


FERRO FUNDIDO CINZENTO E NODULAR: PROPRIEDADES, PROCESSOS E IMPACTOS AMBIENTAIS
índice
- 1. RESUMO
- 2. INTRODUÇÃO
- 3. PROPRIEDADES DOS FERROS FUNDIDOS
- 3.1 FERRO FUNDIDO CINZENTO
- 3.2 FERRO FUNDIDO NODULAR
- 3.3 CONSTITUIENTES DAS LIGAS FERROSAS
- 3.3.1 Teores de carbono nos ferros fundidos cinzentos
- 3.3.2 Teores de silício e manganês
- 3.3.3 Teores de enxofre e fosforo
- 3.4 ESTRUTURA CRISTALINA DOS FERROS FUNDIDOS
- 3.5 RESISTÊNCIA A TRAÇÃO FERRO FUNDIDO CINZENTO E NODULAR
- 4. PROCESSOS DE OBTENÇÃO DOS FERROS FUNDIDOS
- 4.1 PROJETO E CONFECÇÃO DE MODELO
- 4.2 CONFECÇÃO DO MOLDE E DOS MACHO
- 4.3 VAZAMENTO DO METAL LÍQUIDO
- 4.4 SOLIDIFICAÇÃO DOS FERROS FUNDIDOS
- 4.5 PROCESSO DE DESMOLDAGEM E RECUPERAÇÃO DE AREIA
- 4.6 PROCESSO DE ACABAMENTO
- 4.7 TRATAMENTO TÉRMICO EM FERROS FUNDIDOS
- 5. IMPACTOS AMBIENTAIS PELA EXTRAÇÃO DO MINÉRIO DE FERRO
- 5.1 RECUPERAÇÃO DAS ÁREAS DEGRADADAS PELA MINERAÇÃO
- 5.2 HISTORIA DO MINÉRIO E SUA INSERÇÃO NO BRASIL
- 5.3 MERCADO E CONSUMO DO MINÉRIO DE FERRO
- 6. CONSIDERAÇÕES FINAIS
- 7. REFERÊNCIAS
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.
1. RESUMO
Este trabalho visa apresentar as propriedades do ferro fundido nodular e do ferro fundido cinzento com objetivo de comparar suas estruturas no momento da definição de sua utilização e o comportamento em diferentes tipos de aplicações, descrevendo suas características e componentes de ligas. Elencar seu processo de fabricação citando as etapas envolvidas no trabalho de transformação do ferro fundido liquido para a estrutura sólida final, mostrando suas formas entre as etapas e técnicas necessárias para produção e obtenção dos ferros fundidos. Expor os impactos ambientais causados no meio ambiente e as áreas afetadas pela prática da mineração, descrevendo o comportamento sofrido pela extração do minério e os impactos visuais irreversíveis nas áreas. Citar as etapas desde a retirada da matéria-prima, comercialização, até sua forma final nas indústrias. A revisão bibliográfica foi trabalhada de modo a alcançar dados relevantes ao desenvolvimento do projeto citando todos os assuntos envolvidos, tais como: processos, materiais, tratamentos e aplicações.
Palavras-chave: Ferro Fundido; Cinzento; Nodular; Impactos ambientais.
ABSTRACT
This work aims to present the properties of nodular cast iron and gray cast iron with the objective of comparing their structures at the moment of definition of its use and behavior in different types of applications, describing its characteristics and components of alloys. List its manufacturing process by citing the steps involved in the work of transforming liquid cast iron for the final solid structure, showing their forms among the necessary steps and techniques for the production and production of cast iron. Exposing the environmental impacts caused on the environment and the areas affected by the practice of mining, describing the behavior suffered by the extraction of the ore and the irreversible visual impacts on the areas. Cite the steps since the withdrawal of the raw material, commercialization, to its final form in industries. The bibliographic review was done in order to reach data relevant to the development of the project citing all the matters involved, such as: processes, materials, treatments and applications.
Keywords: Cast Iron; Gray Cast Iron; Nodular Cast Iron; Environmental Impacts.
2. INTRODUÇÃO
Apesar do desenvolvimento constante de novo materiais, o ferro fundido, em diversas aplicações continua sendo a liga mais recomendada devido a sua grande gama de aplicações. É um material que, mundialmente, é usado em alta escala pelas indústrias de máquinas e equipamentos, fábricas automobilísticas, ferroviária, naval, dentre outras várias industrias metalomecânicas.
O Ferro Fundido é altamente utilizado devido a suas características especiais e o seu baixo custo comparado com outros tipos de ligas metálicas e no processo de usinagem é o mais aproveitado e o mais fácil se ser adaptado em suas várias formas. Para maioria das aplicações pode ser usado no estado bruto de solidificação.
A principal motivação desse trabalho é apresentar uma visão diferenciada do que já se conhece sobre esse minério, um dos mais explorados e utilizados desde a Idade do Ferro até os dias atuais, como a inserção dele na indústria e os danos ao meio ambiente pela extração do minério e a origem das fundições e como isso revolucionou a Idade do ferro, desde o surgimento até os dias em que vivemos hoje.
O problema maior observado durante a elaboração deste trabalho é o risco ambiental que existe para a extração do minério de ferro da natureza. Mas, existe alguma maneira eficiente de extrair o minério de ferro do meio ambiente e voltar na área onde houve essa extração todos os nutrientes e a formação original do solo e vegetação?
O objetivo geral deste trabalho foi apresentar a comparação entre os ferros fundidos cinzentos e nodulares em suas aplicações retratando os passivos ambientais causados pelo seu uso. Tendo como objetivos específicos: Descrever propriedades dos ferros fundidos cinzentos e nodulares, elencar os processos para obtenção dos ferros fundidos, expor os impactos ambientais causados pela extração do minério de ferro.
O seguinte trabalho se classifica como uma revisão de literatura definido por GIL (2008), a “pesquisa bibliográfica é desenvolvida com base em material já elaborado, constituído principalmente de livros e artigos científicos”. O período dos artigos pesquisados serão os trabalhos publicados nos últimos 40 anos. As palavras-chave utilizadas na busca serão: Ferro fundido, nodular, cinzento, impactos ambientais, extração, minério de ferro.
3. PROPRIEDADES DOS FERROS FUNDIDOS
Define-se ferro fundido como “as ligas Fe-C cujo teor de carbono se situa acima de 2,0% aproximadamente”. É considerado uma liga ternária Fe-C-Si, já que o silício está muitas vezes presente em quantidades superiores ao do próprio carbono. (CHIAVERINI, 1996).
Podemos citar os seguintes tipos de liga dentro da denominação de ferro fundido:
a) Ferro fundido cinzento;
b) Ferro fundido nodular.
Segundo Callister (2014), ferros Fundidos Cinzentos e Nodulares são compostos de liga de ferro-carbono-silício, com teores de carbono que variam acima de 2,5 % e 4,0% e silício 1,0% e 3,0%, em quantidade superior à que pode ser obtida em solução sólida na austenita, de modo a resultar na formação de grafita, na forma de veios (lamelas) ou nódulos (esferas)
Possuem baixo ponto de fusão utilizando menos energia em fornos e sua modelação é facilitada, além de preencher totalmente os vazios intrincados dos moldes. Essas características conduzem a um material barato e de versatilidade considerável para fins de projeto e produto (VAN VLACK 1984).
A forma e a distribuição dessa grafita influenciam inteiramente nas propriedades dos ferros fundidos, razão essa pela qual a escolha da classe de ferro fundido adequada depende muito de sua utilização.
Combinações de formas diferenciadas de grafita com diferentes estruturas de matriz derivam em uma grande variedade de classes, onde uma delas atenderá as condições necessárias de performance, segurança e qualidade.
A constante evolução da tecnologia de fundição dos ferros fundidos está oferecendo cada vez mais para o desenvolvimento de novas aplicações, possibilitando, assim, alternativas mais econômicas para se obter produtos com qualidade (ASHBY, 2007).
3.1. FERRO FUNDIDO CINZENTO
Como em qualquer liga metálica, existe uma conexão íntima entre todas as características do ferro fundido e a sua estrutura, conexão essa que, no caso particular do ferro fundido cinzento é menor e mais complexa (CHIAVERINI, 1996).
O ferro fundido cinzento oferece facilidade na fusão e na moldagem, possui boa resistência mecânica (compressão), resistência ao desgaste e boa capacidade de amortecimento.
Segundo Callister (2014) mecanicamente, o ferro fundido cinzento é comparativamente fraco e frágil quando submetido a tração, com ductilidade pouco menos desprezível, isso porque as extremidades das lamelas ou flocos de grafita são afiadas e pontiagudas, e geralmente servem como pontos de concentração de tensões quando uma tensão de tração externa é sobreposta.
A resistência e a ductilidade são muito maiores sobre cargas de compressão, porém os ferros cinzentos são altamente eficientes no amortecimento de energia vibracional, sendo muito indicados e utilizados para aplicações expostas a vibrações, tais como as estruturas de base para máquinas e equipamentos pesados, além de exibir uma alta resistência ao desgaste. Em termos de engenharia, sua capacidade de amortecimento é alta, o que permite a este tipo de metal largas aplicações (VAN VLACK, 1984)
Uns dos aspectos mais importantes que justificativa a sua grande utilização na fabricação dos componentes é o baixo custo dessa matéria prima e a fabricação de peças com formas mais complexas e intrincadas além da contração do metal fundido ser baixa.
3.1.1. Propriedades do ferro fundido cinzento – composição
Os Ferros fundidos cinzentos comtemplam uma faixa de composição química muito aberta:
a) Cromo (C) – 2,50% a 4,00%;
b) Silício (Si) – 1,00% a 3,00%;
c) Manganês (Mn) – 0,20% a 1,00%;
d) Fósforo (P) – 0,02% a 1,00%.
É frequente ainda, incluir outros componentes de liga, visando mudar certas características do material (CHIAVERINI, 1996).
3.2. FERRO FUNDIDO NODULAR
O ferro fundido nodular é um material mais resistente, comparado ao cinzento, porém tem o custo mais elevado. Também é largamente utilizado nas indústrias em geral, por ser um material de maior resistência e ductibilidade. O ferro fundido nodular é produzido pelo processamento do metal liquido com um carbono equivalente de 4,3% e com adição de magnésio (ASKELAND, 2015).
O ferro fundido nodular pode ser preparado para ser ferrítico ou perlítico e também possui características mecânicas que se aproximam do aço. Esse tipo de ferro pode ser utilizado em aplicações de alto desempenho como autopeças, onde a existência de falhas por fragilidade pode originar graves desastres envolvendo vidas humanas.
O ferro fundido nodular é conhecido também como ferro fundido dúctil e é uma derivação do ferro fundido cinzento que no seu processo de fundição quando acrescentado uma quantidade pequena de magnésio a sua microestrutura se torna diferente na forma de nódulos (CALLISTER, 2014)
Segundo Askeland (2015), o ferro fundido nodular possui excelente resistência e ductilidade quando comparado com o cinzento. Mesmo com toda a resistência encontrada nesse tipo de ferro e a alta qualidade em relação ao desgaste, suas propriedades de tenacidade são baixas quando confrontadas com outros tipos de ligas fundidas.
Os ferros fundidos nodulares são considerados como um dos materiais capazes de substituir alguns aços na fabricação de componentes, por apresentar uma boa combinação de propriedades mecânicas como a resistência à tração, ductilidade e resistência ao impacto. É utilizado na fabricação de engrenagens, pinhões e coroas (RESTREPO, 1992)
O característico mais importante, entretanto, relacionado com a resistência mecânica é o limite de escoamento que é mais elevado no ferro fundido nodular do que em outros ferros fundidos (CHIAVERINI, 1996).
3.2.1. Propriedades do ferro fundido nodular – composição
Os principais agentes nodulizantes contém, todos eles, geralmente o magnésio e na maioria das vezes esse nodulizantes são introduzidos na forma de ligas. (CHIAVERINI, 1996).
3.3. CONSTITUIENTES DAS LIGAS FERROSAS
A ferrita é a solução sólida de carbono no ferro alfa e origina-se na zona crítica, durante o esfriamento, por transformação alotrópica do ferro gama. A cementita é o nome dado ao carboneto de ferro contendo 6,68% de carbono. Sua dureza é elevada por isso se torna muito quebradiço. A perlita é o constituinte micro gráfico formado por finas lamelas aplicadas de ferrita e cementita e que ocorre abaixo de 723° nas ligas de ferro carbono. (COLPAERT, 1965).
Segundo Smith (2012), a austenita é a solução sólida intersticial de carbono no ferro. A austenita tem estrutura cúbica de faces centradas e dissolve muito mais carbono do que a ferrita. A solubilidade do carbono na austenita atinge um máximo de 2,08% a 1.148°C e diminui chegando a 0,8% a 723°C.
A composição química controla em grande parte as propriedades, principalmente porque nem sempre é fácil controlar a velocidade de resfriamento de uma peça no molde. Todos os elementos químicos normalmente presente num ferro fundido cinzento influenciam na microestrutura e também nas propriedades dos ferros fundidos (PIESKE, 1974).
Conforme Colpaert (1965), os aços comuns contem sempre, além do carbono, pequenos teores de silício, fosforo, enxofre, manganês, ás vezes cobre, e trações de outros metais e metaloides. Essas inclusões são vistas por microscópio e algumas são facilmente identificáveis pela sua cor, forma e aspectos, outras só são vistas após o ataque em banhos de produtos químicos.
3.3.1. Teores de carbono nos ferros fundidos cinzentos
Segundo Pieske (1974), o carbono é o componente que tem mais importância nos ferros fundidos cinzentos. Tem maior responsábilidade pelas propriedades mecânicas e de fundição. Desconsiderando o carbono em forma de perlita na matriz, o mesmo está incluso como grafita em forma de veios. O carbono conjugado em ferros fundidos cinzentos perliticos, em geral, varia de 0,5% a 0,8% e o carbono grafítico de 2% a 3%.
3.3.2. Teores de silício e manganês
O silício tem como atuação ser um importante grafitizante, tanto na solidificação como nas alterações do estado sólido, portanto favorece a formação de grafita na solidificação, diminuindo o coquilhamento e de ferrita nas transformações no estado sólido. Não é visível na microestrutura pois está em solução sólida na ferrita. É em conjunto com o carbono o elemento que mais afeta a fundibilidade (COLPAERT, 1965).
O manganês tem como finalidade a neutralização do enxofre. Aloca-se sempre em demasia ao estequiométrico necessário para impedir a formação sulfeto de ferro. Grandes excessos de manganês têm como função ser o promovedor de carbonetos na solidificação e de perlita na reação eutetóide. Em normal uso o seu teor varia na faixa 0,55% A 0,75% (SHACKELFORD, 2008).
3.3.3. Teores de enxofre e fosforo
Já o enxofre é uma impureza que deve ser contrabalançada pelo manganês, caso contrário forma-se sulfetos de ferro que tendem a expelir para os contornos das células eutéticas, agindo como fragilizantes. É também promovedor de cementita quando não neutralizado pelo manganês. No ferro fundido cinzento, quando balanceado pelo manganês na faixa 0,05% – 0,10% a sua presença é até desejável, sendo lhe atribuído um efeito favorável sobre a morfologia da grafita. (CHIAVERINI, 1996).
No fosforo, em teores relativamente baixo forma steadita que pode prejudicar as prioridades. Tem como atuação ser promovedor fraco de grafita na solidificação e de perlita na reação eutedóica. Em ferros fundidos de alta resistência deve ser mantido de preferência abaixo de 0,10%. Em alguns ferros fundidos quando se deseja alta fluidez teores maiores que 0,5% podem ser interessantes. Acima de 0,2% já tende a diminuir a usinabilidade (PIESKE, 1974).
3.4. ESTRUTURA CRISTALINA DOS FERROS FUNDIDOS
A estrutura cristalina de um sólido define o tamanho, a forma e o arranjo dos átomos em uma rede tridimensional. A célula unitária cúbica de corpo centrado (CCC), possui um átomo em cada um dos oito vértices, mas tem um átomo adicional no centro do cubo. A célula unitária Cúbica de face centrada (CFC) tem um átomo em cada um dos oito vértices, mais um átomo em cada uma das seis faces do cubo (NEWELL, 2015).
Conforme Smith (2012), a maior parte dos elementos metálicos se cristaliza ao se solidificar nestas estruturas compactas pelo fato da energia ser liberada a medida em que os átomos se aproximam uns dos outros e se ligam mais compactamente, assim as estruturas mais densas correspondem a arranjos de energias mais baixa, portanto são mais estáveis.
Segundo Callister (2014), o ferro puro, ao ser aquecido experimenta duas mudanças na sua estrutura cristalina antes de fundir. Na temperatura ambiente, a forma estável conhecida como ferrita, possuí uma estrutura cristalina CCC e na temperatura de 912°C a ferrita se torna austenita que abrange uma estrutura cristalina CFC. A Figura 1, apresenta o formato geométrico da estrutura CFC.
Figura 1 – Estrutura Cristalina CFC
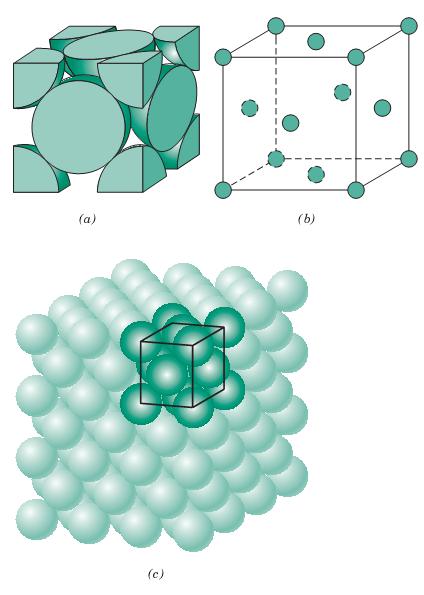
Fonte: Callister (2014, p. 25)
Conforme Shackelford (2008), os metais típicos com a estrutura CCC (figura 2), incluem o ferro (a forma estável na temperatura ambiente) vanádio, cromo, molibdênio e Tungstênio. Uma liga em que um desses metais é o constituinte predominante também tende a apresentar essa estrutura. No entanto, a presença de elementos de liga diminui a perfeição cristalina. A Figura 2, exibe o formato geométrico da estrutura CCC.
Figura 2 – Estrutura Cristalina CCC
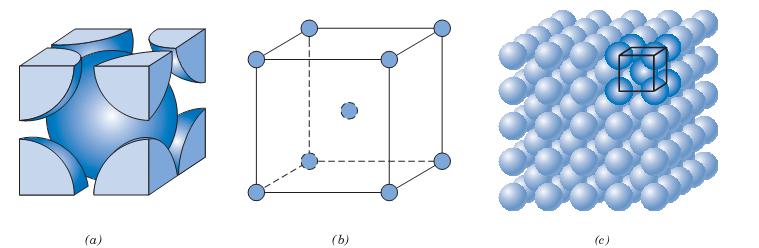
Fonte: Callister (2014, p. 26)
3.5. RESISTÊNCIA A TRAÇÃO FERRO FUNDIDO CINZENTO E NODULAR
Conforme Askeland (2015), o ensaio de tração é bastante difundido, pois as propriedades mecânicas obtidas são aplicadas no projeto de diferentes estruturas. Esse ensaio mede a resistência de um material a um carregamento mecânico estático ou aplicado lentamente. É um dos ensaios mais utilizados na determinação das propriedades mecânicas da maioria dos materiais. Durante o ensaio são medidas a força e a deformação correspondentes.
Os limites de resistência a tração passam por fases antes do material ser fraturado. A primeira fase é o ponto de deformação na zona plástica chamada de tensão limite de escoamento onde depois de alcançado esse ponto, a estrutura não consegue mais retornar a suas medidas iniciais. A segunda fase é o limite de resistência a tração e essa corresponde ao ponto máximo que pode ser suportado uma estrutura que se encontra sob essa força. Se essa tensão for aplicada e mantida, o resultado será uma fratura (CALLISTER, 2014).
O ferro fundido nodular tem características mecânicas de grafita lamelar limitadas pela presença dessa grafita. A forma esferoidal da grafita permite ao ferro fundido de grafita esferoidal atingir resistências da ordem dos aços. Assim, a resistência a tração destes ferros tem variação de 40 a 90 Kgf/mm² e o alongamento de 2% a 25%. (SENAI, 1987).
Nos ferros fundidos cinzento o limite de resistência a tração tem variação de 10 a 40 Kgf/mm². Essa propriedade depende principalmente da composição química, da microestrutura, das velocidades de solidificação e de resfriamento. A velocidade de solidificação tem um efeito direto na morfologia da grafita e nas dimensões das células eutéticas. A velocidade resfriamento após a solidificação é um dos fatores determinantes da estrutura da matriz metálica (PIESKE, 1974).
4. PROCESSOS DE OBTENÇÃO DOS FERROS FUNDIDOS
Fundição é um processo de fabricação no qual o metal fundido, ou seja, no estado liquido é levado a fluir por gravidade ou por outra força dentro de um molde onde se solidifica no formato desse molde. O molde tem o formato final ou parcial da peça a ser produzida. A fundição faz o uso de grandes quantidades de sucata metálica, sendo este um aspecto bastante positivo sob o ponto de vista de otimização do uso de recursos naturais por meio de reciclagem (KIMINAMI, 2013).
Com a obtenção do metal derramado obtemos a peça fundida. Esse método milenar de fabricação de peças evoluiu com a humanidade e tornou-se um dos mais versáteis permitindo a fabricação de peças únicas nas mais variadas formas e complexidades e nos mais diversos tamanhos. As etapas básicas de um processo de fundição se dividem em projeto e confecção de modelo, confecção do molde e dos machos, derramamento do metal líquido (vazamento), solidificação, desmoldagem, recuperação de areia e acabamento (BALDAM, 2014).
4.1. PROJETO E CONFECÇÃO DE MODELO
O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter, via fundição. Essa réplica é denominada de modelo e tem finalidade de imprimir as dimensões da peça no molde de fundição. Os modelos podem ser fabricados de madeira, metais (alumínio e aço), resinas, poliestireno expandido e a cera (BALDAM, 2014).
Conforme Smith (2012), os modelos de madeira são comumente utilizados nos processos de fundição em areia, por serem os que melhor se adaptam à maior parte dos problemas de moldação, apesar de serem em muitos aspectos os menos resistentes. Esse tipo de modelo também satisfaz as produções de séries pequenas e médias, servem de modelo mestre para produção de outros de metal e plástico
No caso da fundição em modelação de madeira, a areia é utilizada como material de molde. Um molde em duas partes é formado através da compactação de areia ao redor de um molde que possui a forma da peça que deseja ser fundida. Além disso um sistema de canais de alimentação é geralmente incorporado ao molde para acelerar o escoamento do metal fundido para dentro e minimizar os defeitos de fundição internos (CALLISTER, 2014).
4.1.1. Tipos de areia para processos de fundição
As areias aglomeradas com argila são utilizadas em fundição para a realização de moldes através de processo manual ou mecanizado. Nestes moldes são vazadas ligas líquidas, a diferentes temperaturas, a fim de se obter peças fundidas após sua solidificação e resfriamento. As peças devem apresentar formas e dimensões bem definidas, bom aspecto superficial e ausência de defeitos internos (SENAI, 1987).
A forma física final do ferro fundido depende do molde que muitas vezes é feito com areia. O processo mais comum é o de areia verde que consiste onde um mineral granular refratário é preparado com argila (bentonita) e outros aditivos. Quando os grãos de refratário são compactados em volta do modelo, eles são mantidos juntos pela liga argila e água (PAREDES, 2017).
4.2. CONFECÇÃO DO MOLDE E DOS MACHO
A intensidade de compactação do molde é um fator importante quanto a sua influência sobre a estabilidade térmica dimensional. Uma solução bem conhecida para melhorar a estabilidade térmica dimensional consiste, portanto, em reduzir a intensidade de compactação da areia. Com a compactação da areia nos moldes de fundição formam-se as pontes argilosas, resultando da aproximação dos pontos de contato entre os grãos de areia envoltos pela argila, conforme apresenta a Figura 3 (SENAI, 1987).
Figura 3 – Forças de coesão e adesão a areia de moldagem
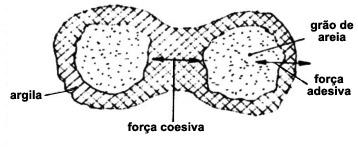
Fonte: Baldam (2014, p. 184)
Segundo Baldam (2014), o processo de moldagem consiste em construir o molde em que será derramado o metal líquido (vazamento). Na confecção do molde e do macho, são utilizadas como matéria-prima a areia de base, os ligantes e produtos de adição. A escolha da matéria-prima possui influência direta nas propriedades do molde e do macho gerando facilidade no processo de desmoldagem, no processo de confecção e no comportamento inerte em relação ao vazamento.
4.3. VAZAMENTO DO METAL LÍQUIDO
O processo de vazamento é o transporte do metal líquido, já devidamente tratado para os moldes conforme apresenta a Figura 4, onde esse metal só terá suas propriedades finais definidas de composição e estrutura após o processo de solidificação que pode alterar durante o vazamento. As operações de vazamento em geral são feitas com equipamentos auxiliares que vão depender da quantidade de metal a ser vazado. No caso mais comum de peças de pequeno porte, a condução do vazamento é feita do modo manual (BALDAM, 2014).
O metal é vazado pelo bocal (ou bacia) de vazamento, passando então pelo canal de decida, cuja geometria cônica garante um fluxo constante. Depois disso o metal entra primeiramente no canal de distribuição, ainda fora da parte que virá a construir a peça. A entrada do metal fundido da cavidade que virá a constituir a peça é feita pelos canais de ataque cujo número e área são projetados para garantir um fluxo sem turbulência, uma velocidade equalizada de entrada e pressão suficiente para o preenchimento de toda a cavidade (KIMINAMI, 2013).
Figura 4 – Vazamento do metal líquido em molde

Fonte: Fundição Indianápolis (2013)
Uma variável importante em ferros fundidos é a temperatura de vazamento. A altas temperatura não apresentam grandes problemas quanto a estrutura, mas devem ser evitadas para não gerar o superaquecimento perdendo a eficiência do inoculante que aumenta a reação do metal mole e consequentemente defeitos como penetração de metal na areia. As temperaturas baixas demais produzem secções finas que evidenciam o aparecimento de vários outros defeitos por isso também devem ser evitadas (PIESKE, 1974).
4.4. SOLIDIFICAÇÃO DOS FERROS FUNDIDOS
Para os ferros fundidos nodulares, inicia-se com a formação de dentritas de austenita relativamente pobres em carbono. A média que a temperatura diminui, o líquido residual torna-se mais rico em carbono e silício que são rejeitados a proporção que a austenita cresce. Após um determinado resfriamento abaixo da temperatura os nódulos de grafita começam a se formar (SANTOS, 1977).
Para se obter os ferros fundidos nodulares de elevada resistência mecânica no estado bruto de fusão, utilizam-se normalmente elementos de ligas perlitizantes, tais como o manganês, níquel, estanho ou cobre. O teor a ser adicionado em cada caso depende, entre outros fatores, da composição do ferro base e da velocidade de extração de calor pelo molde (BRANCO, 1975).
Para Sugiyama (1974), na fabricação de ferro fundido nodular a composição química base deve ser ajustada à velocidade de resfriamento (espessura das peças). A matéria-prima exige maior controle do que a empregada para ferro fundido cinzento, porque pequenos teores de impurezas dificultam ou até impedem a obtenção de grafita em nódulos.
A solidificação do ferro fundido cinzento é basicamente um processo de nucleação e crescimento das fases austenita, grafita e cementita. O processo é termicamente ativado e é necessário o resfriamento em relação da temperatura de equilíbrio para que os primeiros núcleos sejam formados, e possam em um determinado tempo atingir o tamanho crítico e crescer, dando sequência a transformação de fase (SANTOS, 1977).
Os ferros fundidos cinzentos são essencialmente ligas onde a maior parte do líquido solidifica-se como eutético. Devido a curva do resfriamento do ferro fundido dentro do molde a partir do estado líquido, a nucleação e o crescimento de alguma fase sólida tende a ocorrer a uma mudança de inclinação ou mesmo um patamar na curva de resfriamento. (PIESKE, 1974).
Nos ferros fundidos nodulares cada núcleo em crescimento dá origem a um nódulo de grafita, dessa forma a determinação do número de nódulos fornece uma medida do grau de nucleação do metal líquido. É necessário, todavia, que essas determinações sejam efetuadas em posições que correspondam à velocidade de esfriamento equivalentes (SINÁTORA, 1976)
Segundo Callister (2014), de todos os sistemas de ligas binárias, aquele que é possivelmente o mais importante é o formado pelo ferro e o carbono. Tanto os aços quanto os ferros fundidos, que são os principais materiais estruturais em toda e qualquer cultura tecnologicamente avançada, consistem essencialmente em ligas ferro-carbono.
4.5. PROCESSO DE DESMOLDAGEM E RECUPERAÇÃO DE AREIA
As peças depois do tempo de resfriamento se tornam sólidas dentro dos moldes de fundição e a desmoldagem consiste na separação da peça da areia do molde. A desmoldagem e a recuperação de areia estão diretamente relacionadas. A partir da desmoldagem, separa-se a areia do fundido que será repassada aso processo de recuperação. As máquinas de desmolde baseiam-se em elementos vibratórios de impactos para separação da areia (BALDAM, 2013).
O processo de recuperação da areia usada consiste em devolve-la para o ciclo de recondicionamento onde a areia de macho pode ser recuperada diversas vezes. Os elementos irrecuperáveis como produtos exotérmicos queimados e pedações de areia queimados são descartados e as caixas de moldar, ganchos e gabaritos são reutilizados para moldação de outras peças. (SENAI, 1987)
Comumente não se deve esperar a peça chegar à temperatura ambiente para desmoldar. Uma exceção é o caso de peças unitárias. Em produção seriada, chegar a temperatura ambiente implica ter uma quantidade de areia de moldagem muito grande em circulação, o que pode trazer desvantagens econômicas e aumentar desnecessariamente o espaço físico coberto da fundição
A desmoldagem quente pode apresentar como inconveniente o aparecimento de trincas por excesso de tensões internas, que tendem a ser tanto maiores quanto a velocidade de resfriamento. Essas tensões internas são maiores quando a peça apresenta secções de espessuras de diferentes e geometrias complexas. A variável de temperatura no processo de deslmodagem tem importância quando se deseja reduzir as tensões residuais nas peças (PIESKE, 1974).
4.6. PROCESSO DE ACABAMENTO
Após a etapa de desmoldagem a peça necessita de processo de acabamento antes que seja destinada ao cliente. Para peças fabricadas a partir de moldes de areia é feita a remoção da areia grudada que tem como função limpar completamente os vestígios de areia queimada. Também é necessário a remoção do sistema de canais e massalotes seguido de rebarbação. Depois dessas etapas a peça apresentará um excelente aspecto de acabamento (SENAI, 1987).
A operação de remoção dos canais e massalotes pode ser realizada antes ou após a limpeza da areia. Uma limpeza grosseira das regiões de corte dos canais e massalotes é efetuada quando necessário com escovas de aço, marteletes pneumáticos ou granalha. Isso é feito com objetivo de aumentar a rapidez de corte e poupar os equipamentos utilizados para essa finalidade (BALDAM, 2014).
4.7. TRATAMENTO TÉRMICO EM FERROS FUNDIDOS
Quatro tratamentos térmicos usuais empregados para os aços e ferros fundidos incluem alívio de tensões, recozimento pelo, normalização e efereoidização. Esses tratamentos são usados para eliminar os efeitos do trabalho a frio, controlar o endurecimento por dispersão ou ainda melhorar a usinabilidade. Durante o aquecimento os átomos aumentam sua frequência e amplitude de vibração e para muitas aplicações, a expansão térmica tem importância crucial (PADILHA, 2007).
As peças fundidas geralmente requerem um tratamento térmico de recozimento ou normalização para alivio das tensões originadas na solidificação e para a homogeneização da microestrutura. Alguns tipos de ferros fundidos, a aplicação do tratamento não é necessária pois são suficientes para atender a maioria das aplicações na prática (CHIAVERINI, 1996).
A fim de aumentar a dureza das peças, essas podem ser submetidas a um tratamento de tempera e revenimento. O ciclo de tempera tem como processo a elevação da temperatura entre 849 a 930°C para formação de austenita. A duração desse patamar deve ser tanto maior quanto maior for a porcentagem de ferrita na estrutura inicial, e quanto mais espessa for a peça (SENAI,1987).
No ferro fundido nodular, bem como nos aços contendo silício, a formação de cementita é fortemente atrasada devido a presença de silício, assim a transformação de austenita só é possível em temperaturas de 1200°C. Durante o primeiro estágio a austenita inicial transforma-se em ferrita mais carbonetos trazendo como resultado o aprimoramento das propriedades mecânica (RESTREPO, 1992).
4.7.1. Tratamento de Esfereoidização
O ferro de base recebe um tratamento que consiste em introduzir nele um elemento capaz de manter o super resfriamento durante certo tempo que é nomeado de tratamento de esferoidização. A inoculação é o elemento grafitizante afim de promover a grafitização e, dessa forma diminuir a tendência ao coquilhamento. As ligas utilizadas para o tratamento de esferoidização contém o magnésio, cério, cálcio, bário, Itrio (SENAI, 1987).
5. IMPACTOS AMBIENTAIS PELA EXTRAÇÃO DO MINÉRIO DE FERRO
Os recursos minerais são de muita importância para o crescimento de uma determinada região, sociedade ou determinado local. Os minerais são aproveitados como matéria-prima para vários segmentos na indústria, construção civil, e ainda podem ser aproveitados como fontes de energia. Porém, a exploração e extração dos minerais desmembram um conjunto de problemas socioeconômicos, e afeta inteiramente a natureza e a qualidade de vida da população da região onde é feita essa extração. (FERNANDES, 2014)
Ainda que existam normas ambientais para a prática dessas atividades de extração e exploração dos minérios, essas áreas exploradas passam por transformações irreversíveis. A abertura de crateras imensas no solo para a exploração mineral deforma o relevo e remove toda a vegetação desse solo, o que vem a ocasionar enormes erosões de terra. A Figura 5 apresenta o grande impacto visual causado pela mineração.
Figura 5 – Impactos Ambientas causados pela Mineração

Fonte: Figuinha (2011)
Após exploradas, a grande parte dessas áreas são simplesmente abandonadas e não tem o devido cumprimento dessas normas ambientais conclusos. Esses impactos ambientais negativos, quando não são detectados e corrigidos, se transformam num passivo ambiental, o que tem acontecido com frequência no Brasil (PAIVA, 2006)
Outro problema de grande importância que é ocasionado pela mineração é a poluição hídrica, poluição do solo e sonora. O consumo e a utilização de produtos químicos contaminam o solo, e altera suas propriedades. Quando chove, essas águas levam esses produtos para os rios e lagos, contaminando suas propriedades e também o lençol freático é contaminado durante o processo de infiltração da água no solo.
A poluição sonora é causada pela explosão de dinamites, o que provoca grandes ruídos na região onde se dá essa extração. Também um grande volume de água é consumido durante os processos de extração dos minérios. Isso é um aspecto muito preocupante, tendo em vista que a água é uma propriedade mais do que essencial para a manutenção da vida na Terra e devido a esse fator, seu consumo deve ser muito bem utilizado e racionalizado para que possa garantir água em quantidade e qualidade para as futuras gerações (VALADÂO, 2007)
Outro problema, agora de caráter social, é a transferência de comunidades para a concretização dessas atividades. Para que uma determinada região seja explorada, muitas famílias são obrigadas a se mudar para outro local, deixando vazia a região onde será explorado o minério.
Segundo Paiva (2006), outro ponto negativo é o ambiente de trabalho nas minas. O aumento de problemas respiratórios é muito banal, tudo isso porque os mineiros são expostos aos resíduos provenientes da mineração, como o pó do carvão, poeira de ferro, mercúrio, amianto e outros elementos que coloquem em risco sua saúde e muitas das vezes, esses mineiros não utilizam os equipamentos de proteção adequados para o exercício dessas atividades.
Para a solução dessas questões, é extremamente necessário que uma fiscalização mais eficiente nas minas seja realizada, promovendo um desenvolvimento econômico com impactos ambientais menores, além de melhorar a condição de trabalho para essas pessoas que operam na mineração. (LUZ, 2002)
5.1. RECUPERAÇÃO DAS ÁREAS DEGRADADAS PELA MINERAÇÃO
As formas de recuperação visam acertar impactos ambientais negativos, encontrados nas várias atividades de extração, e requerem soluções especificas consolidadas às condições já determinadas. Tais soluções, usualmente aplicadas em mineração, respaldam-se em observações de campo e literatura técnica e não raramente envolvem aspectos do meio físico (BRUM, 2000).
Segundo Attanasio (2006), a necessidade de recuperação de uma área minerada está geralmente relacionada à desativação de um empreendimento minerador. As principais causas para essa desativação podem estar relacionadas aos custos de produção juntamente com o lucro negativo obtido pela venda do minério ou até mesmo motivos ligados a fatores de ordem ambiental e relações com as comunidades próximas aos empreendimentos.
Para efetuar a restauração das áreas degradadas, em geral, opta-se primeiro pelo trabalho de recuperação das Áreas de Preservação Permanente das propriedades, devido a sua maior importância na proteção dos recursos hídricos regionais, e devido a sua função de corredores ecológicos interligando diversos fragmentos remanescentes da região, através da APP dos cursos d´água para fluxo de fauna e flora, aumentando, com isso a possibilidade de restauração e manutenção dos processos ecológicos, que exigem elevada diversidade e maior interação com flora e fauna (FERREIRA, 2012)
Para definição dos métodos a serem adotados na recuperação da vegetação natural, as propriedades rurais devem ser estudadas individualmente, permitindo a escolha de ações adequadas e diferenciadas para cada situação identificadas no campo. Essa individualização de ações visa aumentar o sucesso da restauração florestal, com os menores custos possíveis e com incremento na possibilidade de auto sustentação a longo prazo. (ATTANASIO, 2006).
Estas áreas abandonadas representam impactos ambientais de longo prazo, haja vista que seu estado impossibilita uma modalidade regular de uso posterior do solo, ocasionando variadas repercussões sociais e ambientais, tendo em vista que, em certas circunstâncias, estas regiões são objeto de ocupações humanas desordenadas e clandestinas, como também, utilizadas como depósito de lixo ou de rejeitos perigosos, aumentando ainda mais as consequências do abandono (BRUM, 2000).
5.1.1. Estratégias para recuperação das áreas degradadas
Segundo Ferreira (2012), a estratégia corretiva tem por meio diminuir um problema após sua assimilação e diagnóstico. É um reconhecimento do problema, distinguindo ou estabelecendo o mesmo em termos claros e compreensíveis, pelos interessados. Ação concordada e sistematizada com prevenção e intervenções necessárias para conhecer os locais potencialmente poluídos antes que sejam encontrados pela população ou causem algum dano ambiental significativo.
A estratégia preventiva tem como objetivo sanar passivos ambientais quando ocorre a desativação de uma empresa de mineração. Também visa corrigir problemas como a poluição de solos e de aquíferos e que estes não voltem a acontecer quando do encerramento das atividades recentemente existentes. Apesar do acúmulo de passivos durante a vida útil da mina, estes devem ser controlados ou eliminados quando da desativação do empreendimento. Essa estratégia depende de um plano de encerramento, um plano de recuperação de áreas degradadas e retirar cargo de comissões das instalações com as respectivas estimativas de custos (LUZ, 2002).
A estratégia visa impedir o ajuntamento de passivos ambientais durante a operação da mina e diminui os impactos durante o ciclo de vida desta. Sua meta é prever a utilização temporária do local pensando em novas características para ele. Considera o planejamento do encerramento de atividades e cria uma concepção de ciclo de vida de um empreendimento. Também tem como plano a paralização no período que antecede a fase de implantação e os revisa sistematicamente ou a cada vez que a atividade é modificada ou ampliada (FERREIRA, 2012).
5.2. HISTORIA DO MINÉRIO E SUA INSERÇÃO NO BRASIL
Mineração é o ato de retirar conteúdos de rochas e do solo e essa ação é muito importante para o desenvolvimento e crescimento das sociedades, empresas. Atividade essa que está presente em todo o mundo há milhares de anos. (LOPES, 2016)
No Brasil, os primeiros registros dessas atividades a partir século 16, depois da colonização portuguesa, e podemos destacar o ouro, o diamante, a prata e o ferro como os primeiros minérios a serem extraídos de solo brasileiro.
Por ser considerada uma atividade econômica com um lucro elevado, a mineração tem recebido grandes investimentos, inclusive de empresas multinacionais, para facilitar a alta e completa exploração dos minérios, com ênfase aqui no território brasileiro, para o minério de ferro. O Brasil detém um enorme patrimônio mineral, sendo um dos maiores produtores e exportadores de minérios do mundo (FERNANDES, 2014)
Conforme Gusmão (2015), no Brasil existem três campos de exploração principais do minério do ferro:
a) O Quadrilátero Central, mais conhecido como Ferrífero, que se encontra no estado de Minas Gerais, mais localizada no centro-sul do estado. Ela é responsável pela extração e produção em altíssima quantidade, do minério de ferro e do manganês. Essa região também é responsável por produzir bauxita e cassiterita, mas não em quantidades significativas;
b) O Maciço do Urucum, localizado no estado do Mato Grosso do Sul bem às margens do rio Paraguai, no Pantanal, esta seção mineral produz minério de ferro e manganês;
c) A Serra dos Carajás, localizada no estado do Pará: é um projeto que se tornou destaque na década de 60 quando foi descoberto como o maior território mineral do planeta, com alta fartura de minério de ferro e de outros minerais importantes para a exploração como níquel, cobre, estanho e ouro.
A maior parte das empresas mineradoras não são brasileiras, a grande parte delas são procedentes dos Estados Unidos, Canadá, Japão e Europa. Essas empresas estrangeiras introduziram tecnologias na extração desses minérios e geraram um significativo aumento na produção (VALADÃO, 2006).
Para estabilizar os projetos de mineração, imensos investimentos foram necessários por parte das empresas mineradoras e também pelo governo brasileiro, esse que criou infraestrutura para alimentar tal empreendimento, como construção de hidrelétricas, ferrovias e portos. Tudo isso para facilitar a exploração, extração e o fluxo da produção (GUSMÃO, 2015).
Essas empresas estrangeiras de mineração alojaram-se no Brasil seduzidas por incentivos ofertados pelo governo, como recursos minerais abundantes, financiamentos bancários incentivos fiscais, descontos em pagamentos de energia e impostos.
5.3. MERCADO E CONSUMO DO MINÉRIO DE FERRO
Pode-se dizer que a indústria de base é a que mais precisa do minério de ferro para dar sequência em seus procedimentos, aceito que o ferro é considerado como um componente muito importante, uma matéria-prima, para a maioria das linhas de produção.
Segundo Lopes (2016), embora não seja de exclusividade de nenhum setor, sabe-se que a indústria siderúrgica é a mais requisitante desse minério, chegando a adquirir mais do que 75% de toda a reserva extraída anualmente das jazidas.
Essa grande quantidade empregada na indústria siderúrgica se deve ao fato de que o minério de ferro é a matéria-prima principal na constituição do aço, largamente encontrado nos automóveis, nas estruturas civis, nas máquinas e nos eletrodomésticos que usamos todos os dias, em todos os lugares.
Eventualmente é impossível retirar esse importante minério do dia-a-dia das pessoas, do nosso cotidiano, tendo em vista que ele está atualmente presente em quase todas as coisas que fazemos uso constante. (FERNANDES, 2014).
6. CONSIDERAÇÕES FINAIS
O objetivo deste trabalho de modo geral, foi estudar e apresentar a partir de pesquisas bibliográficas, as características e propriedades encontradas nos ferros fundidos cinzentos e nodulares, o processo de fabricação para produção do ferro fundido, sua importância nas indústrias e os impactos ambientais causados por determinada prática na extração do minério de ferro.
Para um melhor entendimento das propriedades dos ferros fundidos cinzentos e nodulares, foram elencados todos os constituintes presentes na estrutura desses materiais e as comparações entre ambos expondo assim suas características em determinados tipos de aplicações em industrias. Notou-se que o ferro fundido nodular se sobressai em quase todas as comparações devido a suas propriedades serem comparadas as mais próximas dos aços.
Os processos produtivos de fundição para obtenção do ferro fundido, desde o seu vazamento até sua forma física final, foram esclarecidos de acordo com os autores, tendo suas técnicas detalhadas conforme cada etapa desse processo. Pode-se notar que a metodologia para obtenção do metal fundido vem se mantendo a mesma nos últimos cinquenta anos e nenhuma melhoria significativa ocorreu durante esse período, porém há a possibilidade de futuros trabalhos descrevendo novas melhorias nesse processo que é quase todo manual.
O maior desafio encontrado é a restauração do solo onde o minério de ferro é extraído porque mesmo existindo leis ambientais que exigem a recuperação da área mineradora, as poluições sonoras, hídricas e de solos continuam existindo no início do processo de extração, isolando a área e forçando a maior parte dos habitantes da região deixarem suas casas em busca de uma nova moradia longe de tais impactos.
A conclusão encontrada neste trabalho é que mesmo com os impactos ambientais causados na natureza, ainda o mundo é dependente de tais minerais que estão presentes nas industrias para transformação e que depois de processados serão utilizados em quase todas as partes de nossas vidas, desde os eletrodomésticos até aparelhos de hospitalares.
7. REFERÊNCIAS
ASKELAND, R.A.; WRIGHT, W.J. Ciência e Engenharia dos Materiais. 2° ed. São Paulo: Cengage, 2015; p.160 e 435 - 437.
CALLISTER, W. D. Fundamentos da Ciência e Engenharia de Materiais. 2° ed. Rio de Janeiro: LTC, 2014; p.295,402 e 403. 437
CHIAVERINE, V. Aços e Ferros Fundidos, 7ª ed. São Paulo: ABM, 1996; p. 492 e 537.
GIL, Antônio C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2008.
PAIVA, C. T. Proposta de metodologia para análise de passivos ambientais da atividade minerária. Ministério de Minas e Energia - MME. 2006. Disponível em: <http://www.mma.gov.br/port/conama/reuniao/dir934/RelatConsultoriaApresentaoMME_Passivo sAmbientais.pdf>. Acesso em: 29 ago. 2017.
VAN VLACK, Laurence .H. Princípios de Ciências e Tecnologias dos Materiais. 4° ed. Rio de Janeiro: Campus, 1984; p.495 e 567.
SANTOS, A.B.S.; BRANCO, C.H.C. Metalurgia dos Ferros Fundidos Cinzentos e Nodulares. 1° ed. São Paulo: IPT, 1977; p.10 e 32
COLPAERT, H. Metalografia dos Produtos Siderúrgicos Comuns. 2° ed. São Paulo: Ibrape, 1965; p. 156, 157 e 332.
PIESKE, A. Ferros Fundidos Cinzentos de Alta Qualidade. 1° ed. Santa Catarina: Sociedade Educacional Tupy, 1974. p.7, 8, 9, 32, 43, 44 e 70.
SENAI, Publicação Técnica: Ferros Fundidos de Grafita Esferoidal. 1° ed. Minas Gerais, Senai, 1987. p. 52, 53 e 65.
PAREDES, R. S. C. Fundição Areia Verde. LABATS/DEMEC/ Universidade Federal do Paraná - 2017. Disponível em: <http://ftp.demec.ufpr.br/disciplinas/TM233/Areia%20Verde/Fundi%C3%A7%C3%A3o%202017%20+%20Areia%20Verde%20+%20outros.pdf>. Acesso em: 05 out. 2017.
SENAI, Publicação Técnica: Areias de Fundição Aglomeradas com Argila. 2 ed. Minas Gerais, Senai, 1987. p. 9 e 92 e 93
BRANCO, C. H. C.; SANTOS A. B. S. Efeitos de Adição de Cobre em Ferro Fundido. São Paulo: Metalurgia – Volume 31 - n°216, 1975; p. 737
SUGIYAMA, N.; PIESKE, A.; SANTOS, A. B. S. Efeito de Algumas Variáveis de Processo na Estrutura e Propriedade de Ferro Fundido Nodular. São Paulo: Metalurgia – Volume 30 – n°201, 1974; p.567
SINÁTORA, A. Efeito da Porcentagem de Silício Utilizado como Inoculante na Estrutura e Propriedades de Ferro Nodular. São Paulo: Metalurgia – Volume 32 – n°221, 1976; p. 255
RESTREPO, J. M. V. Efeito do Silício na Cinética da Reação Bainítica em Ferro Fundido Nodular Austemperado. 1° ed. São Paulo: Universidade de São Paulo EP, 1992. P. 01
LOPES, M. Tecnico e Mineração: O minério do ferro no Brasil. 2016. Disponível em: <http://tecnicoemineracao.com.br/minerio-de-ferro-no-brasil/> Acesso em: 05/10/2017.
FERNANDES, F. R. C.; ALAMINO, R. C. J.; ARAUJO, E. R. Recursos minerais e comunidade. Rio de Janeiro: CETEM, 2014; p. 01 e p. 02.
VALADÃO, G.E.S.; ARAUJO, A.C. Introdução ao tratamento de minérios. Belo Horizonte: UFMG, 2007; p.12
LUZ, A. B.; SAMPAIO, J. A.; FRANÇA, S. C. A. Tratamento de Minérios. Rio de Janeiro: CETEM, 2002; p 15 e 16.
ASHBY, M. F.; JONES, D. R. H.; Engenharias de Materiais. 3° ed. Rio de Janeiro: Campus, 2007; p. 107
SHACKELFORD, J. F. Ciência dos Materiais. 6° ed. São Paulo: Pearson, 2008; p. 47.
NEWELL, J. Fundamentos da Moderna Engenharia e Ciência dos Materiais. 1° ed. Rio de Janeiro: LTC, 2015; p. 28 e 29
SMITH, W. F.; HASHEMI, J. Fundamentos de Engenharia e Ciência dos Materiais. 5° ed. Porto Alegre: AMGH, 2012; p. 60
PADILHA, A. F. Materiais de Engenharia: Microestrutura e Propriedades. 1° ed. São Paulo: Hemus, 2007; p. 295.
GUSMÃO, L. H. A. Mineração na Serra dos Carajás. Geografia e Cartografia digital 2015. Disponível em: <http://geocartografiadigital.blogspot.com.br/2015/08/mineracao-na-serra-dos-carajaspa-usando.html>. Acesso em: 10 out. 2017.
BRUM, Irineu, A. S. Recuperação de Áreas Degradadas pela Mineração. Escola Politécnica - 2000. Disponível em: <http://www.teclim.ufba.br/site/material_online/monografias/mono_irineu_a_s_de_brum.pdf>. Acesso em: 10 out. 2017.
ATTANASIO, Cláudia, M. RODRIGUES, Ricardo R.; GANDOLFI, Sergius. Adequação Ambiental De Propriedades Rurais Recuperação de Áreas Degradadas Restauração de Matas Ciliares. Universidade de São Paulo - Escola Superior de Agricultura “ Luiz de Queiroz – 2006. Disponível em: <http://sigam.ambiente.sp.gov.br/sigam3/Repositorio/222/Documentos/Gestao%20Projetos/20061_ap_LERF.pdf>. Acesso em 05/10/2017.
FERREIRA, Gabriel, L. B. Exploração minerária e a recuperação de áreas degradadas. Âmbito Jurídico – 2012. Disponível em: <http://www.ambito-juridico.com.br/site/index.php?n_link=revista_artigos_leitura&artigo_id=2470&revista_caderno=5>. Acesso em 03/10/2017.
FIGUINHA, Bruno; RAMOS, Giseli. Geologia de Lavras e Tratamento de Minério. WordPress - 2011. Disponível em: <https://ge902ferro.wordpress.com/impactos-ambientais-2/>. Acesso em 05/10/2017
KIMINAMI, Cláudio, S.; CASTRO, Walman, B.; OLIVEIRA, Marcelo, F. Introdução aos Processos de Fabricação de Produtos Metálicos. 1° ed. São Paulo: Bluncher, 2013; p. 29, 30 e 35
BALDAM, Roquemar, L.; VIEIRA, Estéfano, A. Fundição: Processos e Tecnologias Correlatas. 2° ed. São Paulo: Érica, 2014; p. 21, 161, 162, 304, 319
INDIANÁPOLIS, Fundição. Fundição Ferro Fundido Nodular. 2013. Disponível em: <http://www.indianapolis.com.br/fundicao-ferro-fundido-nodular>. Acesso em 05/10/2017
Publicado por: Fernando Machado
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























