


LEAN MANUFACTURING COMO FERRAMENTA PARA MELHORIA DA EFICIÊNCIA E REDUÇÃO DE CUSTOS EM UMA INDÚSTRIA DE COSMÉTICOS
índice
- 1. RESUMO
- 2. INTRODUÇÃO
- 3. FUNDAMENTAÇÃO TEÓRICA
- 3.1 Lean Manufacturing
- 3.1.1 Os princípios do Lean Manufacturing
- 3.1.2 Os 7 desperdícios do Lean
- 3.1.3 Mapa de Fluxo de Valor (MFV)
- 3.1.4 Diagrama de Pareto
- 3.2 Balanceamento de linha
- 3.3 Gestão à vista
- 3.4 Layout
- 3.5 Demanda
- 3.6 Diagrama de causa efeito
- 3.7 Técnica 5 Porquês
- 3.8 Plano de ação 5W1H
- 4. METODOLOGIA
- 5. ANÁLISE E AVALIAÇÃO DOS DADOS COLETADOS
- 5.1 Descrição da empresa
- 5.2 O Processo
- 5.3 Análise dos dados
- 5.4 A Discussão do caso
- 6. CONCLUSÃO
- 7. REFERÊNCIAS
- 8. APÊNDICE – Autorização
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.
1. RESUMO
O presente trabalho foi realizado em uma indústria de cosméticos que apresentava dificuldade em lidar com o crescimento da demanda nos sabonetes de 2 litros, o que ocasionou necessidade de aumentar a eficiência e redução de custos de produção. A fim de alavancar os resultados e melhorar o processo de produção para se manter à frente da concorrência o presente trabalho buscou soluções provenientes do Lean Manufacturing, que vem justamente para resolver essa problemática de baixa eficiência e altos custos de fabricação. A finalidade da pesquisa é a aplicação da metodologia Lean para obter resultados benéficos em toda cadeia produtiva. A metodologia utilizada foi a pesquisa-ação, em que foi realizado a aplicação das ferramentas: MFV (Mapa de Fluxo de Valor), diagrama de Ishikawa, gráfico de Pareto, 5 porquês e o plano de ação 5W1H, o que possibilitou apresentar resultados de melhoria na eficiência do processo em 11,41% e na redução dos custos de mão de obra em cerca de R$ 27.770,00/ano, trazendo benefícios entre eles: maior margem de lucro sobre o produto, menor ociosidade do operador e da máquina e melhora na comunicação entre os departamentos.
PALAVRAS-CHAVE: Lean manufacturing. Redução de custos. Aumento de eficiência.
ABSTRACT
The present work was conducted in a cosmetics industry that had difficulty in dealing with the growth in demand for 2-liter soaps, which caused the need to increase efficiency and reduce production costs. In order to leverage the results and improve the production process to stay ahead of the competition, the present work sought solutions from Lean Manufacturing, which comes precisely to solve this problem of low efficiency and high manufacturing costs. The purpose of the research is to apply the Lean methodology to obtain beneficial results throughout the production chain. The methodology used was action research, in which the application of tools was performed: MFV (Value Stream Map), Ishikawa diagram, Pareto chart, 5 whys and the 5W1H action plan, which made it possible to present results of improved process efficiency by 11.41% and reduced labor costs by about R$ 27,770.00/year, bringing benefits among them: higher profit margin on the product, less operator and machine idleness and improved communication between departments.
KEYWORDS: Lean manufacturing. Cost reduction. Increased efficiency.
2. INTRODUÇÃO
A aplicação da metodologia Lean aborda sobre melhorias que podem ser usadas, de modo a aumentar a eficiência do processo como um todo, que neste trabalho é aplicado em uma linha de produção de uma indústria de cosméticos.
Segundo a ABIHPEC (Associação Brasileira da Indústria de Higiene Pessoal, Perfumaria e Cosméticos) houve um crescimento de 5,8% nas vendas de 2020 em comparação com o mesmo período de 2019, sendo um crescimento de 22,3% nos sabonetes líquidos. O presidente-executivo da ABIHPEC acredita em uma tendência contínua no consumo de cosméticos e higiene pessoal (SABATO, 2021).
A concentração dos esforços deste trabalho está na problemática de utilizar ferramentas e mecanismos que auxiliem na busca pelo aumento da eficiência de uma linha de produção, utilizando a metodologia Lean.
Nesta indústria de cosméticos se faz necessário um estudo com propósito de utilizar as ferramentas mais adequadas, que o Lean dispõe, de forma que a aplicação na linha de produção traga resultados positivos. Com a finalidade de definir as prováveis mudanças necessárias o estudo será feito de modo que aprimore, melhore ou inove o processo atual, aumentando assim, a eficiência do operador e da máquina, com o intuito de aproveitar ao máximo ambos.
O trabalho traz as definições do Lean bem como todas as etapas necessárias para se aplicar o mesmo, buscando a melhor definição para o processo a partir de referências de estudo de caso de situações semelhantes.
A pesquisa tem como foco principal a redução de desperdícios e a aplicação de ferramentas Lean, pois, em uma das definições diz que para gerar maiores lucros deve-se reduzir despesas. Com o interesse em explorar a Manufatura Enxuta o presente trabalho será aplicado buscando efeitos de melhoria no processo produtivo.
O problema enfrentado pela empresa, que é o objeto de estudo, é a procura pelo aumento da eficiência das linhas de produção, juntamente com a busca pela redução dos altos custos da fabricação dos bens de consumo devido ao desconhecimento e a não aplicação das ferramentas do Lean. A problemática está em como utilizar as ferramentas do Lean de modo que auxilie em como definir: o balanceamento da linha de modo que atenda a demanda, treinamentos para uma mão de obra mais qualificada, métodos e procedimentos operacionais, quadro de gestão à vista e a definição de metas.
Um dos desafios que as empresas enfrentam atualmente são os altos custos de fabricação, que impactam na geração de lucros, que é um fator crucial para que as empresas sejam operantes e consigam se sustentar. Além disso, um grande desafio de gerar lucro é reduzir custos, tendo em vista que a opção de aumentar o preço do bem ou serviço não é a mais adequada (Lucro = receita – despesa). A aplicação do Lean vem justamente para resolver essa problemática de despesas, aproveitando ao máximo a produtividade e eficiência que o processo pode oferecer.
Através de ferramentas, mecanismos e insistência é possível atingir os objetivos de aumento de produtividade e eficiência, o que acarretará na redução de custos, fazendo com que a empresa opere bem no mercado de trabalho e consiga mais recursos para investimentos, para expansão de novas unidades, mão de obra, maquinário ou até mesmo para criar um sistema de prêmios por produtividade e metas alcançadas, fazendo assim, a empresa estará bem à frente dos seus concorrentes, pois, a gestão de custos dará uma perspectiva de como a operação se comporta.
Objetivo geral:
Aplicar a metodologia Lean com a finalidade de aumentar a eficiência e reduzir desperdícios e custos de produção.
Objetivos específicos:
-
Analisar e identificar as causas da baixa eficiência na linha de produção;
-
Fazer balanceamento produção x demanda;
-
Implantar gestão à vista;
-
Definir e acompanhar metas via indicadores de desempenho.
No cenário atual, em frente à pandemia, as empresas têm de se reinventar para continuar produzindo seu bem ou serviço. Mediante isso, estas precisam se manter no mercado de forma a gerar receita e lucro, e um caminho é a redução das despesas e desperdícios.
O uso de ferramentas do Lean permite obter uma máxima eficiência da mão de obra e do maquinário e ainda manter a indústria lucrativa?
O presente trabalho tem propósito exploratório descritivo, com abordagem quantitativa e o procedimento utilizado é a pesquisa-ação.
O trabalho inicia com a introdução, onde começa a entrar no assunto de Lean e sobre a necessidade de se aplicar na indústria, trazendo os objetivos à tona, levantando a problemática e abordando a hipótese. Já no Capítulo 1 vem a fundamentação teórica que busca definições de outras autorias sobre os temas de melhorias aplicadas aos processos, expondo as ferramentas aplicadas ao processo e seus propósitos. O Capítulo 2 vem com a metodologia onde explica qual método foi utilizado para a elaboração desse projeto de pesquisa, bem como os detalhes de como foi feito. O Capítulo 3 é a análise e avaliação dos dados coletados, no qual tem a apresentação da empresa e as análises obtidas através dos dados coletados ainda no mesmo capítulo é apresentado os resultados em gráficos e tabelas. Por último tem-se a conclusão onde expõe o resultado obtido da aplicação das ferramentas do Lean, por fim é apresentado o referencial, que é de onde foi retirado o conteúdo bibliográfico para compor essa pesquisa cientifica.
3. FUNDAMENTAÇÃO TEÓRICA
3.1. Lean Manufacturing
Manufatura Enxuta como é conhecida no Brasil ou Lean Manufacturing em seu nome oficial é uma metodologia que busca maiores resultados de eficiência e produtividade na gestão e organização da operação. O objetivo é fazer com que a produção trabalhe com ritmo acelerado de forma que se tenha o mínimo de erros, falhas e desperdícios de modo que tenha uma entrega mais ágil e sem retrabalhos. O criador desse modelo foi um engenheiro da fábrica Toyota, Taiichi Ohno, esse modelo foi conhecido como Sistema Toyota de Produção (INDÚSTRIA DE A – Z, 2021).
A produção enxuta, que se define como corte do desperdício pelo fluxo contínuo com que os meios produtivos sucedem de acordo com o consumo do cliente no período e na quantidade prescrita, tem se tornado alvo de inúmeros projetos kaízen. Foi produzido em incalculáveis fábricas com um esforço reconhecido, porém, poucos feitos foram bem-sucedidos (ROTHER; HARRIS, 2002).
Segundo Instituto Lean Brasil (2021) a metodologia Lean refere-se a um campo de conhecimento no qual a essência é a habilidade de eliminar desperdícios e solucionar problemas de forma sistemática. Portanto, a metodologia exige repensar o jeito como se lidera, desenvolve pessoas e gerencia. Através do compromisso com o trabalho das pessoas envolvidas que é possível visualizar as oportunidades de melhoria e ganhos sustentáveis.
3.1.1. Os princípios do Lean Manufacturing
Os princípios do Lean Manufacturing são 5 sendo eles: valor, fluxo de valor, fluxo, puxar e melhoria contínua.
Valor: É o conjunto de fatores que no ponto de vista do cliente é julgado como importante, ou melhor, é aquilo que responde as exigências no momento específico da necessidade. Esse valor é notado tanto pela funcionalidade, tecnologia e outros fatores que compõem o preço final do produto (PICCHI, 2003).
Fluxo de valor: É a somatória de todas as etapas que compõem o produto, desde a cadeia produtiva até o cliente final. Na análise de cada etapa decompõe-se em fatores que agregam valor e os que não agregam valor, excluindo etapas irrelevantes ou recorrentes e fortifica as etapas indispensáveis, que contribuem para a transformação da matéria prima no produto final que os clientes estão dispostos a consumir (WOMACK; JONES, 2003).
Fluxo: Mais conhecido com fluxo contínuo, presume a produção de cada etapa do produto separadamente, seguindo a ideia que de uma etapa para outra não ocorra parada ou desperdício. Em teoria entende-se que após a definição do valor e fluxo ideal é existente a possibilidade de chegar em atividades que agregam valor (INDÚSTRIA DE A – Z, 2021).
Puxar: Nesta descrição presume que em nenhuma das etapas do produto o mesmo seja entregue ao cliente sem que haja alguma demanda, de tal forma que em vez do processo empurrar o produto para o cliente, o processo seja estimulado a atender a demanda (PICCHI, 2003).
Melhoria contínua/Perfeição: O último princípio do Lean é a perfeição e para se atingir ele é necessário que os outros princípios estejam fluindo de tal forma que possibilite encontrar empecilhos e a eliminação dos mesmos para se ter redução de desperdícios (LEANIT, 2021a).
3.1.2. Os 7 desperdícios do Lean
Na metodologia Lean são considerados 7 desperdícios sendo eles: Transporte, Inventário, Movimentação, Espera, Produção excessiva, Processamento excessivo e Defeitos.
Transporte: Esse desperdício está relacionado quando se tem movimentação de recursos para a formação do produto não agregando valor (BAUCH, 2004).
Inventário: Inventário ou estoque é o desperdício pelo motivo de aumento de estoques de modo que suporte uma “demanda otimista inesperada”, porém, o aumento no estoque acarreta um aumento na armazenagem e aumento nos custos de estocagem (KANBANIZE, 2021).
Movimentação: Esse desperdício é relacionado com a movimentação tanto da mão de obra (colaborador) quanto maquinário de modo que não agrega valor ao produto (TAPPING; SHUKER, 2010).
Espera: O desperdício por espera é o que se encontra mais fácil de identificar. Sempre que a máquina para ou bens e tarefas não são operados se tem desperdício por espera (BAUCH, 2004).
Produção excessiva: A produção excessiva ocorre quando se faz mais do que deveria, e a partir desse desperdício acarreta os outros 6 desperdícios (TAPPING; SHUKER, 2010).
Processamento excessivo: O processamento excessivo é resultado de vários trabalhos que não geram valor ou que geram mais valor do que é necessário, fazendo com que o custo do produto aumente sem que o cliente esteja disposto a pagar por tal (MOREIRA, 2011).
Defeitos: Os desperdícios por defeitos estão relacionados a retrabalhos, fazendo com que se tenha várias perdas como tempo, mão de obra, espaço (destinado a retrabalho) e outros (MOREIRA, 2011).
3.1.3. Mapa de Fluxo de Valor (MFV)
O Mapa de Fluxo de Valor (MFV) é uma ferramenta de comunicação e planejamento poderosa que auxiliam a visualização detalhada sobre os processos de fabricação. Com a utilização desta ferramenta se determina uma linguagem simples e comum entre os colaboradores, para no futuro iniciar um processo de melhoria (FERRO, 2021).
A primeira etapa consiste na definição de qual família ou produto da empresa deseja mapear, estabelece o desenho atual com a coleta de informações como: número de pessoas envolvidas em cada processo e os tempos. O desenho do estado futuro vem logo em seguida, junto com um plano de ação para a implementação no trabalho (ROTHER; SHOOK, 2003).
Com o desenho do estado atual e o estado futuro é fácil a visualização de possíveis melhorias responsáveis pela transformação do produto. É perceptível que algumas etapas podem ser eliminadas (que não agregam valor). Para que o trabalho ocorra de forma correta, deve-se eleger um gerente de fluxo de valor, ele que será responsável por fazer as mudanças acontecerem (LEANIT, 2021b).
3.1.4. Diagrama de Pareto
Vilfredo Pareto, em seu estudo, buscou entender a distribuição variável da riqueza dos habitantes da cidade de Milão, verificou-se que 80% da riqueza era da propriedade de 20% dos habitantes, enquanto 20% da riqueza era da propriedade de 80% dos habitantes (TRIVELLATO, 2010).
De acordo com Paladini (1994) a análise de Pareto tem objetivo de agrupar em ordem declinante os problemas de maior relevância e impacto de forma que seja priorizado a solução dos problemas mais importantes primeiro.
O gráfico de Pareto, segundo Carpinetti (2012), é evidenciado em forma de gráfico com barras verticais de forma que disponibiliza a informação de maneira evidente e relevante sobre a importância dos problemas.
O Diagrama de Pareto é um método de identificação e visualização de problemas de maior impacto, permitindo assim que os esforços se concentrem na causa raiz (MENEZES, 2007).
3.2. Balanceamento de linha
Segundo Kumar e Dalgobind (2013), o balanceamento de linha é o nivelamento do volume de trabalho por toda a extensão do fluxo de valor, a fim de impedir que ocorra gargalos e falta/excesso de capacidade.
A estratégia clássica chamada de "balanceamento da linha" é o meio da distribuição imparcial não priorizando ninguém e nenhuma parte envolvida. Entretanto, o balanceamento tradicional da linha justapõe o desperdício e o atraso dentro do processo, partilhando igualmente entre todos os operadores. Mesmo que o tempo de ciclo de cada operador encontra-se balanceado, o operador ainda sim estará parcialmente saturado, não ocupando o tempo ocioso no trabalho. Deste modo, não somente se torna mais complexo a eliminação do desperdício, como cria um potencial de superprodução (ROTHER; HARRIS, 2002).
Em gestão da produção, entende-se por balanceamento o conjunto de técnicas aplicadas para se obter otimização e sincronismo nos recursos necessários para o processamento do serviço ou produto, de forma que atenda a demanda nas datas e quantidades prevista (DEMBOGURSKI; OLIVEIRA; NEUMANN, 2008).
Um meio seria dividir os recursos de trabalho e ocupar todos os operadores, no entanto, um com tarefas para se desempenhar, de acordo com a demanda no mercado, consumindo o intervalo do "Takt Time" que é realizado conforme o ritmo da demanda, ou seja estabelecendo uma forma para que não haja produção em excesso nem em falta. Por meio da concentração máxima de parte do desperdício em um operador a chance oportuna de um kaízen é relevante. Em tal caso, uma vez que a linha esteja adequada a agir com um operador a menos, a empresa contém um menor custo, sendo benéfico (ROTHER; HARRIS, 2002).
3.3. Gestão à vista
É um fator de grande importância que todos os colaboradores de determinada empresa sejam treinados a interpretarem os indicadores de desempenho, de tal forma que conheçam quais ações devem ser tomadas de acordo com os resultados obtidos. Para que a informação sobre indicadores de desempenho não fique restrita somente ao círculo gerencial, são necessários meios de fácil acesso como quadro de gestão à vista (MARTINS; NETO, 1998)
A gestão à vista proporciona a visualização de informações e resultados de maneira simples e direta, onde se exibe planos de ação e incentivam a competição e concorrência entre os departamentos ou setores (SILVA, 2021).
A gestão a vista segue quatro princípios básicos sendo eles: Disponibilizar informações de forma simples; aumentar o conhecimento dos colaboradores sobre as informações relevantes; dar maior autonomia e independência dos colaboradores, melhorando os relacionamentos profissionais e pessoais no trabalho, e, transformar a metodologia de gestão a vista em uma cultura da empresa, de forma que reflita a missão, visão e valores da organização (SILVA, 2021).
Gestão a vista é uma forma de comunicação que é vista por qualquer pessoa que trabalha em determinada área, até mesmo por qualquer pessoa que passe no local e que possa visualizá-lo. É uma linguagem de fácil acesso para todos que possam ver (MELLO, 1998).
3.4. Layout
Layout é a maneira em que o maquinário está disposto dentro da indústria. Uma das decisões mais importantes que se deve atentar é no planejamento e disposição do maquinário na estrutura da empresa. Essa decisão pode tanto otimizar quanto atrasar os processos realizados no dia a dia (GOUVEA, 2021a).
Um layout bem planejado traz benefícios como: melhor fluxo interno de pessoas; melhor ocupação do espaço disponível; facilidade na supervisão de atividades; diminuição do tempo entre processos; diminuição dos custos; diminuição da ociosidade dos funcionários e maquinário (EJEP, 2017).
De acordo com Slack, Jones e Johnston (2018), na operação produtiva o layout se preocupa com a localização física de todos os recursos necessários para a transformação do produto ou serviço. Através do layout é possível visualizar a aparência de como os materiais, informações e clientes fluem através da operação.
3.5. Demanda
De acordo com Makridakis et al. (1998), é importante realizar as previsões de demanda, pois, é ela que auxilia na indicação dos meios necessários para a empresa.
A previsão de demanda é uma metodologia de prever como as vendas da empresa irão se comportar em determinado período (RIZZOTTO, 2021).
O gerenciamento de previsão e demanda no meio de produção representa uma das atividades de maior desafio dentro da cadeia de processos. Uma superprodução representa desperdícios e perdas para a organização e uma produção baixa representa falta no cliente de tal forma que se tem perda por oportunidade e o cliente acaba escolhendo os concorrentes (GOUVEA, 2021b).
Uma previsão de demanda assertiva é comportamento de maior importância dentro da indústria, dado que as medidas aderidas em relação a demanda influenciam as outras etapas do processo de produção (GOUVEA, 2021b).
3.6. Diagrama de causa efeito
O diagrama “espinha de peixe”, mais conhecido como diagrama de Ishikawa ou diagrama de causa efeito é uma ferramenta fácil e bastante usada em qualidade. O diagrama foi criado por Kaoru Ishikawa em 1943 e era utilizado nos ambientes manufatureiros para investigar a variação na qualidade dos processos e produtos. A ferramenta permitia o reconhecimento e estudo das possíveis causas iminentes de dispersão do processo e/ou acontecimento de um fenômeno, e como essas causas interagem entre si (WILLIAMS, 1995).
Conforme Peinado e Graeml (2007), o diagrama de Ishikawa exibe as prováveis razões de uma ocorrência definida. Essas prováveis razões retratam algumas hipóteses que necessitam ser estudadas e avaliadas uma a uma, com a finalidade de confirmar sua autenticidade e definir o grau de importância e impacto sobre o caso de análise. As possíveis razões das ocorrências geralmente são levantadas em uma reunião de Brainstorming, ocasionando a participação das pessoas e estudo dos problemas.
O diagrama de Ishikawa é utilizado para verificar a relação entre causas e efeitos de um procedimento. Esse diagrama é aplicado quando o efeito de um procedimento é embaraçoso, quando não se tem o resultado esperado. Através do diagrama é possível buscar as causas analisando aspectos como: materiais, mão de obra, máquinas, meio ambiente, medição e métodos. Na maioria das vezes não é necessário estudar todos os aspectos (LÉLIS, 2011).
3.7. Técnica 5 Porquês
A metodologia dos 5 porquês criada pela Toyota Motors Company em meados de 1970 tem como propósito auxiliar na busca da origem de um problema por intermédio de cinco perguntas sobre o porquê do acontecimento de certas ocorrências (OHNO, 1997).
A técnica dos 5 porquês se origina na década de 70 com a indústria de automóveis Toyota no Japão, o principal objetivo dessa técnica é garantir a qualidade em todas etapas e processos da manufatura (GLASSER, 1994).
A ferramenta dos 5 porquês tem seu início com a descrição do problema e a indagação do porquê sucedeu. Posteriormente depois de descobrir os motivos mais relevantes do problema a indagação (porquê) é feita novamente até chegar na causa raiz. Comumente até a quinta pergunta é possível encontrar a origem do problema, porém se a causa não for identificada, deve-se fazer a indagação (porquê) até descobrir a causa do problema (SLACK; CHAMBERS; JOHNSTON, 2009).
3.8. Plano de ação 5W1H
O 5W1H é uma ferramenta que corresponde a um plano de ação para atividades predeterminadas que necessitam ser elaboradas com a maior nitidez e compreensão possível, pois, permite explorar as tarefas a serem executadas de maneira objetiva e cuidadosa, garantindo uma implementação organizada (LENZI; KIESEL; ZUCCO, 2010).
A metodologia 5W1H age como auxílio no processo estratégico das empresas, pois de acordo com Meira (2003), esta ferramenta possibilita de forma fácil, certificar que as todas as informações pertinentes sejam nitidamente determinadas e as propostas de ações encontrem-se minuciosas, porém de forma simplificada.
O plano de ação 5W1H é utilizado para: garantir e informar o conjunto de estratégias e atividades, identificar uma dificuldade e elaborar ações. O objetivo é apresentar as atividades definidas que serão realizadas com a finalidade de conseguir respostas das dificuldades encontradas. A ferramenta pode ser apresentada em forma de tabela ou quadro, de modo a facilitar a visualização dos dados levantados (WERKEMA, 2012).
A ferramenta 5W1H é uma técnica que busca analisar um problema identificado e descrever as respostas das seguintes perguntas: O que?; Como?; Quem?; Quando?; Onde?; Por Que?". Essas respostas são informações primordiais e servirão de apoio no planejamento de uma forma geral (DOMINGUES, 2011).
4. METODOLOGIA
Este capítulo tem como propósito mostrar a metodologia utilizada para realização deste trabalho, caracterizando a abordagem do estudo, os procedimentos de coleta de dados e etapas da pesquisa.
4.1. Caracterização do estudo
Considerando o conceito comum a metodologia científica é o conjunto dos estudos de instrumentos e métodos para a elaboração, criação e formatação de uma pesquisa científica. Ou seja, reúne técnicas e procedimentos aplicados para a pesquisa e desenvolvimentos de uma produção científica (LABONE, 2021).
Metodologia, relaciona-se ao estudo racional e organizado dos métodos utilizados nas ciências, suas noções/fundamentos, sua relação com as teorias científicas e sua validade (OLIVEIRA, 2011).
Quanto à sua finalidade, este trabalho é caracterizado como aplicado, pois, segundo Moretti (2021a), o estudo da pesquisa aplicada tem por objetivo gerar conhecimentos através da aplicação prática, de modo que se obtenha soluções para problemas específicos.
Este trabalho tem como característica a pesquisa quantitativa, pois, segundo Moretti (2021b) pesquisa quantitativa é quando os argumentos do trabalho se apoiam em dados estatísticos onde se buscam gerar resultados mais precisos e confiáveis.
O comportamento da pesquisa quantitativa é um método de pesquisa científica que se baseia em números e em análises estatísticas com pouco foco em conceitos (MORETTI, 2021b).
Quanto aos métodos, a realização deste trabalho utiliza a pesquisa de campo participativa, para coleta de dados e acompanhamento no desenvolvimento do processo experimental da cadeia produtiva em torno do objeto de estudo.
O procedimento utilizado é uma pesquisa-ação em uma indústria de cosméticos, através de técnicas de observação crítica do processo com sugestões de mudança, coleta e análise de dados alinhados aos conhecimentos adquiridos e planilhas de avaliação da própria empresa.
4.2. Etapas de Pesquisa
O estudo iniciou-se por meio da necessidade da empresa de se manter no mercado em meio a grande competitividade, visando obter-se vantagens em virtude da utilização da metodologia Lean Manufacturing.
Logo depois, ficou definido que o objeto de estudo é a linha 6 da indústria, pois, é a que apresenta maior margem de lucro para a empresa.
Com a coleta de dados foi possível perceber os problemas enfrentados na linha de produção e que afetavam a eficiência. Neste sentido, primeiramente, foi realizado um Mapa de Fluxo de Valor da situação atual (utilizando papel A2 e notas adesivas) para encontrar supostas melhorias. Com a utilização do software Excel®, versão 2016, foi possível fazer o desenho do MFV em tamanho A4.
Os dados de eficiência da situação atual foram coletados, bem como as paradas não programadas de maior representatividade, para fazer o estudo com base nessas falhas (utilizando o conhecimento sobre Pareto) foi definido que o objeto de estudo seria as duas maiores paradas não programadas. A ferramenta 5W1H foi utilizada para fazer o plano de ação para reduzir o tempo de parada não programada.
Depois, foi feito um gráfico de fluxograma de processo da situação atual para se verificar notáveis e possíveis melhorias que poderiam ser aplicadas visando a redução de movimentação e o tempo de atravessamento.
O diagrama de Ishikawa desenvolvido para expandir as possíveis melhorias que tinham possibilidade de serem aplicadas, pois, esse diagrama (causa e efeito ou espinha de peixe) tem a função de auxiliar na procura da causa principal de um problema, podendo ser ele ocasionado por fatores como: Materiais; Máquina; Mão de obra; Método; Medida e Meio ambiente.
Com a coleta de todos esses dados foi possível propor melhorias significativas na linha de produção de modo a aumentar a eficiência e reduzir desperdícios.
A coleta de dados realizou-se por meio de observação (Gemba) e do auxílio de planilhas físicas, que foram montadas no Excel, impressas e alimentadas pelos colaboradores da produção. Em seguida, estes dados foram digitados e salvos no Excel, onde foi possível gerar relatórios gráficos da situação atual.
5. ANÁLISE E AVALIAÇÃO DOS DADOS COLETADOS
O presente capítulo apresenta a descrição das principais características da empresa estudada. Aborda-se também a aplicação das ferramentas do Lean, onde foi estudado o processo produtivo da empresa. Os resultados coletados de janeiro 2021 a agosto de 2021 por meio da pesquisa-ação feito na empresa BIOCAP, sendo que janeiro a junho foram somente coletas e análises enquanto julho e agosto foram os resultados obtidos da pesquisa.
Durante todo o período de coleta e análise de dados foi possível notar o quão necessário é a utilização das ferramentas do Lean, pois, o estudo e aplicação abre novos caminhos para se alcançar maiores eficiências.
Os dados foram coletados através de observação e anotações de planilhas, depois colocadas no Excel para transformar os dados em informações úteis e relevantes para tomadas de decisões que foram cruciais para que o projeto de aumento na eficiência fosse um sucesso. Através das informações obtidas, foi possível fazer os gráficos e tabelas necessários para compor este trabalho/estudo.
5.1. Descrição da empresa
A pesquisa-ação foi realizado na empresa BIOCAP, localizada em Trindade (GO). A empresa foi fundada na década de 1970 em Goiânia, teve início das atividades no ramo de produtos farmacêuticos. Ao passar dos anos, e com a mudança na gestão, a empresa saiu do ramo farmacêutico e se voltou para a área cosmética.
A empresa não realiza testes em animais e todos os produtos são submetidos a testes de segurança e eficácia, conforme a legislação da ANVISA.
A missão da empresa é: “Existimos porque toda pessoa merece e deve se cuidar”.
Os valores da empresa são: Honestidade, Respeito, União, Responsabilidade e Profissionalismo.
5.2. O Processo
A produção da empresa BIOCAP, conforme Figura 1, se inicia no departamento de vendas (comercial), no qual passa informação de demanda ao departamento de PCP (Planejamento e Controle da Produção), em seguida, com essas informações é realizada a explosão de materiais em uma planilha de MRP (Gerenciamento dos recursos planejados), onde se visualiza o estoque e avalia se ele consegue suprir a demanda ou se vai precisar emitir alguma nova ordem de compra.
As ordens de produção são emitidas para a pesagem, onde fazem requisição das matérias-primas ao almoxarifado, terminando a etapa de pesagem, a equipe do kanban separa os insumos necessários para atender a batelada. O produto pesado vai para a manipulação, onde vai ser manipulado e liberado para a equipe de controle de qualidade onde será verificado se está nas especificações, para depois ser liberado para o envase (produção) produzir o produto. O produto sai da produção rotulado e embalado para a expedição onde será estocado e expedido quando houver pedidos.
Figura 1 - Fluxograma da operação de produção 2021.
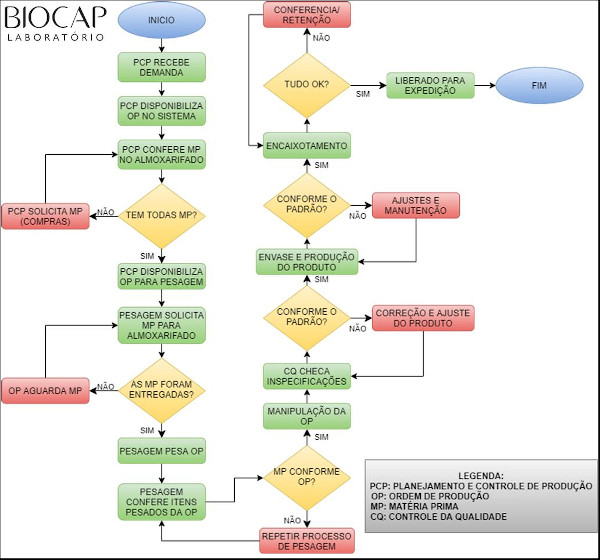
Fonte: O Autor (2021).
5.3. Análise dos dados
O processo de coleta de dados foi participativa e iniciou com a geração de dados de janeiro de 2021 a agosto de 2021, sendo que janeiro a junho foram feitos apenas observações e análises, e, julho e agosto foram a obtenção dos resultados.
A primeira etapa do estudo foi a elaboração de um Mapa de Fluxo de valor, mostrado na Figura 2, onde, por meio de análises críticas foi possível identificar alguns prováveis pontos de melhoria que poderiam ser aplicados para obter aperfeiçoamento no processo produtivo, esses pontos são denominados de Kaízens pelo Lean.
Com o MFV foi possível determinar os dados detalhados sobre demanda, estoque, ordem de compras e ordens de produção juntamente com o fluxo por onde o processo produtivo ocorreu, detalhando o tempo que cada departamento demorou para fazer sua parte e quantas pessoas estavam envolvidas.
Uma observação importante identificada no MFV é que o Takt Time (3,46 s/Kg) é maior que o tempo de ciclo TC (3,44 s/Kg), ou seja, a velocidade que a produção opera atende tranquilamente a demanda prevista para o período.
Dos pontos de melhoria identificados só foram tratados os que não demandavam investimentos, como: Treinamento no CQ e organização no envase. O próprio departamento de qualidade ficou responsável por treinar mais pessoas para a liberação do produto, enquanto o PCP ficou responsável por fazer a devida organização no envase, criando POP (Procedimento Operacional Padrão) e treinamento.
Os Kaízens identificados com a confecção do MFV se encontra na Tabela 1, onde é possível ver como foram tratadas essas oportunidades de melhoria, na tabela ainda é possível visualizar as melhorias identificadas que não foram aplicadas.
Para auxílio na visualização e entendimento da Figura 2, o significado dos termos usados se encontra abaixo na legenda.
Legenda: TC= tempo de ciclo; DISP= Disponibilidade; Est. PA= Estoque de produto Acabado; LT= Lead Time (Tempo de espera); Est. MP= Estoque de matéria prima; FIFO= First In First Out (Primeiro que entra, primeiro que sai).
Figura 2 – Mapa de Fluxo de Valor 2021.
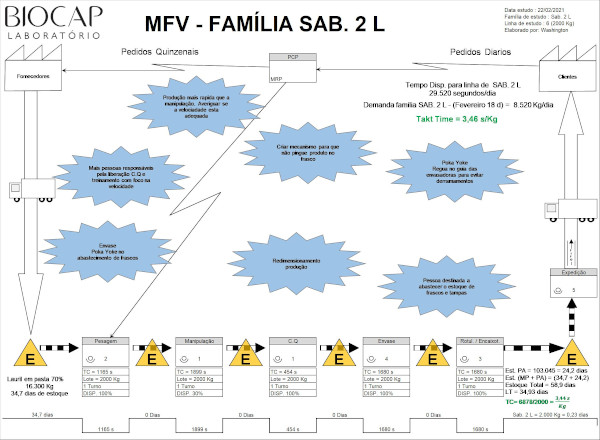
Fonte: O Autor (2021).
Tabela 1 – Plano de ação sobre os Kaízens do MFV.
Fonte: O Autor (2021).
Com o treinamento ministrado pelo CQ para liberação de produto foi possível reduzir o tempo de atravessamento em cerca de 125 segundos, passando de 454 segundos (Figura 2) para 329 segundos.
O balanceamento da linha foi feito através equilíbrio entre produção e demanda, pelo estudo do MFV foi observado que o tempo Takt é superior ao tempo de ciclo, ou seja, o nivelamento da linha seria necessário apenas quando a demanda influenciasse em um tempo de ciclo maior que o tempo Takt, portanto, não foi necessário aumentar a mão de obra para atender a demanda.
O Kaízen identificado para deixar uma pessoa responsável para abastecer as linhas com os insumos não foi necessário, pois, pelo estudo do MFV verificou que não havia necessidade de contratação pelo motivo da produção atender a demanda no período.
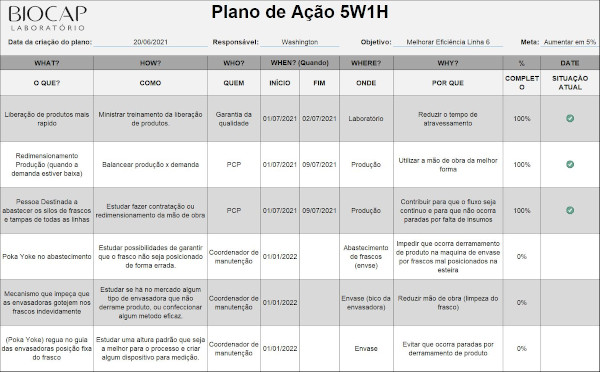
Posteriormente, foi desenvolvido um diagrama de Ishikawa para tratar a baixa eficiência encontrada na linha, conforme Figura 3. Com as informações obtidas do MFV foi possível distribuir e estudar a relação entre as causas e efeitos dos problemas enfrentados. Esse diagrama foi aplicado, pois, havia um procedimento embaraçoso que estava influenciando em um resultado diferente do esperado, e havia a necessidade de ser estudado e analisado para trazer respostas. Através do diagrama foi possível buscar as causas analisando e distribuindo os aspectos nos tópicos: materiais, mão de obra, máquinas, meio ambiente, medição e métodos.
Após a finalização do diagrama de Ishikawa foi identificado algumas razões das dificuldades que contribuíam para uma baixa eficiência, com essas informações, foi possível descobrir a origem dos problemas enfrentados, onde foi feito um estudo nas causas mais relevantes. Foi feito um Brainstorming com a equipe da linha de produção no qual ficou definido que as causas de grande destaque são: problema de máquina advindo de mau ajuste, problema de material por motivo de rótulo com excesso ou falta de cola, problema com mão de obra devido à falta de treinamento e reciclagem.
A partir do Diagrama de Ishikawa foi observado que havia semelhanças entre as possíveis causas dos problemas com os reais problemas detectados na linha de produção. A Tabela 2 mostra o índice de paradas (em minutos/mês) e eficiência da linha, sendo que a parte em verde são paradas programadas e a parte em vermelho as paradas não programadas.
Figura 3 - Diagrama de Ishikawa perda de eficiência família sabonete 2 litros 2021.
Fonte: O Autor (2021)
Tabela 2 - Histórico eficiência 2021.
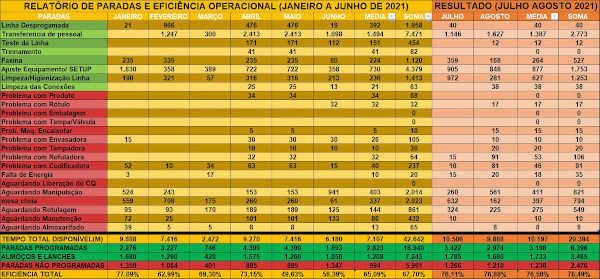
Fonte: O Autor (2021).
A partir da Tabela 2 de paradas e eficiência, foi possível fazer um gráfico de Pareto, conforme Gráfico 1, onde foi possível identificar os problemas de maiores impactos que seriam resolvidos sequencialmente. Ficou definido que os dois problemas de maior impacto seriam os primeiros a serem estudados.
Conforme a Tabela 2 é possível notar baixa eficiência durante o primeiro semestre do ano de 2021, sendo necessário atuar, através de ferramenta e ações para aumentar a eficiência, pois, baixa eficiência é um menor aproveitamento da mão de obra e maquinário, ou seja, baixa eficiência é o mesmo que dizer alto custo de fabricação.
Gráfico 1 - Gráfico de Pareto 2021.
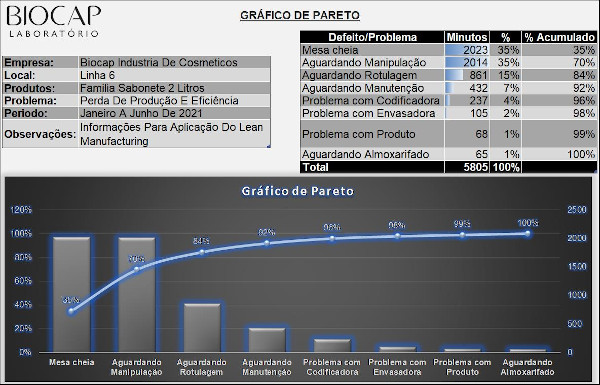
Fonte: O Autor (2021).
Com o gráfico de Pareto foi possível identificar as maiores causas dos problemas enfrentados, e que, através de ações rápidas trarão um resultado explícito de melhora.
Após definido através do gráfico de Pareto, os maiores problemas, foi utilizado a ferramenta de análise dos 5 porquês (uma ferramenta da qualidade muito usada para se localizar as causas raízes dos problemas), que pode ser visualizada na Tabela 3, onde, por meio de perguntas é possível chegar a uma causa raiz, que após corrigida seria solucionada integral ou parcialmente os problemas.
Com a análise dos 5 porquês foi possível investigar mais profundamente o problema enfrentado, e como qualquer informação é útil para uma investigação, para esses problemas enfrentados não foi diferente. Com a ajuda da equipe de produção e supervisores foi possível encontrar as respostas que mostrassem o caminho das causas raízes.
Tabela 3 - 5 porquês para análise da perda de eficiência 2021.
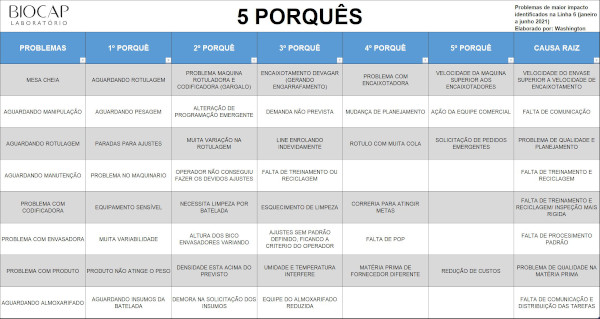
Fonte: O Autor (2021).
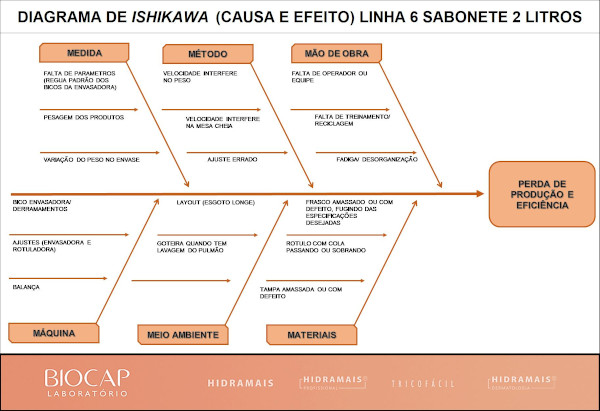
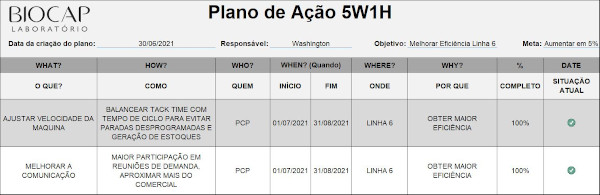
Após a finalização da ferramenta da qualidade 5 porquês (onde mostra a investigação que encontra a causa raiz) foi possível criar um plano de ação como mostrado na Tabela 4, onde foi definido qual era o problema enfrentado, como conseguir eliminar totalmente ou parcialmente a causa raiz, quem seria o responsável por tal atividade, quando iria iniciar e finalizar essa atividade, em qual local será aplicado e por qual motivo precisa ser feito, a ferramenta de plano de ação ainda possui um campo de porcentagem completada do projeto, onde é feito o preenchimento através de uma análise qualitativa.
Com o plano de ação foi possível acompanhar o início meio e fim do projeto, no qual foi notado uma melhoria significativa a cada ação realizada, houve uma melhora na comunicação entre PCP e equipe do comercial implementando reuniões semanais e planilha de previsão compartilhada em tempo real, fazendo com que a informação útil chegasse mais rápido e fosse atendida com urgência. Foi possível antecipar pedidos de compras e melhorar a programação, isso através da melhora na comunicação e das reuniões realizadas semanalmente sobre demanda.
Tabela 4 - Plano de ação para aumentar eficiência 2021.
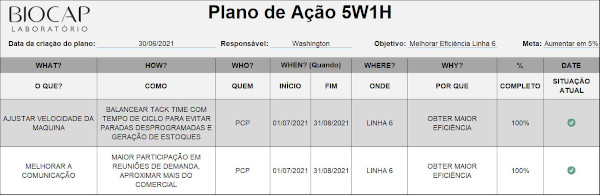
Fonte: O Autor (2021).
5.4. A Discussão do caso
O Gráfico 2 mostra a estratégia de deixar os estoques de sabonete abaixarem.
Gráfico 2 - Estoque família sabonetes de janeiro a agosto de 2021.

Fonte: O Autor (2021).
Houve a estratégia de redução do estoque o que acarretou uma redução de perdas por excesso pois, estoque é um dos sete desperdícios do Lean. O estoque em excesso impacta em espaço físico, movimentações e principalmente impacto financeiro (capital de giro).
O Gráfico 3 representa o quadro de gestão a vista, este relatório é acessado pelos colaboradores no momento final do preenchimento da planilha de produção. A planilha em Excel é automática e orientada para que não haja falhas por parte dos colaboradores (PokaYoke).
Gráfico 3 - Quadro gestão a vista (no computador compartilhado).
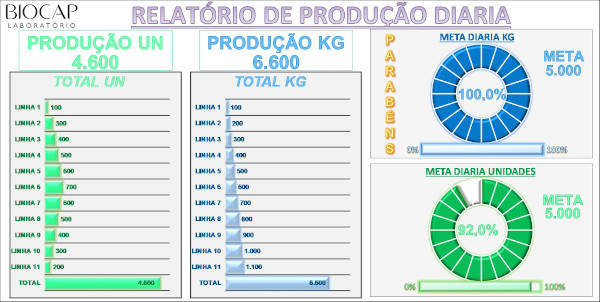
Fonte: O Autor (2021).
Esta mesma planilha ainda possui um código em macro (Excel avançado) que fala com uma voz robotizada semelhante a voz do google, a mensagem dita é o nome do colaborador que está fazendo um lançamento de produção juntamente com a mensagem “você é importante para nós”. Com essa mensagem dita e de acordo com a teoria das relações humanas é possível ver uma motivação maior vindo da parte dos colaboradores, pois, são seres humanos com sentimentos e movidos por emoções. Na tela de anotação Figura 4 ainda possui uma frase motivacional (substituída diariamente) para incentivar a leitura e motivar a equipe.
Figura 4 - Planilha de anotação da produção diária.
Fonte: O Autor (2021).
O Gráfico 4 mostra a eficiência do período de janeiro a agosto de 2021.
Gráfico 4 - Eficiência de janeiro a agosto de 2021.
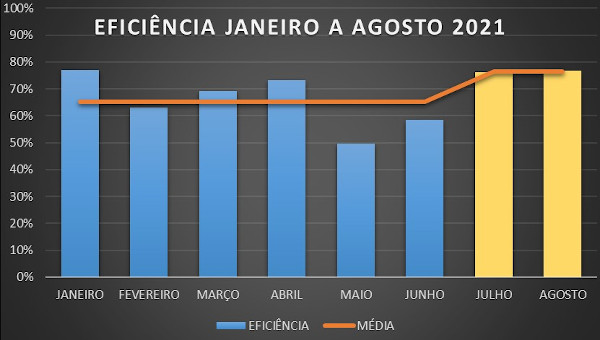
Fonte: O Autor (2021).
Analisando o Gráfico 4 é possível verificar que em janeiro de 2021 a eficiência foi relativamente alta, durante o período restante ocorreu quedas e elevações menores até junho, ou seja, puxando a média de eficiência para um valor menor.
Observa-se que houve um aumento na eficiência durante o mês de julho e agosto, pois, saiu de uma média de 65,09% para 76,50%, ou seja, através das ações foi possível aumentar a eficiência em 11,41%. De acordo com o Gráfico 4, percebe-se uma tendência de crescimento entre junho e julho de 2021.
A aplicação da metodologia Lean juntamente com o empenho da equipe trouxe resultados benéficos para o objeto de estudo, obtendo assim uma maior parcela de esforço da máquina e da equipe ao qual ópera.
Com a aplicação do Lean é possível reduzir o custo da mão de obra direta em cerca de R$ 27.770,00/ano, conforme a Tabela 5.
Tabela 5 - Tabela demonstrativa de redução de custos por melhoria na eficiência.
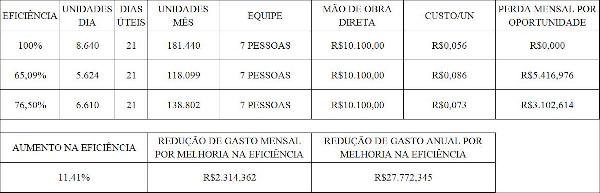
Fonte: O Autor (2021).
Os benefícios do Lean são bem maiores que esse valor, pois, já entra no cálculo a margem de lucro sobre o produto, que pela Tabela 5, pode-se notar que a unidade mensal ganha com a melhoria de 11,41% gira em torno de 20.000 unidades, ou seja, as melhorias que a ferramenta do Lean dispõe são importantes para o ecossistema empresarial, fazendo com que seja necessário a aplicação para melhoria dos resultados e redução de desperdícios.
6. CONCLUSÃO
Como o Lean possui muitas ferramentas de melhoria, neste trabalho foi possível explorar um pouco da sua capacidade, trazendo benefícios para a linha de produção. O esforço deste trabalho era a busca pelo aumento da eficiência. O propósito da pesquisa era aprimorar, melhorar ou inovar os processos, tendo como objetivo geral aumentar a eficiência e redução de desperdícios. O esforço, o objetivo e o propósito foi possível alcançar com a aplicação da metodologia Lean e o empenho da equipe. Os objetivos específicos alcançados foram: identificação do problema de baixa eficiência na linha de produção; quadro de gestão a vista; definição de metas e acompanhamento. Pode se concluir que o uso de ferramentas do Lean permite obter uma máxima eficiência da mão de obra, do maquinário e ainda mantém a indústria lucrativa.
Conclui-se que, com a aplicação de algumas ferramentas do Lean Manufacturing, foi possível obter melhoria nos resultados, pois, a eficiência em que a linha de produção se encontrava era na média de 65,09% (média de janeiro a junho de 2021), após a aplicação de algumas ferramentas do Lean foi possível trazer uma mudança no cenário partindo da média de 65,09% para a média de 76,50% (média de julho e agosto de 2021), ou seja, aumentou 11,41%.
Com o aumento da eficiência significa que a máquina fica menos parada e, consequentemente, a equipe que a opera fica menos tempo ocioso, um aumento de 11,41% pode parecer pouco para um dia, porém, ao final do mês ou ano representa valor considerável, cerca de R$ 27.770,00 contando apenas a mão de obra direta. A melhoria é ainda maior em termos monetários quando se põem no cálculo da margem de lucro sobre as 20.000 unidades ganhas pelo aumento da eficiência.
Com a aplicação da metodologia Lean o cenário de produtividade consequentemente aumentou, ou seja, se a máquina e o operador ficam menos tempo ocioso, significa que estão produzindo mais, em outras palavras o desperdício no qual acontecia foi revertido em mais produção, mais eficiência e mais produtividade gerando cerca de 20.000 unidades/mês a mais. Durante todo o processo foi necessário engajamento dos envolvidos, fazendo-os se sentirem mais importantes e empolgados com a aplicação do estudo, melhorando o clima organizacional, a comunicação entre a equipe e supervisores e a motivação em concluir e bater metas.
A empresa por se tratar de médio porte, uma redução de 11,41% de desperdício representa muito no fechamento final do dia, mês e ano.
Todo o projeto foi elaborado e aplicado sem grandes investimentos, ou seja, trouxe grande parcela de retorno do resultado obtido e com um potencial de trazer maiores benefícios, pois, sem investimento já trouxe um resultado consideravelmente bom, com pequenos e médios investimentos pode-se obter melhoras significativas no quadro atual. Com a redução dos desperdícios será possível utilizar o valor resgatado para implantar melhorias nas quais precisam de investimentos, possibilitando estudar novos meios de busca por melhorias.
Como o Lean Manufacturing é um processo contínuo, a busca por melhores resultados não para, e aos poucos, vai-se obtendo um processo produtivo eficiente e ideal. Como na análise de Pareto foi definido dois problemas, quando os mesmos forem totalmente resolvidos, darão a vaga para novos problemas de mais relevância, no qual serão estudados e aplicados princípios de melhoria, esse princípio de melhoria contínua é conhecido como kaízen, que é uma ferramenta do Lean.
Pelo princípio da melhoria contínua sempre haverá necessidade de continuar os estudos para resolver totalmente outros problemas levantados nesse trabalho ou até mesmo rever os que foram abordados. Como o Lean é uma ferramenta com multifuncionalidades é possível explorar mais seu potencial. A sugestão para posteriores trabalhos é a confecção do MFV esperado, que neste trabalho não foi possível finalizar. A ideia também é explorar as outras paradas de grande relevância como: aguardando rotulagem e aguardando manutenção, podendo explorar novas ferramentas do Lean para melhorar futuramente o quadro de eficiência. Criar e/ou explorar planos de manutenção, buscar sempre que possível manutenção preventiva.
7. REFERÊNCIAS
BAUCH, Christoph. Lean Product Development: Making waste transparent. 2004. 140 f. Tese (Doutorado) – Technical – University of Munich, Munich. 2004.
CARPINETTI, Luiz Cesar Ribeiro. Gestão da Qualidade: conceitos e técnicas. 2.ed. São Paulo: Atlas, 2012.
DEMBOGURSKI, Renan Augusto; OLIVEIRA, Márcio de; NEUMANN, Clóvis. Balanceamento de linha de produção. Rio de Janeiro: XXVIII encontro nacional de engenharia de produção, 2008. 13 f. Disponível em: http://www.abepro.org.br/biblioteca/enegep2008_TN_STO_069_490_11644.pdf. Acesso em: 16 de mai. de 2021.
DOMINGUES, Marco Aurélio. A importância do Programa 5S para a implantação de um Sistema da Qualidade. 2011. 41 f. Dissertação (Pós-Graduação) –Gestão de Negócios – Universidade Federal do Paraná, Curitiba, 2011.
EJEP. EJEP Empresa Júnior de Engenharia de Produção, 2017. A Importância de um Layout Bem Planejado. Disponível em: https://ejep.com.br/2017/05/11/a-importancia-de-um-layout-bem-planejado/. Acesso em: 08 de mai. 2021.
FERRO, José Roberto. Pesquisa Quantitativa: A essência da ferramenta “Mapeamento do Fluxo de Valor” Lean institute Brasil, 2021. Disponível em: https://www.lean.org.br/comunidade/artigos/pdf/artigo_61.pdf. Acesso em: 16 de mai. de 2021.
GLASSER, William. Administração de liderança: qualidade e eficácia com uma moderna técnica de gerenciamento: a teoria do controle. 1 ed. Rio de Janeiro: Best Seller, 1994.
GOUVEA, Marcelo. Produza-Inteligência em manufatura, 2021. Layout de fábrica: conheça quatro variações. Disponível em: https://produza.ind.br/tecnologia/layout-de-fabrica/. Acesso em: 08 de mai. de 2021a.
GOUVEA, Marcelo. Produza-Inteligência em manufatura, 2021. Motivos para fazer gestão da demanda e previsão no setor indústria. Disponível em: https://produza.ind.br/tecnologia/gestao-da-demanda-previsao/. Acesso em: 08 de mai. de 2021b.
INDÚSTRIA DE A – Z. PORTAL DA INDÚSTRIA, 2021. O que é Lean Manufacturing ou Manufatura enxuta e como aplicar. Disponível em: http://www.portaldaindustria.com.br/industria-de-a-z/lean-manufacturing-manufatura-enxuta/. Acesso em: 05 de mai. de 2021.
INSTITUTO LEAN BRASIL. Lean institute Brasil, 2021. Definição e Aplicações: Lean é uma filosofia de gestão inspirada em práticas e resultados do Sistema Toyota. Disponível em: https://www.lean.org.br/o-que-e-lean.aspx. Acesso em: 15 de mai. de 2021.
KANBANIZE. Kanbanize, 2021. Os 7 Desperdícios do Lean: Como Otimizar Recursos. Disponível em: https://kanbanize.com/pt/gestao-lean/valor-desperdicio/7-desperdicios-do-lean. Acesso em: 05 de mai. de 2021.
KUMAR, Naveen. DALGOBIND, Mahto. Assembly line balancing: a review of developments and trends in approach to industrial application. Global Journal of Research In Engineering, Global Journals inc. (USA), v. 13(2), p. 01-23, 2013.
LABONE. Labone Consultoria, 2021. Metodologia Científica é Técnica fundamental em TCC. Disponível em: https://www.laboneconsultoria.com.br/metodologia-cientifica/. Acesso em: 14 de mai. de 2021.
LEANIT. Leanit, 2021. Os 5 princípios do Lean Thinking. Disponível em: https://www.leanti.com.br/conceitos/5/Os-5-principios-do-Lean-Thinking.aspx. Acesso em: 16 de mai. de 2021a.
LEANIT. Leanit, 2021. O que é Mapeamento do fluxo de valor (MFV)?. Disponível em: https://www.leanti.com.br/conceitos/6/Mapeamento-do-fluxo-de-valor.aspx. Acesso em: 08 de mai. de 2021b.
LÉLIS, Eliacy Cavalcanti. Gestão da Qualidade. São Paulo: Pearson Education do Brasil, 2011.
LENZI, Fernando César; KIESSEL, Marcio Daniel; ZUCCO, Fabricia Durieux. Ação empreendedora: como desenvolver e administrar o seu negócio com excelência. São Paulo: Gente, 2010.
MAKRIDAKIS, Spyros; WHEELWRIGHT, Steven; HYNDMAN, Rob J. Forecasting methods and applications. 3. ed. New York: John Wiley & Sons, 1998.
MARTINS, Roberto Antonio; NETO, Pedro Luiz de Oliveira Costa. Indicadores de desempenho para a gestão pela qualidade total: uma proposta de sistematização. São Paulo: Gestão & produção, 1998. Disponível em: https://www.scielo.br/j/gp/a/8YKQWhKnMdmjGtd5bkBwj8L/?format=pdf&lang=pt. Acesso em: 14 de mai. de 2021.
MEIRA, Rogério Campos. As ferramentas para a melhoria da qualidade. Porto Alegre: SEBRAE, 2003.
MELLO, Carlos Henrique Pereira. Auditoria Contínua: Estudo de Implementação de uma Ferramenta de Monitoramento para Sistema de Garantia da Qualidade com Base nas Normas NBR ISO9000. 1998. 76 f. Tese (Mestrado) – Engenharia de produção – Universidade Federal de Itajubá, Itajubá, 1998.
MENEZES, Gérson Oscar de. Aplicação do Índice de Salubridade Ambiental em Comunidades Carentes e sua comparação com comunidades padrão: Instrumento para Planos de Gestão Municipal. 2007. 203 f. Dissertação (mestrado) – Engenharia Ambiental – Universidade Federal de Ouro Preto, Ouro Preto, 2007.
MOREIRA, Sónia Patrícia da Silva. Aplicação das Ferramentas Lean. Caso de Estudo. 2011. 113 f. Trabalho Final (Mestrado) – Engenharia mecânica – Instituto Superior de Engenharia de Lisboa, Lisboa, 2011.
MORETTI, Isabella. Viacarreira, 2021. Pesquisa Aplicada: o que é, como fazer e exemplos. Disponível em: https://viacarreira.com/pesquisa-aplicada/. Acesso em: 14 de mai. de 2021a.
MORETTI, Isabella. Viacarreira, 2021. Pesquisa Quantitativa: o que é, como fazer e exemplos. Disponível em: https://viacarreira.com/pesquisa-quantitativa/. Acesso em: 14 de mai. de 2021b.
OLIVEIRA, Maxwell Ferreira de. Metodologia científica: um manual para a realização de pesquisas em administração. Catalão. Universidade federal de goiás, 2011. 73 f. Disponível em: https://files.cercomp.ufg.br/weby/up/567/o/Manual_de_metodologia_cientifica_-_Prof_Maxwell.pdf. Acesso em: 16 de mai. de 2021.
OHNO, Taiichi. Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997
PALADINI, Edson Pacheco. Qualidade total na prática: implantação e avaliação de sistemas de qualidade total. 1. ed. São Paulo: Atlas, 1994.
PEINADO, Jurandir; GRAEML, Alexandre Reis. Administração da produção (Operações industriais e de serviços). Curitiba: UnicenP, 2007.
PICCHI, Flávio Augusto. Oportunidades da aplicação do Lean Thinking na construção. São Paulo: Ambiente Construído revista da Antac, 2003. Disponível em: https://sites.usp.br/construinova/wp-content/uploads/sites/97/2017/12/PICCHI-Oportunidades-de-aplica%C3%A7%C3%A3o.pdf. Acesso em: 07 de mai. de 2021.
RIZZOTTO, Robson. Foccoerp, 2021. Por que a previsão de demanda é importante para sua empresa?. Disponível em: https://www.foccoerp.com.br/gestao-de-empresas/previsao-de-demanda/. Acesso em: 08 de mai. de 2021.
ROTHER, Mike; HARRIS Rick.. Criando fluxo contínuo: Um Guia de Ação para Gerentes, Engenheiros e Associados da Produção. V. 1.0. São Paulo: Lean Institute Brasil, 2002.
ROTHER, Mike; SHOOK, John. Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício. São Paulo: Lean Institute Brasil, 2003.
SABATO, Mariana. Abihpec, 2021. Setor de higiene pessoal, perfumaria e cosméticos fecha 2020 com crescimento de 5,8%. Disponível em: https://abihpec.org.br/release/setor-de-higiene-pessoal-perfumaria-e-cosmeticos-fecha-2020-com-crescimento-de-58/. Acesso em: 05 de mai. de 2021.
SILVA, Edson Miranda da. Ronin Consultoria, 2021. Gestão à Vista e Indicadores para Lean Manufacturing por Edson Miranda da Silva. Disponível em: https://qualityway.wordpress.com/2017/06/04/gestao-a-vista-e-indicadores-para-lean-manufacturing-por-edson-miranda-da-silva/. Acesso em: 08 de mai. de 2021.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3 ed. São Paulo: Atlas, 2009.
SLACK, Nigel; JONES, Alistair Brandon; JOHNSTON, Robert. Administração da Produção. 8 ed. São Paulo: Atlas, 2018.
TAPPING, Don; SHUKER, Tom. Lean Office: gerenciamento do fluxo de valor para áreas administrativas. São Paulo: Leopardo Editora, 2010.
TRIVELLATO, Arthur Antunes. Aplicação das sete ferramentas básicas da qualidade no ciclo PDCA para melhoria contínua: estudo de caso numa empresa de auto-peças. 2010. 73 f. Monografia (Graduação) – Engenharia de Produção Mecânica – Universidade Federal de São Carlos, São Carlos, 2010.
WERKEMA, Cristina. DFLSS – Design for lean six sigma: Ferramentas básicas usadas nas etapas D e M do DMADV. 2. V. Rio de Janeiro: Elsevier, 2012.
WILLIAMS, Richard L. Como Implantar a Qualidade Total na sua Empresa. 1ª ed. Rio de Janeiro: Campus, 1995.
WOMACK, James; JONES, Daniel. Lean thinking: banish waste and create wealth in your corporation. New York: Free Press, 2003.
8. APÊNDICE – Autorização
Publicado por: washington oliveira gonçalves
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























