual. Segundo a NBR 10004, baterias se enquadram na classe I – Perigoso, pois apresentam uma ou mais das seguintes características: inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade.
As baterias devem ser estocadas em um depósito coberto dentro das dependências da empresa. As coletas das baterias são efetuadas por uma empresa qualificada, que faz a separação de cada constituinte da bateria e se responzabiliza por seus destinos adequados, também viram sucata rica, pois devem ser trocadas por baterias novas.
-
11.4. PNEUS
Os pneus, grandes responsáveis por contaminações e proliferações de doenças, são acondicionados de forma individual. Segundo a NBR 10004, os pneus utilizados e dispostos na empresa se enquadram como resíduos classe II – B Inertes. São estocados em um depósito coberto, de maneira correta, mas podem ser junto aos demais resíduos existentes na empresa, podendo entrar em contato com substâncias oleosas. A empresa que fornece os pneus é responsável por sua coleta e destinação final, também podem virar sucata rica, pois podem ser vendidos a empresas qualificadas.
-
11.5. METAIS
Os metais são basicamente molas, peças e ferro fundido provenientes da reposição das peças dos veículos. A NBR 10004 enquadra esses materiais na classe II – B Inertes. Sua estocagem deve ser feita em um depósito coberto. Essas peças metálicas podem ser encaminhadas para a empresa de reciclagem na qual é efetuada a venda do resíduo para um “ferro velho”.
-
11.6. ESTOPAS
As estopas são utilizadas na limpeza de peças dos funcionários que manipulam resíduos como óleos e devem ser acondicionadas em um deposito, tipo tambor de 200 lts. De acordo com a NBR 10004, as estopas se enquadram na classe I – Perigosos, pois apresentam uma ou mais das seguintes características: inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade. A estocagem das estopas na empresa é realizada em setor coberto anexo à cada setor da oficina. A disposição desses resíduos deve ser em Aterro para Resíduos Perigosos (ARIP) ou incineração, outra alternativa é encaminhá-los ao reaproveitamento, devido ao seu poder calorífico em substituição aos combustíveis fósseis, após licenciamento pelo órgão ambiental (alternativa adotada pela empresa).
-
11.7. FILTRO DE OLÉO
Os filtros depois de seu uso, devem ficar em posição vertical para que sejam retirados o excesso de óleo, depois serem acondicionados em tonéis de 200 litros e colocados em local coberto. De acordo com a NBR 10004, os filtros de óleos se enquadram na classe I – Perigoso, pois apresentam uma ou mais das seguintes características: inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade.
A estocagem desse resíduo é feita no pátio coberto da oficina. A maneira adequada de coleta consiste na separação das partes constituintes do filtro para posterior destinação de cada resíduo de acordo com sua especificação.
-
11.8. PLÁSTICOS
De acordo com a NBR 10004 que classifica os resíduos sólidos quanto a sua periculosidade, os plásticos determinados na empresa enquadram-se na classe II – B Inertes. Na empresa, grande parte da matéria prima utilizada na oficina mecânica vem embalada em plásticos, é feita, ainda, grande utilização de copos descartáveis, utilizados para o consumo de cafezinhos e de água. Esses resíduos também devem ser acondicionados em depósitos adequado para possível descarte como sucata rica.
Esses resíduos, devido ao seu potencial poluidor, causam danos ao meio ambiente quando acondicionados, estocados ou descartados de forma inadequada. O encaminhamento dos resíduos, de acordo com as alternativas propostas, não agregará grandes custos à empresa, mas proporcionará uma maior segurança quanto ao cumprimento da legislação e melhoria da sua imagem perante a sociedade e os órgãos de controle ambiental.
-
11.9. OLEO LUBRIFICANTE USADO
A Resolução do CONAMA n. 362/2005, estabelece em seu artigo 10. que “Todo óleo lubrificante usado ou contaminado deverá ser recolhido, coletado e ter destinação final, de modo que não afete negativamente o meio ambiente e propicie a máxima recuperação dos constituintes nele contidos...”, já que considera que o descarte de óleo lubrificante usado ou contaminado de forma inadequada poderá afetar as propriedades do solo e cursos d’água, tendo em vista a presença de toxicidade e a geração de gases residuais nocivos ao meio ambiente e a saúde pública.
A mesma resolução reconhece que o processo tecnológico denominado rerrefino, corresponde ao método ambientalmente mais seguro para a reciclagem do óleo lubrificante usado ou contaminado, e, portanto, a melhor alternativa de gestão ambiental deste tipo de resíduo.
Esses resíduos, devido ao seu potencial poluidor, causam danos ao meio ambiente quando acondicionados, estocados ou descartados de forma inadequada. O encaminhamento dos resíduos, de acordo com as alternativas propostas, não agregará grandes custos à empresa, mas proporcionará uma maior segurança quanto ao cumprimento da legislação e melhoria da sua imagem perante a sociedade e os órgãos de controle ambiental.
12. DIFICULDADES DE CUMPRIMENTO DO CRONOGRAMA ANUAL
Outro problema muito comum é conseguir seguir à risca o plano de preventivas anual, o “famoso” mapa das 52 semanas. Muito comum esse plano ser descumprido por conta de necessidades de produção, por problemas de verbas entre outras justificativas.
A estratégia de manutenção usando o método da Preventiva é essencial para restaurar as condições ideais de funcionamento de máquinas e equipamentos. Como visto em livros, artigos e etc., as suas vantagens se sobrepõem as suas desvantagens e de alguma maneira é possivel minimizar seus efeitos.
Para isso se faza necessário ter um PCM extremamente atuante e uma equipe comprometida. Para que se tenha os melhores resultados nessas intervenções. Isso se torna possível com um planejamento eficiente e com foco nos maiores problemas identificados. Por isso a importância dos históricos e dados estatísticos de cada máquina ou equipamento.
É através dessas informações que se identifica e resolve-se certos problemas, as vezes crônicos e que, e assim, comprovasse o resultado da manutenção preventiva na estratégia da manutenção.
13. QUALIDADE DE MANUTENÇÃO COMPROMETIDA
Qualidade de Manutenção – Sabesse que conviver com máquinas quebrando aumentando o índice de manutenção corretiva é o pior, dos resultados, para as empresas. Então aparecem as justificativas de que o setor não conta com um planejamento de manutenções preventivas ou se tivesse ao menos algumas manutenções planejadas e coisas do tipo.
Agora digasse que a empresa possui uma boa estrutura e planejamento na área de manutenção, e que mesmo assim ocorrem problemas de manutenções corretivas que não deveriam. Se a equipe contar com um bom planejamento de análise de falhas pode chegar a algumas conclusões que via de regra, não deveria acontecer. Ou seja, apontasse para o nível de qualidade de serviços externos e diversos materiais como peças e componentes usados nas manutenções, que via de regra não deveria ser o causador das falhas que estão gerando essas manutenções corretivas.
Como exemplos, alguns materiais de manutenção como correias, correntes, rolamentos, buchas, cilindros pneumáticos, válvulas em geral, elementos de fixação, engrenagens, entre outros. E quanto à serviços externos, necessidades de usinagem de cilindros hidráulicos, filtragem de óleo, serviços de preditiva entre outros.
14. CAUSAS PARA FALHAS NOS PROCESSOS DE MANUTENÇÃO
É importante entender que os problemas ineretes a manutenção, extrapolam apenas a questão maquinário. É necessário entender que esse universo engloba caracteristas de vários outros universos, e que ainda estão aliadas a uma boa aplicação de um profissional, e ainda ao bom uso de determinados profissionais. Pode-se evidenciar alguns exemplos típicos para que isso possa acontecer, tais como:
-
14.1. Custo do material ou serviço
Com certeza nesse quesito talvez possa estar o maior problema atrelado a qualidade dos serviços ou de peças e componentes de máquinas e equipamentos. Aquela velha premissa de “temos que baixar nossos custos”, faz com que muitos setores da empresa embarquem nesse erro de buscar o mais barato, e como diz o velho ditado popular, “o barato sai caro”.
Imagine durante uma preventiva trocar alguns itens como rolamentos, correntes, correias e não se dar conta que são itens inferiores devido ao baixo custo de aquisição, itens de baixa qualidade e sabemos que isso é comum de acontecer.
Tais itens que deveriam ter uma vida útil considerável, acabam por danificarem antes do tempo e causarem as corretivas indesejadas.
E quanto a serviços não é diferente, baixo custo que vem com má qualidade devido a mão de obra ineficiente e pouco qualificada.
-
14.2. Fornecedor
Nesse quesito também é possível apontar problemas quando o fornecedor não foi devidamente qualificado para fornecer certos itens para a manutenção. Como exemplo os fornecedores de serviços de usinagem, reparos de motores e equipamentos eletroeletrônicos em geral.
-
14.3. Inspeção de qualidade
É comum muitas empresas, em especial a Manutenção, precisar de peças e componentes de fabricação externa como engrenagens, eixos, peças com troca de buchas (alavancas, roldanas, cilindros, etc.), polias e dispositivos específicos de caminhões canavieiros.
O que acontece às vezes, é esse material entrar no estoque ou retornar de um reparo sem a devida inspeção quanto a alguns itens que podem ser verificados como medidas, estar de acordo com o desenho, materiais utilizados estão de acordo como bronze ou aço na fabricação de buchas e eixos por exemplo. Se não tem como inspecionar, os problemas irão apareccer na hora de utilizar ou pior, depois de utilizado.
O controle da manutenção é feito através da criação e da gestão de indicadores, que servirão como base para a tomada de decisões estratégicas. Sem os indicadores da manutenção, fica impossível saber se as decisões tomadas são certas ou erradas, assim como em qualquer outra área de atuação.
-
14.4. KPI’s – Key Performance Indicators
Já existem inúmeros indicadores pré-estabelecidos para um acompanhamento eficaz das atividades da MCC. Os indicadores considerados como mais importantes, são os indicadores referentes aos custos, não apenas pelo custo real do ativo, mas sim pelo poder de tomada de decisão que esses indicadores podem trazer.
Os desafios são constantes no setor de manutenção, os gestores estão sempre focados em manter o equipamento funcionando bem, controlando melhor os custos da MCC e realizando investimentos de maneira correta, de forma em que os retornos venham em tempo hábil para manter o nível de competitividade no mercado.
Para a implantação de qualquer indicador, é necessário, que se tenha uma sistemática para coleta e tratativa dos dados. Por exemplo: podemos usar uma ordem de serviço para coleta dos dados e uma planilha eletrônica ou software de manutenção para tratar esses dados e gerar os indicadores.
-
14.5. INDICADOR 1 – Benchmarking
É um processo de comparação de produtos, serviços e práticas empresariais, e é um importante instrumento de gestão das empresas. O benchmarking é realizado através de pesquisas para comparar as ações de cada empresa.
É o processo de melhoria da performance pela contínua identificação, compreensão e adaptação de práticas e processos excelentes encontrados dentro e fora das organizações. Consiste basicamente na comparação de resultados entre empresas e setores, sendo da mesma área de atuação, ou não.
Veja, o gráfico abaixo, um exemplo da utilização do Benchmarking para obtenção de dados sobre Custos Anuais de Manutenção.
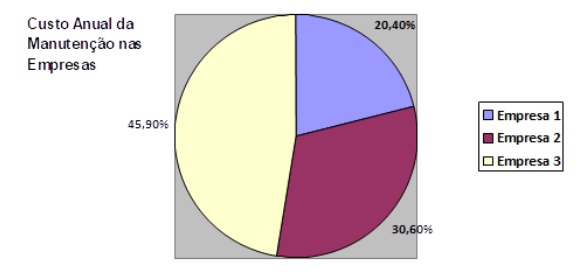
Gráfico 1 – Custo anual de manutenção
-
INDICADOR 2 – Distribuição de Atividades por Tipo de Manutenção
Esse indicador revela qual o percentual da aplicação de cada tipo de manutenção está sendo mais aplicada. Nos países de primeiro mundo, considera-se que a manutenção corretiva não planejada deve ficar restrita a, no máximo, 20% enquanto os percentuais de preditiva, preventiva e inspeções em engenharia de manutenção crescem.
De um modo geral, tanto no Brasil quanto no exterior, a manutenção preventiva oscila entre 30 e 40% na média. Evidentemente o tipo de instalação, de mão de obra e quipamento pode determinar variações para mais ou menos nesses valores. O gráfico 2, mostra um exemplo em uma determinada indústria:
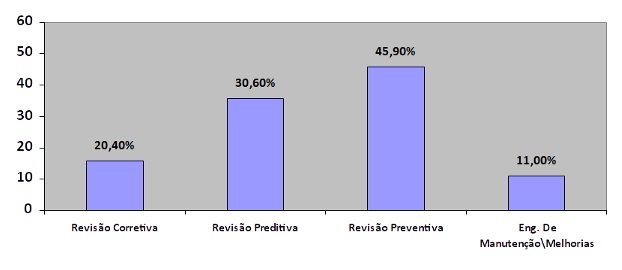
Grafico 2 – Ganhos em % dos tipos de revisões
-
INDICADOR 3 – Cumprimento da Programação
Outro aspecto importante ligado ao planejamento e coordenação dos serviços é a relação serviços programados – serviços executados. Além de medir como está andando o planejamento indica, mesmo que indiretamente, a confiabilidade da instalação. O objetivo é que o cumprimento da programação seja de 100%.
A estudos que considera que esse número deva estar sempre acima de 75%.
-
14.6. INDICADOR 4 – Tempo Médio Entre Falhas (MTBF)
Podemos considerar que o MTBF (sigla em inglês para Mean Time Between Failures) é um dos indicadores mais importantes para o setor de manutenção. Através dele podemos enxergar globalmente como a manutenção está sendo administrada de um modo geral.
Esse indicador consiste basicamente em medir o tempo médio entre uma falha e outra. A forma mais eficiente de administrar esse indicador é aplica-lo a cada equipamento, dessa forma, as ações podem ser aplicadas de forma individual, facilitando as ações.

Por exemplo. Se durante um ano o caminhão rodou 18500 km, depois 22000 km, depois 10000 km e finalmente 35000 km, o MTBF será:

-
14.7. INDICADOR 05 – Tempo Médio para Reparo (MTTR)
Esse indicador é usado principalmente para analisar a eficiência dos trabalhos das equipes de manutenção corretiva. Podemos medir de forma prática quanto tempo as equipes dedicam para a solução de problemas corriqueiros e repetitivos, com a finalidade de encontrar uma causa raiz do problema e assim, traçar uma estratégia para solução.
O número de MTTR também compõe a equação para cálculo da disponibilidade, outro indicador importante para as empresas. Ao contrário do MTBF, esse indicador pode ser usado de forma global (dividindo por setor ou área) e em intervalos de curto prazo.

Esse indicador é muito usado para verificar a eficiência de trabalho de equipes que atendem chamados externo de manutenção, onde o foco seja a manutenção corretiva.
-
14.8. INDICADOR 06 – Disponibilidade
O cálculo de disponibilidade de um equipamento ou instalação tem muito a dizer sobre os seus processos de manutenção e operação. Como vimos no início desse capítulo, o objetivo principal do PCM é participar da garantia da DISPONIBILIDADE e CONFIABILIDADE dos equipamentos ativos.
Uma vez que tenhamos os valores do MTBF e do MTTR, podemos calcular a disponibilidade que é dada pela seguinte relação:
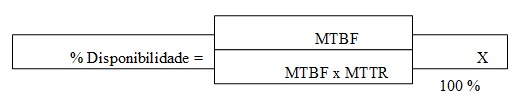
Padrões denominados “Classe Mundial” determinam que o valor da Disponibilidade Global dos equipamentos e Instalações devem ser maiores ou iguais a 90%. Mas podemos considerar que números acima de 80% já são bons padrões, porém, com capacidade de melhora, estamos vendo na prática que esse número pode ser almentado ou para cada tipo de equipamento colocar um indicador de disponibilidade.
-
14.9. INDICADOR 07 – Retrabalho
Retrabalhos são repetições ocasionadas por problemas ligados às seguintes falhas: Mão de Obra; Material; Problemas de Projeto; Problemas de Operação.
O acompanhamento dos retrabalhos permite rastrear sua causa e corrigi-la. Levantamentos levados a efeito no Brasil dão conta que a maior causa dos retrabalhos está relacionada a problemas de mão de obra, o que reforça a necessidade de se investir no treinamento e capacitação; no nosso caso o retrabalho estar relacionado à mão de obra e ferramentas de trabalho.
O indicador de retrabalho deve ser tomado em relação ao total de serviços executados.

Essa forma de medir não leva em conta o porte do serviço, nem a indisponibilidade do equipamento. Desse modo, outras maneiras de medir são:
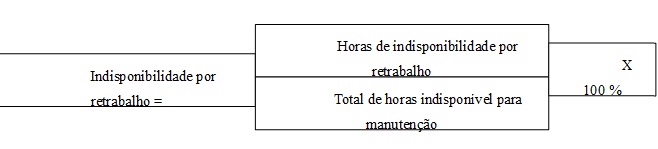
-
14.10. INDICADOR 08 – Confiabilidade
Os resultados operacionais são extremamente dependentes da eficácia da manutenção. Quanto maior a disponibilidade maior poderá ser a produção; quanto mais confiáveis são os equipamentos, maior será a certeza de produzir bens dentro das especificações.
A disponibilidade já citada no indicador 06 é função da confiabilidade, representada pelo Tempo Médio entre Falhas (MTBF) e pela manutenibilidade, representada pelo Tempo Médio para Reparo (MTTR).

A melhoria da confiabilidade passa por uma série de ações que envolvem as revisões, especificação, compra, manutenção, fornecedor ou fabricante etc., no entanto, abordaremos somente as ações que, oriundas das revisões, promovam a melhoria da confiabilidade de equipamentos e instalações.
A primeira é o acompanhamento de falhas repetidas (equipamentos crônicos) seguida da atuação adequada.

Normalmente este indicador é aplicado, em primeiro lugar, aos equipamentos críticos ou classe A de uma industria ou unidade. Resolvida a situação dos equipamentos críticos, pode-se passar para os equipamentos B e assim por diante.
Outra forma de promover o acompanhamento de itens que levam a uma baixa na confiabilidade da industria é proceder-se a estratificações aplicando gráfico de Pareto. Por exemplo:
Pelo histórico determinam-se quais os caminhões que mais falharam em seguida, quais as causas que levaram aquelas falhas na classe dos caminhões que mais falhou. Determinada a causa principal de falhas, promove-se o seu bloqueio através dos métodos de análise de falhas existentes. Outro aspecto fundamental para a manutenção é o acompanhamento das perdas operacionais e quais as perdas originadas por problemas de manutenção.
15. CONCLUSÃO
A proposta de um plano de Manutenção Centrada em Confiabilidade para uma empresa açucareira, que apresenta deficiências no setor de manutenção, apresentado como TCC, baseia-se na padronização das atividades de manutenção, controle de forma simples das rotinas de manutenção, fluxo de informações organizado, delegação de responsabilidade, treinamento da equipe, valorização dos colaboradores.
Utilizou-se de alguns conceitos de técnicas de gestão como Diagrama de Árvore, Ciclo PDCA, e Manutenção Centrada em Confiabilidade, onde objetivou-se obter um modelo de plano de manutenção que facilite a implementação na empresa em estudo e que possa contribuir para a melhoria global do negócio; reduzir os custos operacionais e de estoques de peças sobressalentes, ampliando o lucro operacional; reduzir paradas imprevistas por causa de falhas e tempo de reparo; e aumentar a confiabilidade, disponibilidade, segurança e vida útil dos componentes, com propósito de garantir qualidade e eficiência de transporte e descarregamento de cargas na empresa estudada.
O plano de manutenção proposto nesse Trabalho de Conclusão de Curso proporciona novos estudos voltados para o gerenciamento da manutenção. Vale ressaltar que a proposição de plano de manutenção é apenas o primeiro passo para se buscar a excelência nas organizações, havendo a necessidade de implantação do mesmo na empresa em estudo ou em outras que se adequem ao perfil do plano.
Sugere-se a aplicação desse modelo, a avaliação dos resultados e as adaptações necessárias como proposta de trabalho futuro, bem como a utilização de outras ferramentas encontradas na literatura sobre gerenciamento da manutenção.
Todos os procedimentos de todos os setores teram tempo determinados para cada serviço, serar cronometrado todos os serviços e verificados onde estão os gargalos, desse modo usando a ferramenta PDCA, melhoraremos todos os processos da revisão preventiva centrada na confiabilidade.
Esse é um procedimento que envolve vários setores da empresa, gestores da oficina, supervisão, gerencia, diretoria etc., estamos visando uma melhor disponibilidade dos caminhões canavieiros da empresa.
Para que a manutenção preventiva venha fucionar corretamente, todos os setores devem estar engajados nesse propósito, um ponto crucial é o setor de suprimentos, como já foi citado, não se pode deixar faltar peças de rotatividade alta e valos de aquisição baixo, tipo, lâmpadas, parafuzos, fuziveis, etc., a empresa deve fornecer condições de trabalho para os colaboradores fornecendo ferramentas especificas para que o diagnostico do problema seja diagnosticado com maior precisão e velocidade.
Deve-se montar uma equipe de colaboradores direcionadas diretamente para a revisão peventiva, seria: 1 revisor, 1 eletricista, 1 mecanico, 1 lider; todos se ajudam nas atividades no caminhão, uma maneira de agilizar a manutenção e aumentar a disponibilidade, esses colaboradores seram exclusivos para a manuteção, quando não houver caminhão para revisão os colaboradores estaram disponíveis para outras atividades.
Em anexo colocarei um palno de revisão adequado para uma revisão adequada para os caminhões canavieiros e que podem ser utilizados nos caminhões de apoio a empresa, tipo, caminhões de socorro e caminhões de manobras diversas.
Todos os setores de uma empresa precisão de seus equipamentos rodando em perfeito estado, com um plano de manutenção preventiva adequado e confiável, todos saíram ganhando, o equipamento estarar sempre em perfeito estado e disponível para atender as nescessidades para qual ele foi adquirido.
16. ANEXO 1 - DESCRIÇÃO DE UMA ORDEM DE SERVIÇO DE REVISÃO PREVENTIVA C A M I N H Õ E S C A N A V I E I R O S & A U X I L I A R E S.
Descrição dos serviços de revisão preventiva, os quais deverão ser executados por ocasião da troca de óleo do motor do veículo, ou seja, a cada 15.000 km ±500 km ou 300±15 horas de trabalho, se o veículo estiver equipado com horimetro, ou ainda conforme determinação do laboratório de lubrificantes.
IMPORTANTE:
Antes de iniciar os trabalhos, solicitar a lavagem completa do veículo, a fim de facilitar as inspeções visuais.
Antes de iniciar os trabalhos, conversar com o motorista do veículo, buscando informações sobre eventuais anormalidades de funcionamento e anotá-las a mão nos espaços disponíveis em cada item da revisão.
IDENTIFICAÇÃO DO VEÍCULO E FUNCIONÁRIOS RESPONSAVEIS:
Marca\Modelo
Numero de Frota
DATA
Motorista
EIXO DIANTEIRO
Pontos de lubrificação obrigatória, a graxa.
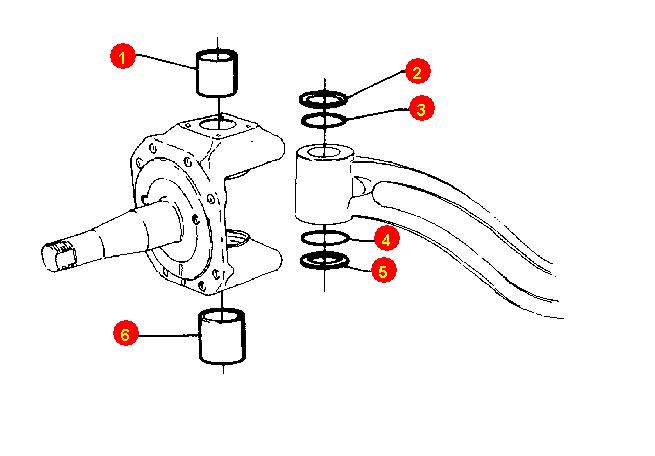
.Verificar e ajustar/reparar, se necessário:
-
Convergência das rodas direcionais;
-
Estado físico da barra de ligação (deverá estar retilínea!)
-
Folga axial dos embuchamentos das mangas de eixo;
-
Folga radial dos rolamentos dos cubos das rodas – graxa ou óleo;
-
Estado de todos os terminais do sistema de direção;
-
Funcionamento normal da caixa hidráulica de direção; (ausência de ruídos)
-
Nível correto de fluido no reservatório da direção hidráulica;
-
Ruídos estranhos/anormais na bomba hidráulica de direção;
-
Tensão da correia da polia da bomba hidráulica de direção, se houver –
Alguns tipos de veículos a bomba são acionados por engrenagem.
MOTOR DIESEL
-
Trocar óleo (15W40) (ou o recomendado pelo fabricante) & filtro. (limpar filtro rotativo – somente Scania);
-
Drenar água do filtro sedimentador de combustível (normalmente, Racor)
-
Trocar filtros de combustível se for a hora;
-
Medir restrição do filtro de ar - 1.700 RPM (máx = 625 a 750 mm/H20);
-
Se a restrição estiver acima de 650 mm/H20 (aspirados) ou 750mm/H2O (turbos) substituir os filtros por novos ou limpos, criteriosamente;
-
Testar o correto funcionamento do indicador de restrição do filtro seco de ar – na dúvida, substitua o dispositivo;
-
Examinar, se presente, a embreagem viscosa da hélice do ventilador;
-
Reapertar, se necessário, porcas / parafusos de fixação do coletor de descarga;
-
Verificar eventual folga na polia da bomba d’água;
-
Examinar tensão correta do esticador da correia;
-
Examinar tensão de outras correias do motor, se houver;
-
Checar correto funcionamento do freio-motor;
-
Examinar tampas de vedação e pressão do vaso de expansão do sistema de refrigeração – completar nível de fluido, se necessário;
-
Verificar a origem de qualquer ruído anormal no motor;
-
Verificar a origem de qualquer vazamento hemorragico, de água ou óleo, no motor;
-
Regular válvulas e revisar bicos injetores, se for a hora – Este serviço é executado obrigatóriamente, a cada 40.000 km, 1.200h ou, no mínimo, uma vez por ano. Motores eletrônicos, seguir recomendação do Fabricante.
-
Se os bicos mecanicos forem removidos para revisão, a bomba injetora também deverá ser removida;
-
Examinar intercooler e radiador de água quanto a limpeza das colméias;
-
Examinar estado dos coxins do motor.
EMBREAGEM
-
Testar desligamento total (completo desacoplamento), em marcha-à-ré, 1.000 RPM, após 4 segundos do acionamento do pedal: a marcha-à-ré não poderá “raspar”;
-
Verificar barulho estranho ao acionar o pedal de embreagem;
-
Verificar o nível de fluido (Dot 4) no reservatório do cilindro-mestre atuador do servo-embreagem;
-
Examinar servo-embreagem;
-
Se o servo-embreagem possuir indicador do (s) desgaste(s) do(s) disco(s) de fricção, conferir a medida do pino deslizante;
-
Teste de acoplamento total: calçar bem as rodas de tração e aplicar o freio de estacionamento; engatar a marcha de maior velocidade (16ª. nos Mercedes e 12ª. nos Scania/Volvo) Acelerar o motor @ 1800 RPM e soltar gradualmente o pedal de embreagem – quando a rotação começar a cair, acelere totalmente o motor, soltando devagar o restante do pedal: a embreagem deve ser capaz de “apagar o fogo” do motor, ou seja, o motor tem de parar, “brecado” pela embreagem. Se o motor não “apagar” e continuar a girar entre 1100 e 1200 RPM, coloque o cambio em “ponto morto”, e deixe-o funcionar por cinco minutos para arrefecer a embreagem. No caso da embreagem não conseguir “segurar” o motor, ela já está “agonizante” e deverá ser reparada ou substituída. (É normal, após este teste, se sentir o cheiro de “lona queimada” – cuidado para não repetir este teste mais de duas vezes, no prazo de 1 hora, pois é possível que o (s) disco (s) não agüente(m) o “castigo;
CAIXA DE MARCHAS
-
Verificar se todas as marchas são engatadas com facilidade
-
Verificar o correto funcionamento do “split” (“meia-marcha”), que é acionado pelo pedal da embreagem em conjunto com o comutador elétrico ou pneumático, na alavanca de mudanças;
-
Verificar o respiro e o trocador de calor do óleo da caixa, quanto à obstrução por impurezas, palhas, terra, etc.. Limpá-los bem, se necessário.
-
Verificar existência de vazamentos de óleo na caixa; corrigi-los se forem abundantes; se forem simples merejamentos, juntando poeira, anotar e esperar a próxima revisão, observando se ocorreu piora no vazamento, que neste caso, deverá ser corrigido, quando se tornar hemorrágico, ou seja, pingando óleo no chão.
-
Verificar, pelo eixo Cardan, se existe folga excessiva no rolamento do eixo de saída da caixa de cambio, acompanhado de vazamento moderado de óleo; em caso positivo, remover a caixa para revisão e reparo.
-
Examinar o estado dos coxins da caixa.
-
Conferir nível de óleo da caixa, já fria. Existem caixas que possuem mais de um bujão de nível. Troque o óleo e o filtro (se houver) da caixa, conforme plano de lubrificação vingente. Se não for a hora, anote, pois na próxima revisão, será verificado novamente, não deixar o cambio em “ponto morto” por cinco minutos, com o motor em marcha lenta, para depois, já com o motor parado, conferir novamente o(s) nível(eis) – Esta ação, para certos tipos de caixas, serve para encher as tubulações, filtro (se houver) e o trocador de calor da caixa de cambio.
EIXOS CARDAN
-
Examinar todas as cruzetas dos eixos Cardan, quanto a folgas e passagem total de graxa pelas quatro castanhas (também chamados de “dados”)
-
Examinar folgas excessivas em luvas, garfos e ponteiras estriadas;
-
Examinar o rolamento especial do mancal intermediário (“suporte-rei”);
-
Engraxar adequadamente todos os pinos das cruzetas e luvas.
EIXOS TRASEIROS DE TRAÇÃO.
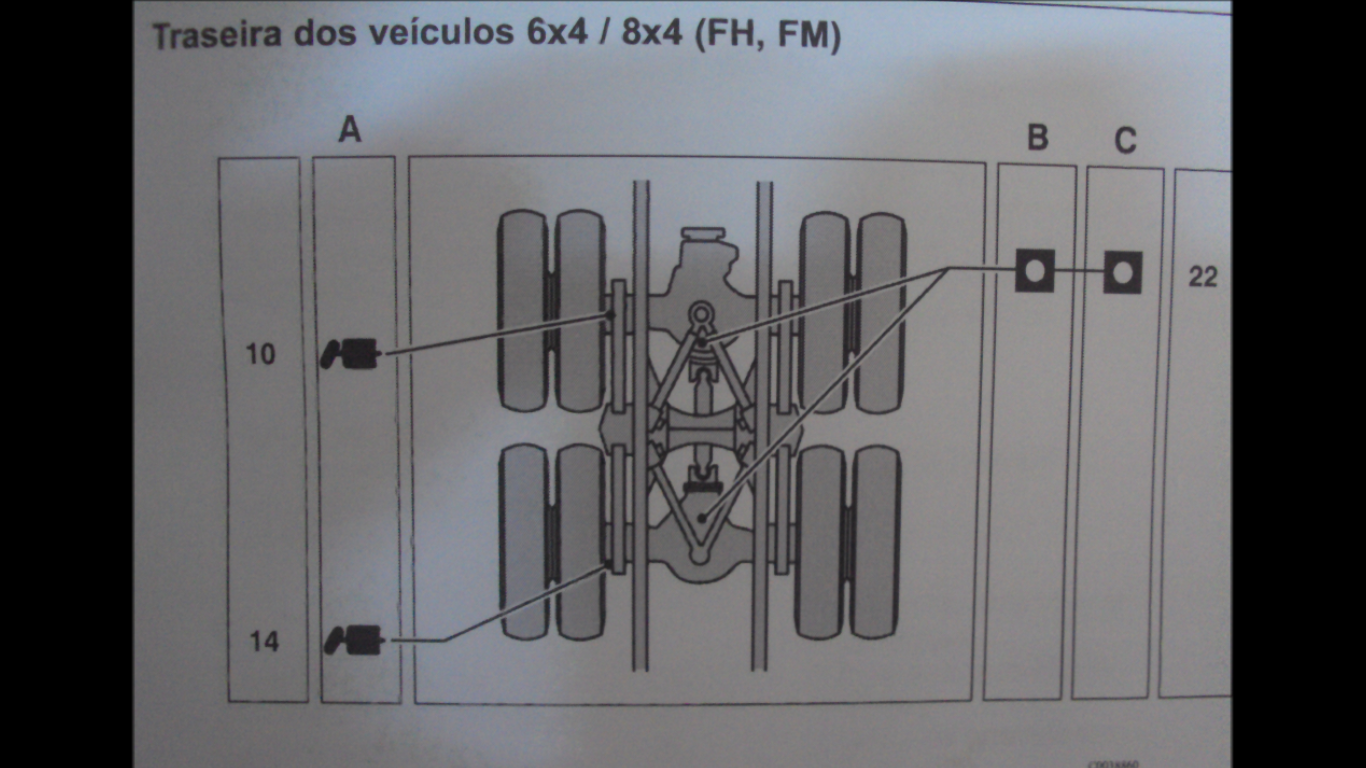
-
Erguer os eixos traseiros em cavaletes de segurança, e testar o funcionamento do bloqueio longitudinal e transversal – verificar se as luzes de aviso funcionam adequadamente.
-
Verificar, em 4ª. Marcha reduzida, com o motor @ 1.200 RPM, se os dois diferenciais e os quatro cubos planetários, operam silenciosamente, com os bloqueios desativados. Repetir a operação com ambos bloqueios engatados. Se houverem ruídos metálicos anormais, investigar a causa! Observar se existe vazamentos nos eixos dos pinhões;
-
Atenção com o período de troca de óleo dos diferenciais: seguir religiosamente o plano de lubrificação vingente, conferir o nível de óleo dos dois diferenciais;
-
Inspecionar folgas nos braços de ancoragem inferiores e superiores;
-
Verificar lubrificação a óleo ou graxa nos cubos das balanças dos feixes de molas e o aperto correto dos grampos de fixação;
-
Trocar o óleo dos 4 cubos planetários, se houver. (importante – verificar limalhas visíveis a olho nú – em caso positivo comunique imediata e antecipadamente o laboratório de Lubrificantes.);
MOLEJOS & CHASSI.
Examinar com atenção:
-
Laminas de molas, quebradas;
-
Folgas em jumelos móveis e fixos;
-
Fixação correta de algemas, grampos e abraçadeiras dos feixes de molas;
-
Sapatas de apoio dos feixes de molas traseiros;
-
Buchas dos braços de ancoragem dos eixos traseiros;
-
Barras estabilizadoras, seus mancais e amortecedores (buchas & vazamentos), se houver;
-
Longarinas, travessas, reforços, etc., quanto ao alinhamento e fixação;
-
Funcionamento correto do engate receptor do cambão das julietas;
-
Funcionamento correto da quinta roda, se for o caso;
-
Suspensão dos tanques de combustível;
-
Suspensão da tubulação de descarga e silenciador.
CABINE.
Examinar cuidadosamente:
-
Fixação dos espelhos retrovisores externos;
-
Correta abertura e fechamento das portas;
-
Funcionamento do mecanismo levantador dos vidros laterais;
-
Funcionamento do sistema de ventilação forçada;
-
Funcionamento correto do ar condicionado (quando presente) – examinar o filtro plano de papel especial, plástico ou feltro: se estiver escuro ou com máu cheiro, láve-o se for do tipo que permite isto ou substitua-o.
-
Funcionamento do mecanismo de travamento e abertura do capô do motor, inclusive os braços de sustentação mecânica;
-
Coxins, amortecedores e mecanismos de suspensão/levantamento mecânico, hidráulico ou pneumático da cabine;
-
Furos de drenagem d’água no fundo das portas (limpá-los se necessário);
-
Funcionamento correto do lavador e limpadores do para-brisa;
-
Correto funcionamento e estado dos bancos convencionais ou pneumáticos.
-
Examinar lataria da cabine, reparando eventuais corrosões, riscos, amassaduras, alinhamentos, etc.. Estes reparos, bem como os retoques de pintura deverão ser acertados com o Supervisor Técnico, para não atrapalhar a liberação do veículo para trabalho; um veículo que apresente constantemente, em toda a revisão, machucaduras diversas, deverá ser observado no campo atentamente; é necessário também comunicar o fato a área usuária.
ELÉTRICOS.
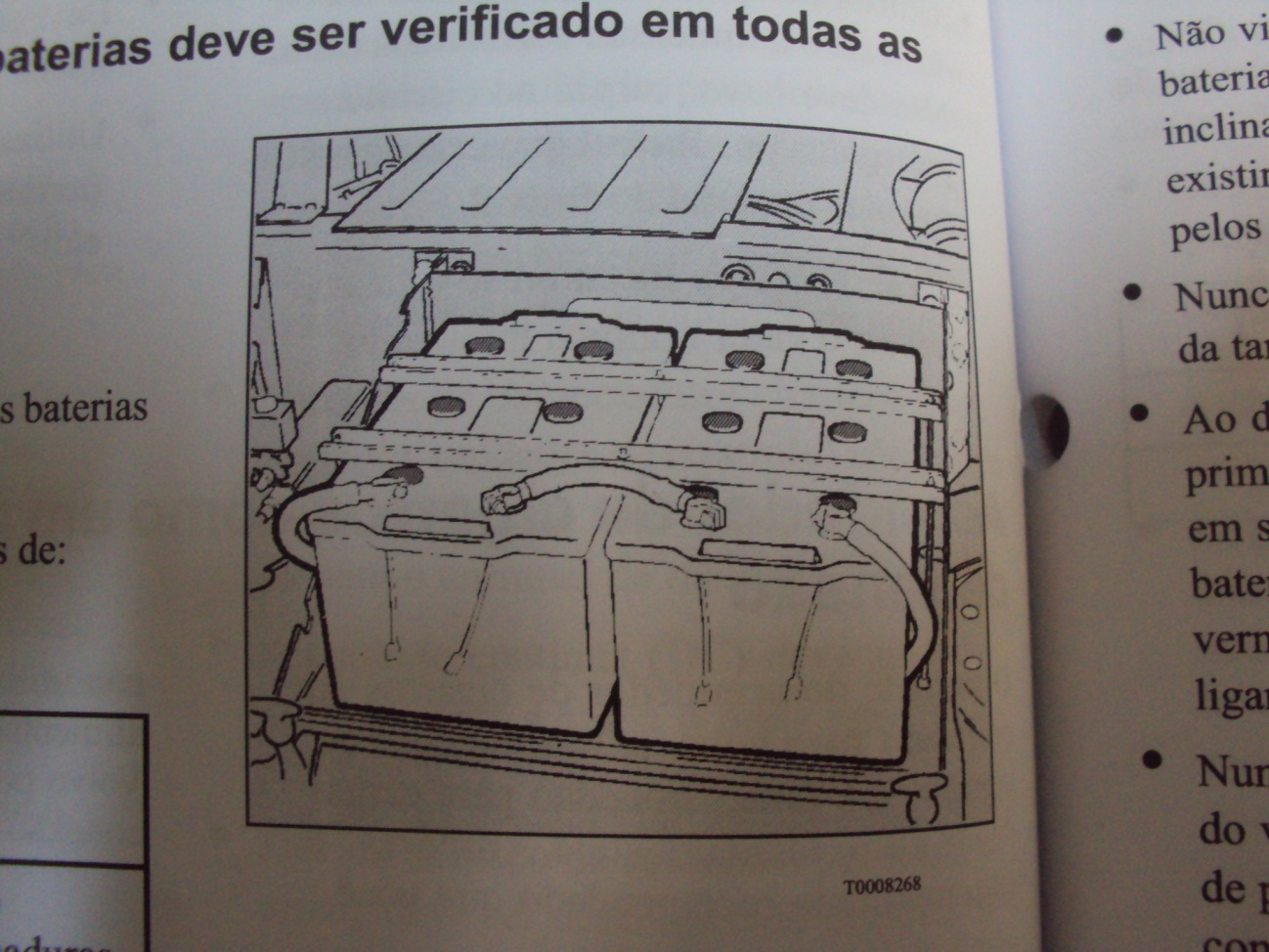
Verificar com atenção o correto funcionamento dos:
-
Faróis e lanternas de posição;
-
Indicadores de direção, luz de ré e buzina;
-
Limpadores de pára-brisa, iluminação interna da cabine e degraus do estribo, (se houver);
-
Instrumentos do painel, sua iluminação noturna e luzes de aviso (todas!);
-
Sistema de esguicho para lavagem do pára-brisa;
-
Conector para chicote da iluminação das julietas (usar simulador)
-
Examinar baterias (carga, nível do eletrólito e eventual sulfatação dos bornes & terminais de cabos.
FREIOS PNEUMÁTICOS.

- Remover os tambores (“campanas”) para limpeza & inspeção e exame das lonas de freio;
-
Montar o “tambor vazado” de teste, em todas pontas de eixos, inclusive o dianteiro, e aplicar média pressão (± 6 bar) no sistema, via pedal do freio, verificando a seguir a posição do “S” do eixo atuador; o “S” não poderá ficar na posição critica, chamada “10 para as cinco” ou “7 e dez”, como se fosse um relógio de horas, caso contrário pode ocorrer o chamado “S virado”, que trava o tambor, podendo provocar perda de pneus e até sérios acidentes, por frenagem abrupta e continuada. Caso ocorra posição critica do “S”, e as lonas/tambor ainda estão utilizáveis, remediar a situação através da colocação de roletes sobre-medida entre o “S” e o alojamento, nas sapatas.
-
Por ocasião das verificações do item anterior, aproveitar para analisar o funcionamento correto e vazamentos de ar nos atuadores pneumáticos dos freios, também chamados de “cuícas” bem como checar o estado físico e eventuais vazamentos nas mangueiras de pressão;
-
Aplicar manômetro em qualquer ponto da linha de pressão para os eixos traseiros e verificar a modulação da pressão aplicada pela atuação do pedal, e depois do manetim, a qual deverá variar de 1 a 9±0,5 bar;
-
Examinar o compressor de ar, quanto a vazamentos (ar, óleo e água) e eventuais ruídos metálicos estranhos, que deverão ser imediatamente investigados e reparados. Verifique também se o compressor carrega rapidamente o sistema pneumático de freios: partindo da pressão “zero”, ele não pode levar mais de 5 minutos para chegar a 9±0,5 bar, com o motor @ 1200 RPM – Se este tempo for demorado, investigar a causa, que, via de regra, é o próprio compressor, vazamentos no circuito, conjunto secador defeituoso ou válvula limitadora descarregando antes de atingida a pressão normal;
-
Examinar o cartucho secador e substituí-lo se necessário. De qualquer forma, substituir o cartucho pelo menos uma vez por ano.
-
Não esquecer de ajustar as lonas de freio, através das catracas mecânicas ou automáticas, sempre executando este serviço com as rodas fora do chão, ou seja, o veículo ainda sobre os cavaletes de segurança, caso contrário a regulagem não fica exata e equivalente;
-
Drenar a água eventualmente acumulada nos balões de pressão; se for encontrada muita água, avise o Supervisor Técnico;
-
Verifique a transmissão de pressão pneumática nos engates-femêa para os reboques. – a pressão deverá ser de 8,5/9,5 bar na linha de emergência e de 0,5 a 9,5 bar na linha de serviço (modulada).
PNEUS & RODAS.
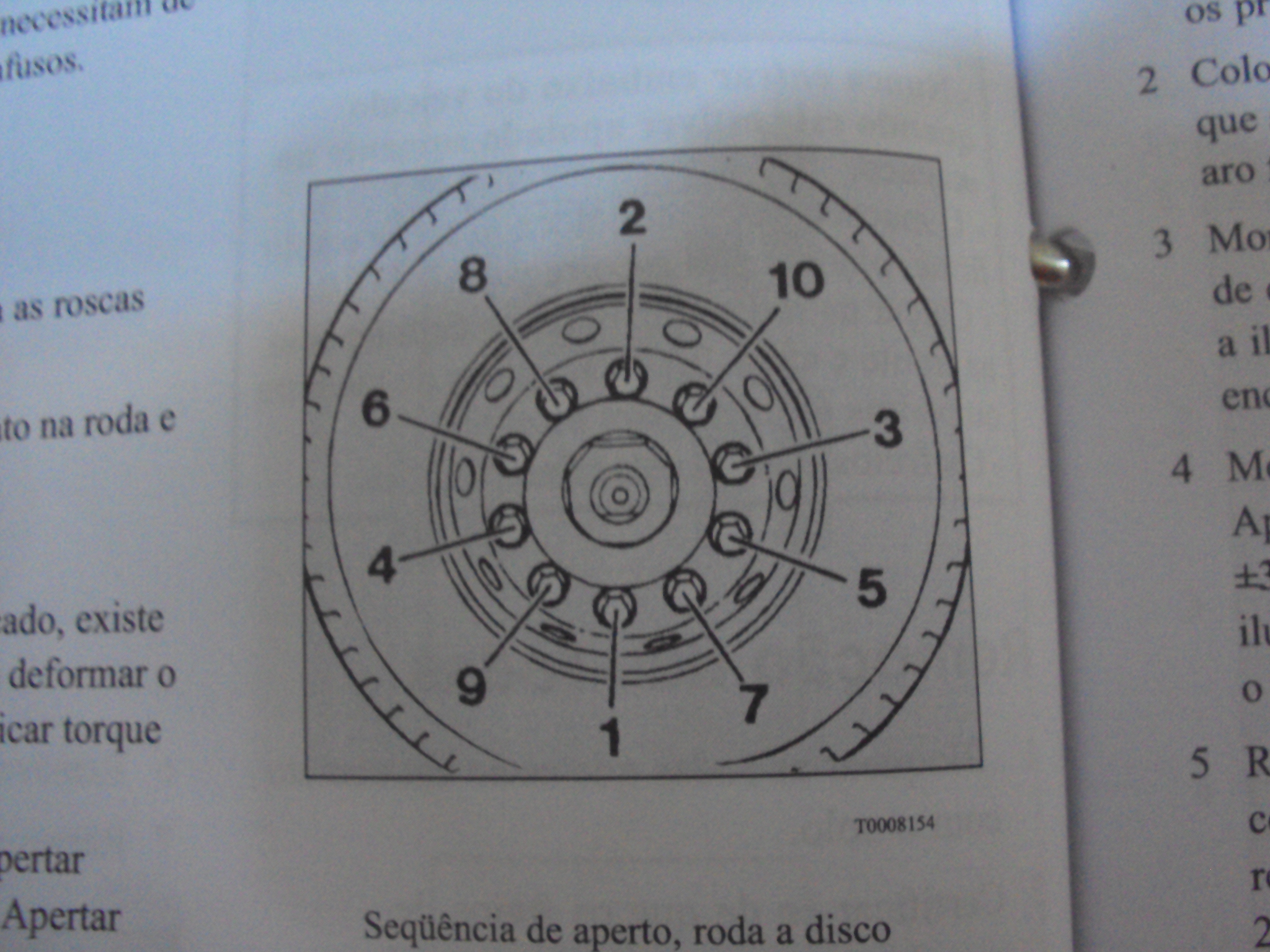
-
Examinar pneus dianteiros e traseiros, quanto a desgastes irregulares e anormais, medindo a profundidade dos sulcos da banda de rodagem: com 4 mm da profundidade de sulcos, o pneu tem de ser removido para reforma! Verificar também agressões na banda e nos flancos do pneu: se forem agressões graves, elas devem ser comunicadas ao Supervisor Técnico;
-
Nos pneus traseiros deve ser avaliado o perímetro, cuja diferença entre o par do “felipe” não pode ser maior que 1% e entre felipes do eixo anterior e posterior, não pode haver diferença maior que 3%;
-
Examinar as rodas, na região da junção com o talão do pneu: qualquer deformação tem de ser corrigida;
-
Conferir o torque de aperto das porcas das rodas: 60 mkgf;
-
Conferir a pressão de inflagem dos pneus: 110 psi.
ANEXO 2 - A T E N Ç Ã O: M A N U T E N Ç Õ E S E S P E C I A I S:
Estas manutenções implicam na desmontagem completa do agregado, para uma minuciosa verificação de desgastes por uso. As analises de lubrificante, auxiliam sobremaneira nisto!
Cubos planetários dos eixos de tração mercedes & volvo & scania e caixas de cambio somente scania:
A cada 60.000 km/ 4.000h ou uma safra, o que primeiro ocorrer, com o aval do laboratório de lubrificantes.
CAIXAS DE CAMBIO MERCEDES:
A cada 120.000 km/ 4.000h ou duas safras, o que primeiro ocorrer, com o aval do laboratório de lubrificantes.
EIXOS DE TRAÇÃO (DIFERENCIAIS):
A cada 200.000 km/ 6.000h ou tres safras, o que primeiro ocorrer, com o aval do laboratório de lubrificantes.
CUBOS DAS BALANÇAS DOS FEIXES DE MOLAS TRASEIROS:
A cada 120.000 km/ 4.000h ou duas safras, o que primeiro ocorrer, com o aval do laboratório de lubrificantes.
Estas manutenções, de preferencia, devem ser feitas antes de iniciar-se a safra de moagem de cana.
17. CONSIDERAÇÕES FINAIS
O presente estudo teve como objetivo descrever o processo de Manutenção Preventiva de uma empresa de transporte de cana de açúcar, a partir do mesmo foram traçados os objetivos de mostrar as contribuições de cada setor do departamento de manutenção e suprimentos, e identificar os ganhos e benefícios da utilização deste sistema para a organização, os quais foram atingidos.
O primeiro objetivo foi alcançado através da descrição do processo de manutenção, desde a chegada do veículo até a sua disposição para operação. No segundo objetivo foi atingido por meio da representação de uma tabela denominada Atribuições dos setores do departamento de manutenção, onde pode-se observar as atividades desenvolvidas por cada setor envolvido na manutenção. No terceiro objetivo foram apresentados os ganhos e benefícios que a empresa consegue obter com a aplicação deste sistema de Manutenção, como a redução de custos na compra de peças que realmente são necessárias para reposição, diminuição de ociosidade do veículo, baixo número de manutenções corretivas e o aumento da satisfação de seus clientes, considerada como um dos maiores ganhos pela empresa.
Diante da realidade atual da empresa, pode-se concluir que os sistemas tradicionais de controles podem ser ajustados a fim de garantir bons resultados. A preocupação com MP garante a diminuição no tempo de extração das informações, de manutenção, da ociosidade do veículo, fazendo com que através da unificação dos dados possa se obter o histórico de cada veículo ao longo de sua permanência operacional junto a empresa. Por fim, conclui-se que, a aplicação de um modelo de Manutenção Preventiva, como exposto, proporciona diversas vantagens para a sua gestão, fazendo com que a relação custo-benefício seja totalmente compensatória.
A empresa estudada trabalha com um Plano de Manutenção onde todos os modelos de chassi de veículos são revisados a cada 5.000km, quilometragens as quais são acompanhadas através de relatórios gerenciais, de onde são emitidas ordens de serviços para cada setor do departamento de manutenção.
18. REFERENCIA BIBLIOGRAFICA
ALSYOUF, I. Maintenance practices in Swedish industries: Survey results. International Journal ProductionvEconomic. v. 121 Nº 1. p. 212-223. 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5462: confiabilidade e mantenabilidade: terminologia. Rio de Janeiro. 1994.
BACKLUND, F. Managing the Introduction of Reliability-Centred Maintenance, RCM – RCM as a method of working within hydropower organisations. 2003. 317 f. Thesys (Doctoral) – Departament of Business Administration and Social Sciences – Division of Quality and Environmental Management. Lulea University of Technology. Lulea. 2003.
BASSETTO, S.; SIADAT, A. & TOLLENAERE, M. The management of process control deployment using interactions in risks analyses. Journal of Loss Prevention in the Process Industries. Montreal. V. 24. p. 458-465. 2011.
BLOCH, P., GEITNER, K. Machinery Component Maintenance and Repair: practical machinery management for process plants. 3ª. ed. Burlington: Elsevier Inc. V. 3. 2005.
BLOOM, N. Reliability Centered Maintenance (RCM): implementation made simple. 1ª. ed. New York: McGraw-Hill Professional. 2006.
CARAZAS, F. J. G. Decisões baseadas em Risco: Método aplicado na Indústria de Geração de Energia Elétrica para seleção de equipamentos críticos e políticas de manutenção. 2011. 238 f. Tese (Doutorado) – Escola Politécnica da Universidade de São Paulo. São Paulo. 2011.
DHILLON, B. S. Engineering maintenance: a modern approach. 2ª. ed. Florida: CRC Press, 2002. DHILLON, B. S. Maintainability, maintenance and reliability for Engineers. 1ª. ed. New York: CRC Press. 2006.
GUTIÉRREZ, A. M., Mantenimiento estratégico para empresas industriales o de servicios: enfoque sistémico kantiano. 1ª. ed. Colômbia: AMG. 2005.
KARDEC, A. Manutenção como Função Estratégica. Qualitymark Editora Ltda. 2001.
LOPES, M. M. D. A logística reversa dos óleos lubrificantes, seus resíduos e embalagens. Disponivel em: <http://www4.pucsp.br/direito-minerario/downloads/producao-cientifica/Capitulo-PNRS.pdf>. Acesso em 25 de maio de 2017
Lourival, A. T. A Evolução da Manutenção. Revista Nova Manutenção y Qualidade. N°54. 2005.
MACEDO, I. C. Agroindústria da cana-de-açucar: participação na redução da taxa de carbono atmosférico no Brasil, Gerência Central de Tecnologia Industrial. Informativo CTC. Copersucar. N°.67, 1991.
Manutenção em foco. Qualidade de Manutenção comprometida. Disponivel em: <http://www.manutencaoemfoco.com.br/qualidade-de-manutencao-comprometida/>. Acesso em: 05 de junho de 2017.
NASCIF, J.; LUIZ, C. D. Administração, Planejamento e Gestão de Manutenção. Instituto de Consultoria e Aperfeiçoamento Profissional (Ecas). Tecém Tecnologia Empresarial Ltda. 2008.
NR-12 - SEGURANÇA NO TRABALHO EM MÁQUINAS E EQUIPAMENTOS. Disponivel em: <http://www.mtps.gov.br/images/Documentos/SST/NR/NR12/NR-12atualizada2015II.pdf>. Acesso em 25 de maio de 2017.
PREDITIVA, Manutenção Preventiva x Manutenção Preditiva: Saiba a Diferença. Disponível em: <http://www.manutencaopreditiva.com/manutencao/manutencao-preventiva-x-manutencao-preditiva-saiba-a-diferenca>. Acesso em 04 de maio de 2017.
VIANA, H. R. G. PCM: Planejamento e Controle de Manutenção. Qualitymark Editora Ltda. 2002.
Publicado por: Paulo Alves
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























