Sumário
1. RESUMO
O objetivo deste trabalho é descrever os procedimentos e etapas para a fabricação e montagem de Spools para a composição dos sistemas de tubulação que compõem uma embarcação de apoio marítimo tipo PSV- 4500. Por meio destes procedimentos serão analisados os variados materiais existentes para tal fabricação, como aço carbono, aço inox, cobre, aço galvanizado entre outros materiais utilizados na industrialização dos Spools, cabe destacar que a escolha dos materiais é uma das etapas fundamentais, pois essa escolha está diretamente relacionada com as características e funções de cada rede e sistema, para essa escolha é necessário seguir as normas exigidas como a N-115 que aborda as regras para a fabricação e montagem e N-1693 que trata dos critérios para padronização de materiais de tubulações, ambas da Petrobrás. Será explicada a importância do projeto básico e do executivo onde serão definidas as principais informações para a realização do projeto, dando exemplos de isométricos, diagrama de redes e de equipamentos. A metodologia de pesquisa utilizada será composta de pesquisas bibliográficas e normas relacionadas ao tema, bem como estudos em artigos científicos, apostilas especializadas ao tema abordado.
Palavras-chave: Tubulações, Spools, Procedimentos, Etapas, Fabricação, Montagem.
2. INTRODUÇÃO
A indústria naval brasileira está passando por uma crise, porém ainda se observa a necessidade das construções de embarcações de apoio marítimo.
Sabe-se que as fabricações dessas embarcações são complexas, pelo fato de terem que atender todos os requisitos necessários para assim, conseguirem dar apoio a outras embarcações ou plataformas.
Partindo dessa análise sua construção é dividida em atividades que se denominam disciplinas, como mecânica, tubulação, elétrica, estrutura, acabamento, pintura, teste entre outros.
Cada disciplina isolada também é dividida em subatividades, sendo assim, a tubulação é separada por partes, a saber: descarga de gases, esgoto oleoso, ventilação, combate a incêndio, hidráulica dos propulsores, água potável, esgoto, lastro, suspiros, sonda, embornais, lubrificação entre outros.
O trabalho aqui desenvolvido tem por finalidade demonstrar os materiais utilizados, bem como as etapas da fabricação dos spools, para deste modo facilitar a montagem dos sistemas ou redes de tubulações que compõem as embarcações de apoio tipo PSV 4500.
A metodologia da pesquisa se dará por pesquisas bibliográficas em monografias, apostilas, livros e sites voltados para o assunto aqui estudado.
Justifica-se a realização do estudo a partir da importância da tubulação para que todos os equipamentos funcionem corretamente além de ajudar na navegabilidade e também para suprir as acomodações com refrigeração, sanitários, cozinha entre outros.
A monografia está dividida em cinco capítulos para melhor apresentação dos resultados colhidos através das pesquisas realizadas.
No primeiro capitulo será apresentada a construção naval brasileira, mostrando um breve histórico do seu inicio no país. O segundo enfoca o projeto básico, o qual reúne o conjunto de informações necessárias para a viabilidade técnica do projeto.
O terceiro capitulo será abordado o projeto executivo, que demonstrará o detalhamento de todas as redes ou sistemas para deste modo ocorrer à fabricação dos spools.
No quarto capitulo serão apresentados os materiais necessários para a fabricação dos spools. O quinto e ultimo capitulo se dará pelo estudo dos procedimentos e normas necessárias para a fabricação e montagem dos spools, será abordada também a norma da Petrobrás utilizada para tal fabricação a N-115, bem como uma breve análise dos testes dos sistemas que devem ser realizados para garantir a integridade dos sistemas e redes já montadas em toda a embarcação.
3. CAPÍTULO I - A INDÚSTRIA NAVAL BRASILEIRA
3.1. Histórico do inicio da construção naval brasileira
A indústria naval brasileira é antiga, advinda dos tempos coloniais. Os portugueses que na época da descoberta eram excelentes construtores navais constataram as vantagens de construir suas embarcações no país, devido à qualidade e a riqueza de madeira existente em terras brasileiras, além da existência de mão de obra indígena.
“As primeiras embarcações de tipo europeias construídas foram dois bergantins feitos no Rio de Janeiro em 1531” (TELLES, 2012).
Diante disso, muitos estaleiros foram construídos em nosso país, porém o mais importante até meados do século XIX foi o Arsenal de Marinha da Bahia, o mesmo localizava-se em Salvador, fundado por Thomé de Souza, nesse estaleiro foram construídos diversos navios, destacando-se para os grandes naus, que eram os maiores navios de guerra na época.
No ano de 1763, surge o Arsenal de marinha do Rio de Janeiro, existente até os dias de hoje, sua primeira construção também foi um nau de guerra construída no ano de 1767.
Telles (2012) afirma ainda que:
“Na primeira metade do Século XIX, o Arsenal da Bahia foi o maior estaleiro construtor, sendo o Arsenal do Rio de Janeiro principalmente um centro de reparos navais, circunstância essa que forçou a modernização desse Arsenal para poder atender os primeiros navios a vapor que começavam a chegar. Assim, a partir de 1840, foi contínua e notável a ampliação e modernização do Arsenal do Rio, com a implantação de novas oficinas e com a vinda dos primeiros brasileiros com um curso formal de engenharia naval na Europa, destacando-se os nomes de Napoleão Level, Trajano de Carvalho e Carlos Braconnot. Com isso, conseguiu o Arsenal pioneirismos notáveis, como a construção do primeiro navio a hélice em 1852, o primeiro navio encouraçado em 1865, e o primeiro de construção inteiramente metálica em 1883”.
Outro marco importante da construção naval no Brasil se dá pela construção do estaleiro de Ponta d’Areia, inaugurado pelo Barão de Mauá, o mesmo localizava-se no estado do Rio de Janeiro, na cidade de Niterói, onde se construiu mais de uma centena de navios.
Em 1890 o país passa por uma crise o qual resultou na decadência do Arsenal do Rio, o mesmo ficou obsoleto e quase inútil, essa crise se estendeu por quarenta e sete anos, porém durante esse período houve algumas tentativas de reanimar o setor naval, como por exemplo, a construção no ano de 1919/22, de três embarcações mercantes e também a construção do primeiro navio construído para exportação, que venho advindo de encomendas do governo argentino.
No ano de 1937, o setor naval renasce no país, com o lançamento ao mar do Monitor Fluvial Parnaíba, no atual Arsenal de marinha do Rio de Janeiro. Foram construídos nesse estaleiro seis navios de estrutura soldada que representaram um grande progresso tecnológico.
Após essas construções, o estaleiro fabricou mais seis contratorpedeiros da classe Amazonas e diversos outros navios menores “destacando-se os navios hidrográficos da classe Argus, no final da década de 1950, que tiveram como novidades a superestrutura de alumínio e a construção pelo sistema de acabamento avançado, com a pré-fabricação de grandes blocos de estrutura” (TELLES, 2012).
Em 1958 cria-se o Fundo de Marinha Mercante e após isso a organização do GEICON (Grupo executivo da Indústria de Construção Naval), e da Comissão de Marinha Mercante, que integravam do Plano de Metas, com isso renasceu a grande construção naval mercante brasileira.
Com esse inicio vários estaleiros foram criados, outros realizaram ampliações e modernizações para atender a demanda existente.
Até meados de 1978 o crescimento do setor estava em destaque, com construções cada vez maiores, como navios de pequeno, médio e grande porte.
Porém em 1979/1980, a indústria naval enfrenta uma crise, antes dessa dificuldade enfrentada pelo Brasil, o setor tinha 40.000 funcionários diretos. Após esse cenário os números despencaram, muitos estaleiros foram obrigados a fecharem contribuindo ainda mais para a crise enfrentada.
Nos dias atuais o setor também está passando por dificuldades, fala-se que a crise de hoje se compara com a enfrentada no ano de 1979/1980, contudo sabe-se que o setor tende a reagir, pois temos uma vasta expansão de petróleo, com isso a construção, reparo ou manutenções serão necessários para a exploração.
4. CAPÍTULO II - PROJETO BÁSICO
4.1. A importância do Projeto básico
Projeto básico é o conjunto de desenhos, memoriais descritivos, especificações técnicas, cronogramas e demais elementos técnicos necessários e suficientes para a execução do projeto, o mesmo deve atender as normas técnicas e a legislação vigente (IBRAOP, 2006).
Deve ser desenvolvido com base em estudos técnicos previamente definidos para deste modo assegurar sua viabilidade, com o nível de precisão adequado.
Neste projeto devem constar todas as suas características, como dimensões, especificações, custos de construção, bem como a definição de materiais a ser utilizado, quantidade, mão de obra empregada, prazos de execução, etc.
Cabe destacar que o mesmo deve ser elaborado de modo a evitar a necessidade de revisões ao longo dos trabalhos, pois acarretará aumento de recursos, estes que não estavam sendo contemplados anteriormente. Ibraop, 2006 afirma ainda que:
“Todos os elementos que compõem o Projeto Básico devem ser elaborados por profissional legalmente habilitado, sendo indispensável o registro da respectiva Anotação de Responsabilidade Técnica, identificação do autor e sua assinatura em cada uma das peças gráficas e documentos produzidos”.
Vale ressaltar que o projeto básico deve contar seus desenhos, memorial descritivos, especificações técnicas, cronograma - físico, entre outros.
-
Desenhos: Devem ser desenvolvido de modo que possibilite boa visualização, demonstrando para isso suas formas, dimensões, cortes e esquemas.
-
Memorial descritivo: É a descrição detalhada da construção em forma de texto, nele serão apresentados todas as soluções técnicas adotadas.
-
Especificação Técnica: São todas as regras que devem ser adotadas para a realização da obra, incluindo os materiais e equipamentos necessários para a conclusão do projeto.
-
Cronograma físico: Nada mais é que a representação, através de gráficos do desenvolvimento dos trabalhos.
Conclui-se neste capítulo a importância do projeto básico para o desenvolvimento da obra, o mesmo é tão importante quanto o projeto executivo, o qual constara detalhadamente cada processo da fabricação. É o projeto básico que define exatamente o que se pretende construir.
5. CAPÍTULO III - PROJETO EXECUTIVO
5.1. O Projeto executivo
O projeto executivo abrange diferentes informações de extrema necessidade para a construção dos sistemas ou redes existentes na embarcação. É a fase do projeto onde são determinados os diversos componentes da construção.
Neste projeto constam todos os memoriais descritivos, desenhos, especificações técnicas, especificações executivas, bem como o cronograma básico de avanço da obra.
5.2. Projeto de tubulações
Neste projeto constarão todas as tubulações existentes na embarcação, a seguir serão abordados alguns sistemas:
-
Água doce: É através desse sistema que a água é distribuída, sobre pressão para toda a embarcação. Normalmente o material utilizado para a confecção dessa rede é aço galvanizado e cobre.
-
Água quente: Para que a água fria seja aquecida é necessário que o mesmo passe por um aquecedor, o qual recebe a água diretamente do tanque hydrofore (água doce). O fluido aquecido é distribuído através de redes para os compartimentos que utilizam a água quente.
-
Água Salgada: A rede de água salgada, é utiliza para arrefecimento dos motores, água de lastro, combate a incêndio, entre outros.
-
Óleo combustível: É um dos sistemas essenciais para a alimentação dos motores a combustão.
-
Esgoto: É um sistema de tubulação a vácuo composta de válvulas de manobra, tubos e conexões, que capta todos os efluentes da embarcação, através de tanques coletores.
-
Lubrificação: O sistema de lubrificação se destina para a prevenção de desgastes precoce e arrefecimento dos componentes internos do motor.
-
Descarga de gases: Sistema que libera os gases ejetados dos motores a combustão existentes na embarcação.
-
Rede hidráulica: Sistema hidráulico que mantém o funcionamento adequado dos principais componentes mecânicos, como molinetes, guinchos e cabrestantes.
No projeto executivo da tubulação deve possuir os seguintes desenhos, diagrama das redes, diagrama dos equipamentos, isométricos e arranjo geral, segue abaixo o modelo de cada desenho de um PSV 4500.
Figura 1: Diagrama das Redes Lub. Oil & Hidraulic System
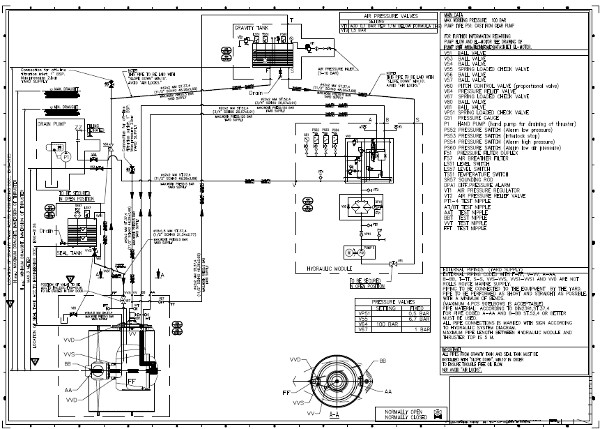
Fonte: Autor
Figura 2: Diagrama de Equipamentos do separador de água e óleo PSV 4500.
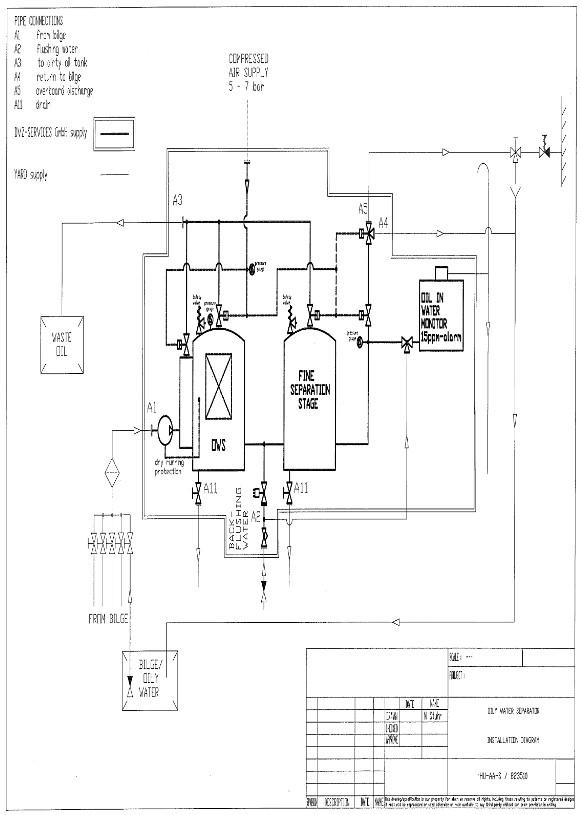
Fonte: Autor
Figura 3: Isometric Drawing FO Cargo System S1 Aftship Tanks.
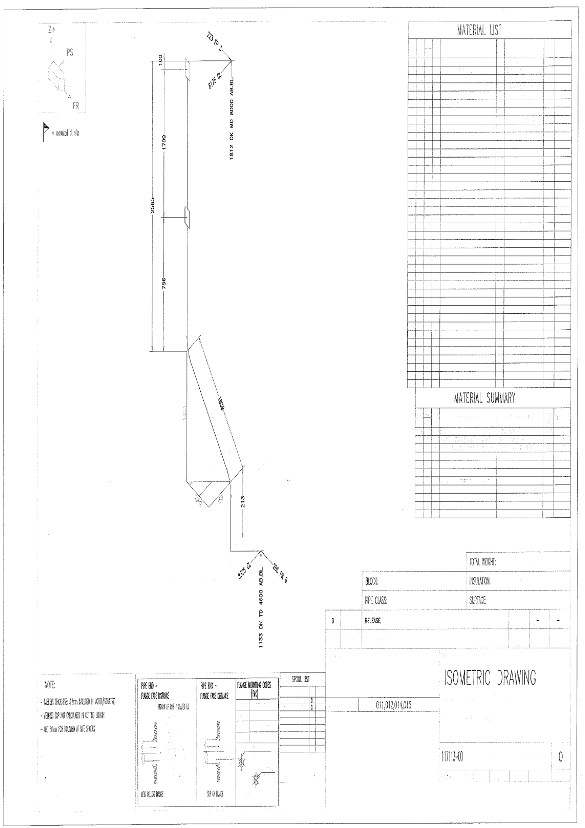
Fonte: Autor
Figura 4: Arranjo geral Pipe Arr. Zone 3060 Engine Room Lower
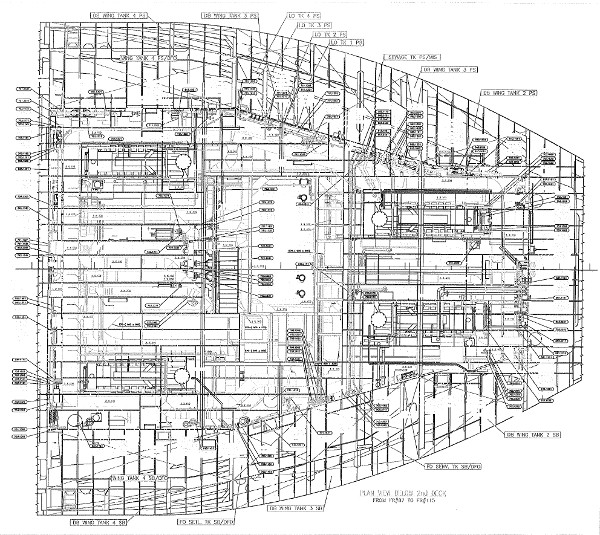
Fonte: Autor
5.3. Observações gerais
Para a elaboração de um desenho completo, ou seja, que constem todas as redes ou sistemas de tubulações é importante estabelecer métodos e uma ordem de desenho para que assim não falte nenhum elemento.
Deste modo a divisão dos trabalhos de fabricação dos spools e montagem das redes, obedecem à ordem de sistemas por zonas, lembrando que esse é um dos principais parâmetros para o planejamento atender a produção, de modo a não afetar o avanço da montagem a bordo.
6. CAPÍTULO IV - MATERIAIS UTILIZADOS NA INDUSTRIALIZAÇÃO DOS SPOOLS
6.1. O que é Spool
Spools são tubos normalmente soldados a uma ou mais conexões (curvas, tês, reduções, flanges, luva) que facilita a montagem dos sistemas de tubulações existentes na embarcação.
6.2. Materiais utilizados para a fabricação dos tubos e conexões
A escolha do material é de extrema importância para o funcionamento dos sistemas e redes existentes na embarcação, essa escolha está diretamente relacionada ao projeto e a características das variáveis do processo como pressão, temperatura, vazão, viscosidade entre outros fatores como a segurança, as cargas mecânicas, corrosão e os custos (NUNES, 2016).
Como abordado anteriormente os Spools são um conjunto de tubos e conexões, deste modo serão analisados os principais materiais utilizados na fabricação desses componentes para a construção das redes e sistemas de tubulações de um PSV 4500.
-
Aço Carbono: O aço carbono é utilizado para os sistemas de óleo lubrificante, óleo combustível, hidráulica, descarga de gases entre outros.
-
Aço Inox: Esse material é constituído de ferro e cromo, apresenta resistência à corrosão, impacto e possui alta durabilidade, no PSV 4500 esse material é utilizado em sistemas de resfriamento de máquinas ou equipamentos.
-
Cobre: Apresenta alta durabilidade, resistência à corrosão, além de ser maleável e possuir uma excelente ductibilidade, utilizados nos sistemas de água quente, abastecimento de sanitários entre outros.
-
Aço galvanizado: É um aço recoberto de uma camada de zinco, utilizado nas redes de água salgada (lastro, combate a incêndio).
Cabe destacar que para a escolha do material a ser utilizado deve seguir a norma N-1693 da Petrobrás “Critérios para padronização de material de tubulação” a mesma trata de alguns critérios para a padronização dos materiais a ser utilizado na fabricação das tubulações. Segue abaixo a tabela de seleção de materiais, conforme a norma N-1693.
Tabela 1: Seleção de materiais (N-1693 Petrobrás)
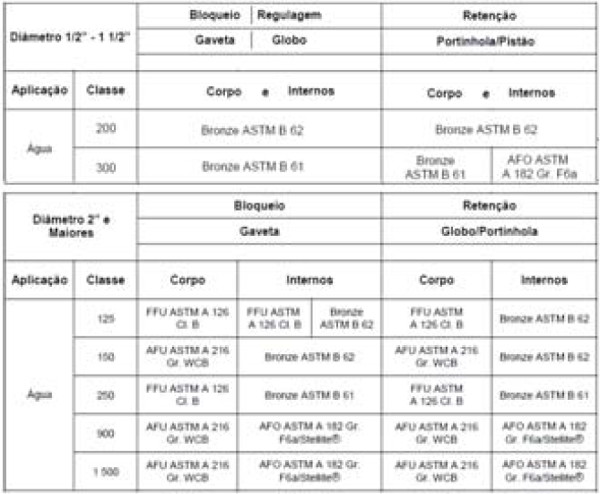
Fonte: FRAGA (2010)
7. CAPÍTULO V - FABRICAÇÃO E MONTAGEM DOS SPOOLS
7.1. Fabricação e montagem dos Spools
Através dos isométricos do projeto são segregados os materiais para a fabricação dos Spools, identificando tubos e conexões, assim como cota (comprimento), diâmetro, Schedule entre outros detalhes.
Nesse processo é possível mencionar os tipos de metais que serão utilizados para a industrialização, ou seja, se serão de aço carbono, aço galvanizado, cobre, cobre níquel, etc.
Atentando-se que em cada rede ou sistema é utilizado um tipo de material especifico que vai depender da finalidade de cada sistema.
Cabe destacar que no delineamento dos materiais destinados a fabricação deve contemplar a sua fixação e suportação, para isso existem padrões que devem ser adotados para essa finalidade.
Abaixo tabelas demonstrando as dimensões de porca, parafusos e arruelas, que serão utilizadas através de flanges padrões ANSI B 16.5.
Tabela 2: Dimensões dos prisioneiros e parafusos
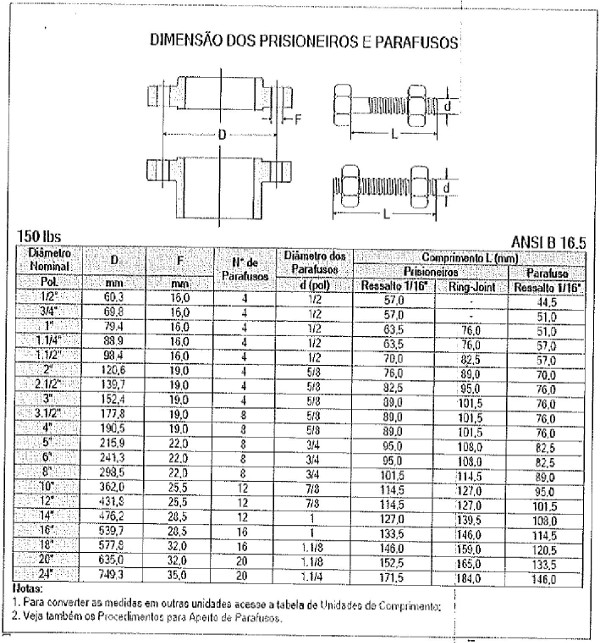
Fonte: Val Aço (2009)
Á seguir as tabelas de vão máximo entre suportes de tubulação e espessura de tubos.
Tabela 3: Vãos máximos entre suportes de tubulação
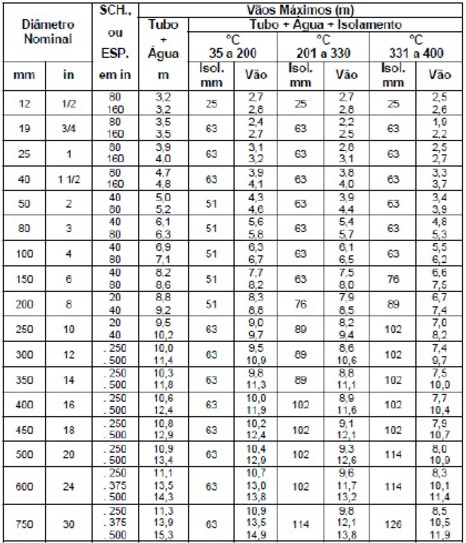
Fonte: FRAGA (2010)
Tabela 4: Tabela de espessura de Tubos.
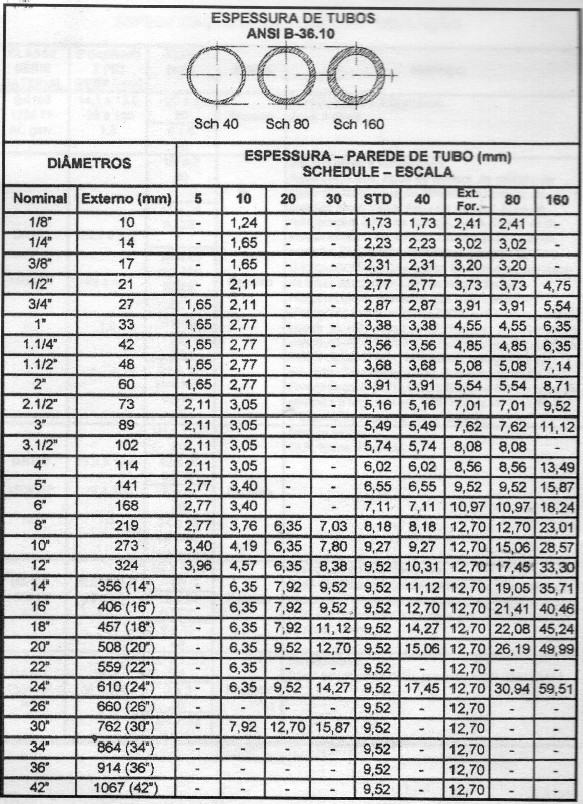
Fonte: FRAGA (2010)
Como os materiais delineados e com os desenhos é necessário a Especificação dos Procedimentos de Soldagem (EPS), para que se desenvolva o trabalho adequado para cada tipo de material a ser soldado. A seguir será demonstrada uma EPS.
Figura 5: EPS parte 1
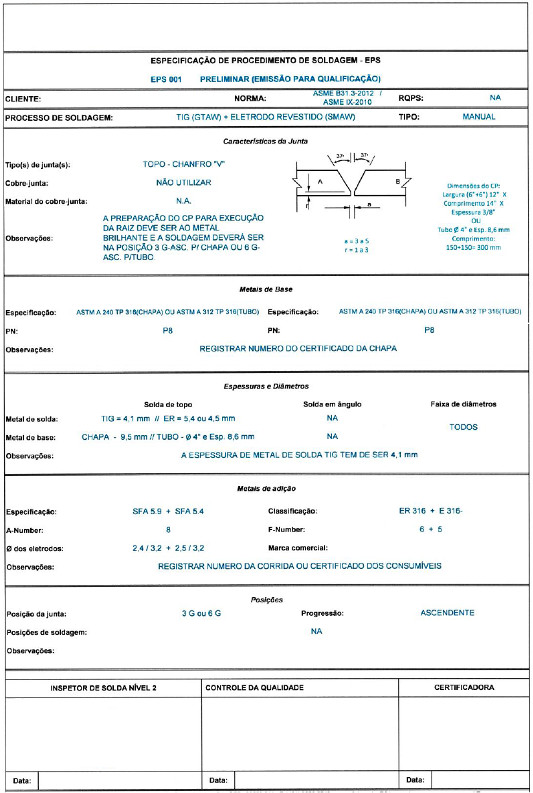
Fonte: Autor
Figura 6: EPS Parte 2
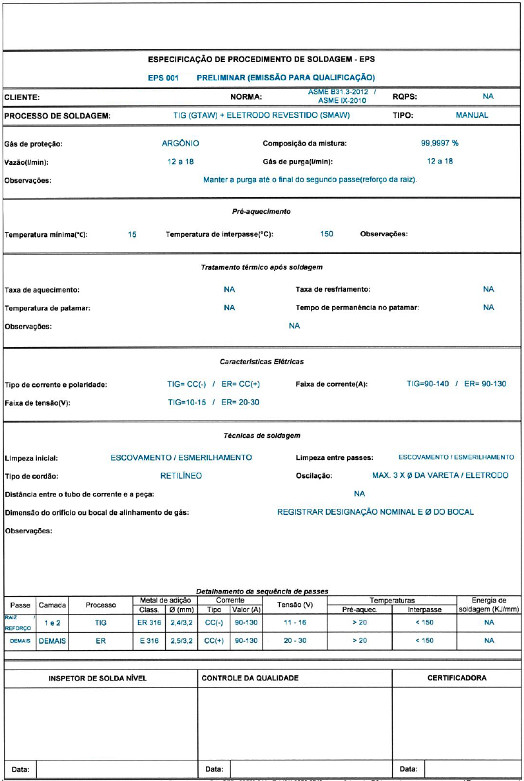
Fonte: Autor
Conforme norma N-115 da Petrobrás os cortes e os biselamentos necessários para as soldas devem ser usinados ou esmerilhados. Os defeitos de laminação e deformação nas extremidades das tubulações e/ou conexões devem ser verificados visualmente, antes do inicio da soldagem, os que apresentarem irregularidades devem ser retirados ou reparados as extremidades deformadas. Os pontos de solda podem ser agregados á solda final ou removidos quando utilizado no processo “Tungsten Inert Gás” (TIG).
Cabe destacar que se os Spools que forem transportados com componentes apenas ponteados devem ser realizados uma inspeção em campo, antes do processo de soldagem. A interrupção da soldagem não é permitida antes que a mesma tenha completado, pelo menos, a segunda camada de solda.
No inicio da fabricação dos Spools é necessário realizar análises criteriosas aos desenhos fornecidos, bem como os materiais e consumíveis para um bom aproveitamento e desenvolvimento da industrialização com a maior qualidade possível dos recursos utilizados, evitando assim retrabalhos á bordo.
É fundamental planejar a montagem dos isométricos completos, atentando-se para a sua suportação como abordado anteriormente.
De acordo com o comunicado 47 da Petrobrás de dezembro de 2013 é necessário emitir relatórios de identificação de material de todos os componentes de aços de baixa e alta liga metálicas e de todos os metais após o término de toda a soldagem das tubulações, incluindo as que são realizadas em campo.
Cabe destacar que todo o Spool depois de fabricado deve ser preservado, essa preservação deve ser realizada desde o PIP SHOP (local da fabricação) até a sua utilização, essa proteção é realizada através de tampões e com flanges protegidos.
Após a fabricação dos Spools todos devem conter um TAG que nada mais que sua identificação através de letras e/ou números, esse procedimento é importante, pois auxiliará na rastreabilidade desde a industrialização até a sua montagem, bem como em seu armazenamento e transporte.
Assim como o isolamento é utilizado para a conservação das tubulações a pintura também é um dos procedimentos mais importantes para tal finalidade, porém a última demão deve ser feita em campo, após a sua montagem.
Outra etapa fundamental é o teste hidrostático que mede a integridade estrutural de suas tubulações, esse procedimento assegura que não exista qualquer tipo de fuga do fluido a ser utilizado ou transportado após a conclusão da montagem dos sistemas.
Esses testes devem ser realizados após todos os suportes, estojos e porcas serem instalados, bem como todas as soldas executadas, incluindo as soldas realizadas em seus suportes, drenos entre outros.
Devem-se atentar a limpeza das tubulações após a sua montagem, essa limpeza denomina-se decapagem, que tem a função de remover as impurezas existentes ao longo das redes.
Vale ressaltar ainda que para a fabricação e montagem dos Spools é necessário seguir a norma N-115 da Petrobrás, a qual trata da fabricação e montagem de tubulações, a seguir serão explanados alguns pontos importantes da mesma.
Conforme norma N-115 todas as conexões devem ser incluídas em seus Spools, para cada linha a ser dividida, devem ser previstos, sempre que possíveis graus de liberdade nas três direções ortogonais, com o intuito de facilitar os ajustes que serão realizados em campo.
Cabe destacar também que os pesos dos Spools devem ser limitados levando em consideração os meios de transportes e elevação disponíveis, todas as bocas-de-lobo e cortes em ângulo devem ser incluídas nos Spools. Para diminuir as soldas em campo é necessário incluir o maior número delas em sua fabricação.
Conforme N-115 a distância mínima permitida entre soldas de penetração em tubulações deve ser de quatro vezes a espessura do tubo ou 100mm (o que for maior). Para permitir a rastreabilidade é necessário que todos os Spools sejam assinalados nos isométricos pela executante dos trabalhos.
Todos os Spools devem ser identificados de modo claro e durável, levando em consideração o sistema de identificação especificado no procedimento de execução. Essa identificação deve conter o número do isométrico bem como o numero do Spools.
Todos os Spools fabricados devem ser limpos e preservados com o intuito de preservar as tubulações. Os mesmos devem ser estocados e identificados afastados do solo, separados por área de aplicação, de modo que nenhum dano possa ocorrer aos tubos ou acessórios que farão parte da rede ou sistema.
Em seu transporte devem ser previstos recursos adequados de modo a não danificá-los dando atenção maior para os de pequenos tamanhos.
Na montagem dos Spools os parafusos e porcas empregadas devem ser os já especificados anteriormente pelo projeto os mesmos devem ser claramente identificados.
Todas as válvulas devem ser identificadas corretamente atentando-se para as suas identificações e o seu sentido de fluxo, é fundamental verificar se os acionadores estão alocados conforme o projeto e de forma a facilitar a operação.
As válvulas de segurança, alivio e controle, devem estar calibradas, com seus devidos certificados, bem como seus discos de ruptura, essas somente devem ser instaladas definitivamente após a decapagem da tubulação.
O estado geral da superfície dos Spools deve ser inspecionado antes da montagem, logo após a sua chegada da fabricação, verificando deste modo as avarias que ocorreram durante o transporte.
Durante a montagem devem ser calculados suportes provisórios, para que a linha não sofra tensões e não permita esforços elevados, esses que não estavam previstos no projeto dos equipamentos. Todas as soldas realizadas no suporte devem seguir os procedimentos qualificados da executante.
8. CONCLUSÃO
A realização deste estudo permitiu analisar os processos de montagem e fabricação dos Spools para a composição das redes e sistemas existentes em uma embarcação de apoio marítimo.
Esses procedimentos devem seguir as normas existentes para tal fabricação e montagem, foi dado enfoque nas normas N-115 que trata dos procedimentos de fabricação e montagem e para a N-1693 que aborda as diretrizes para elaboração de padronização de material de tubulação para instalações de refino e transporte, ambas da Petrobrás.
Neste sentido, constatou a importância da escolha dos materiais que serão utilizados nos processos de industrialização, esses já devem ser definidos pelo projeto antes da entrega para a fabricação.
Cabe destacar que todas as redes e tubulações devem passar por limpezas evitando que a mesmas sofram algum dano, seja em seu transporte ou em seu armazenamento.
Todas as tubulações devem ser testadas para que esses testes ocorram é necessário que todos os suportes, estojos e porcas estejam instalados e todas as soldas já executadas.
Esses procedimentos são de extrema importância, pois os mesmos devem ser seguidos para que os Spools sejam fabricados com a melhor qualidade possível para que assim as redes ou sistemas sejam montadas evitando ao máximo os retrabalhos.
Portanto, identificou o estudo a relevância dos procedimentos de fabricação e montagem, pois através deles é possível fabricar os Spools com as características desejadas no projeto.
Neste sentido, constatou-se a importância das regras e normas que deverão ser seguidas em todas as etapas da industrialização desde o fornecimento dos desenhos, matérias, armazenagem, transporte e montagem dos Spools a bordo.
Considera-se importante que a empresa responsável pela fabricação desses componentes siga todas as diretrizes necessárias e exigidas para que as peças sejam fabricadas com os padrões necessários.
9. REFERÊNCIAS BIBLIOGRÁFICAS
AÇO, Val. Dimensão dos Prisioneiros e Parafusos. Disponível em: http://www.valaco.com.br/inf_tecnicas/fl_prisioneiros150.html. Acesso em 10. Jul. 2016.
CÚNEO. Jorge Luís Alves do Rego. Indicadores de Produtividade Aplicados a Projetos de Tubulações na Construção Naval. Disponível em: http://www.avm.edu.br/docpdf/monografias_publicadas/K216652.pdf. Acesso em 10. Jul. 2016.
FRAGA, Luís Fernando Limas. Verificação de Adequação do projeto de uma Tubulação de incêndio de uma refinaria de petróleo conforme as normas da Petrobrás. Disponível em: https://pt.scribd.com/doc/298599920/tabela-de-suportacao-para-tubos. Acesso em: 10. Jul. 2016.
IBRAOP. Orientação Técnica Projeto Básico. Disponível em: http://www.ibraop.org.br/media/orientacao_tecnica.pdf. Acesso em 03. Jul. 2016.
MÁQUINAS NAVAIS. Sistema Hidróforos. Disponível em: http://acom12010.blogspot.com.br/2010/04/sistema-hidroforos.html. Acesso em: 30. Jun. 2016.
N-115 Rev. E – Fabricação e Montagem de Tubulações Metálicas Nov.2007.
N-1693 Ver. E – Critérios para padronização de material de Tubulação Set/2003.
OLIVEIRA, Caio César Rosa de. Projeto Conceitual e parte de projeto básico de uma embarcação Platform Supply Vessel para operar no Pré-sal da Bacia de Santos. Disponível em: http://monografias.poli.ufrj.br/monografias/monopoli10013045.pdf. Acesso em 20. Jun. 2016.
PETROBRÁS. Comunicado n° 47. Qualidade do produto – Fabricação, Construção e Montagem de Tubulação. Disponível em: file:///C:/Users/mbarbosa/Downloads/COMUNICADO%20N%C2%BA%2047%20-%20201213%20(1).pdf. Acesso em: 04. Jul. 2016.
RIBEIRO, Antônio Clélio. Curso de Tubulações Industriais. Disponível em: ftp://ftp.sm.ifes.edu.br/professores/JoaoPaulo/Tubula%E7%E3o%20Industrial/apostila%20Tubula%E7%E3o.pdf. Acesso em 20. Jun. 2016.
ROCHA, Décio. V.C. Workshop de Tubulação. Disponível em: https://www.yumpu.com/pt/document/view/12633314/workshop-de-tubulacao-petrobras. Acesso em: 20. Jun. 2016.
SOARES, Joab Ferreira. Planejamento e Controle da produção do Sistema de Tubulação Naval de um Rebocador Portuário 45TTe. Disponível em: http://www.ebah.com.br/content/ABAAAg9pwAG/planejamento-controle-producao-sistema-tubulacao-naval-rebocador-portuario-45-tte. Acesso em 30. Jun. 2016.
TELLES, Pedro Carlos da Silva. História da Eng. Naval no Brasil. Disponível em: https://www1.mar.mil.br/cpn/hist_eng_naval. Acesso em 30. Jun.2016.
VIEIRA, Ana Cristina; SALDANHA, Ana Carolina; FELGA, Bárbara; NUNES, Bruno. Tubulações. Disponível em: http://pt.slideshare.net/anacristinavg28/construo-naval-i-tubulaes. Acesso em: 10. Jul. 2016.