


Utilização de ferramentas de melhoria contínua para otimização de um processo de envase de óleos e gorduras
índice
- 1. RESUMO
- 2. INTRODUÇÃO
- 3. REFERENCIAL TEÓRICO
- 3.1 Melhoria Contínua
- 3.2 Lean Manufacturing
- 3.3 Kaizen
- 3.4 Ciclo PDCA
- 3.5 Seis Sigma e método DMAIC
- 4. METODOLOGIA
- 5. RESULTADOS E DISCUSSÕES
- 6. Definir (define):
- 6.1 Medir (measure)
- 7. Analisar (analyse)
- 7.1 O Evento Kaizen
- 7.2 Implantar (improve)
- 7.3 Controlar (control)
- 8. CONSIDERAÇÕES FINAIS
- 9. REFERÊNCIAS
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.
1. RESUMO
Após a Segunda Guerra Mundial, as grandes organizações começaram a reconsiderar seus métodos de produção e acreditaram que a qualidade era um fator importante em seus produtos quando relacionado ao aumento da produtividade. Dentro da organização onde foi realizada o estudo de caso deste trabalho não foi diferente. Como uma indústria multinacional avançada, seus engenheiros e líderes são encorajados a buscar inovações cada vez mais, tornando a melhoria contínua uma rotina diária. Essa pesquisa é responsável pela identificação de um problema/oportunidade de melhoria dentro de uma das linhas de envase de óleos e gorduras em uma multinacional na cidade de Itumbiara, no estado de Goiás, onde há um atraso médio de 206 minutos para startup da linha às segundas-feiras. Sendo assim essa pesquisa visou responder a problemática: “Quais os problemas que causam esse atraso e como as ferramentas de melhoria contínua podem otimizar esse processo? ” Através de pesquisas explicativas e descritivas, o objetivo geral deste trabalho foi identificar as reais razões para o acontecimento do problema apresentado e através de estudos estatísticos traçar ações para a mitigação das principais causas, reduzindo o tempo de startup e aumentando a eficiência do processo. Este trabalho se torna de grande relevância, pois as organizações buscam incansavelmente otimizar seus processos e encontrar uma maneira de alavancar seus resultados. Essa pesquisa poderá proporcionar um ganho considerável em eficiência e em resultados financeiros. Quanto ao âmbito de benefícios à sociedade; quando falamos sobre uma grande organização multinacional do ramo de alimentos, falamos também de milhões de famílias que consomem os produtos que são fabricados por essa empresa. Quando a empresa possui excelência em seus processos e a melhoria contínua aplicada em sua forma de trabalhar, será possível entregar um produto seguro e com a qualidade assegurada aos consumidores finais. A pesquisa em questão trará também ao bacharelando e pesquisador, a oportunidade de vivenciar de perto a tomada de decisão dentro de uma grande organização e o aprimoramento na aplicação de cálculos e estudos estatísticos. Por meio deste estudo de caso, foi possível trazer inúmeros retornos para a organização estudada, retornos financeiros e outros que vão muito além disso, como a mudança de cultura, o senso de dono dos funcionários, e a semente da melhoria contínua plantada e regada no cotidiano dos colaboradores de todos os níveis hierárquicos. Ações simples se tornaram sustentáveis e hoje problemas que pareciam pequenos não são mais vistos com os mesmos olhos. Tudo pode ser melhorado, mesmo algo que já é considerado “bom”.
Palavras Chave: Lean Manufacturing. Kaizen. Melhoria Contínua. PDCA. DMAIC.
ABSTRACT
After World War II, large organizations began to reconsider their production methods and believed that quality was an important factor in their products when related to increased productivity. Within the organization that carried out the case study of this work it was no different. As an advanced multinational industry, its engineers and leaders are encouraged to seek innovations more and more, making continuous improvement a daily routine. This research is responsible for identifying a problem / opportunity for improvement within one of the filling lines for oils and fats at a multinational company in the city of Itumbiara, in the state of Goiás, where there is an average delay of 206 minutes for startup of the line at Mondays. To identify and treat this problem, methods applied to the Lean Manufacturing methodology, such as Kaizen, DMAIC cycle or PDCA, among others, will be discussed during the development of the study. These methodologies, when applied correctly, result in waste reduction and simple and quick ways, with medium and low effort actions, resulting in increased productivity and bringing clear the financial return sought by any private organization. After World War II, large organizations began to reconsider their production methods and believed that quality was an important factor in their products when related to increased productivity. In this organization's case study was no different. As an advanced multinational industry, its engineers and leaders are encouraged to seek innovation every day, making continuous improvement a daily routine. This research is responsible for identifying a problem / opportunity for improvement within one of the filling lines for oils and fats at a multinational company in the city of Itumbiara, in the state of Goiás, where there is an average delay of 206 minutes for startup of the line at Mondays. Therefore, this research aimed to answer the problem: “What are the problems that cause this delay and how can continuous improvement tools optimize this process? ” Through explanatory and descriptive research, the general objective of this work was to identify the real reasons for the occurrence of the problem presented and through statistical studies to outline actions to mitigate the main causes, reducing the startup time and increasing the efficiency of the process. This work is of great relevance, as organizations tirelessly seek to optimize their processes and find a way to leverage their results. This research can provide a considerable gain in efficiency and financial results. Regarding the scope of benefits to society; when we talk about a large multinational food organization, we also talk about millions of families that consume the products that are manufactured by that company. When the company has excellence in its processes and the continuous improvement applied in the way it works, it will be possible to deliver a safe product with the quality assured to the final consumers. The research in question will also bring the bachelor and researcher the opportunity to experience decision-making within a large organization and improve the application of calculations and statistical studies. Through this case study, it was possible to bring countless returns to the studied organization, financial returns and others that go far beyond that, such as the change in culture, the sense of ownership of employees, and the seed of continuous improvement planted and watered in the employees of all hierarchical levels. Simple actions have become sustainable and today problems that seemed small are no longer seen with the same eyes. Everything can be improved, even something that is already considered "good".
Keywords: Lean Manufacturing. Kaizen. Continuous Improvement. PDCA. DMAIC.
2. INTRODUÇÃO
busca pela eficiência e eficácia em processos pode ser considerado como um dos objetivos chave da administração e engenharias.
Frequentemente quem está dentro de uma organização é cobrado a atingir metas, identificar problemas e trabalhar em oportunidades de melhoria que possam eliminar desperdícios e otimizar os processos daquela organização, sejam esses produtivos, administrativos, financeiros ou de qualquer outra área.
Essa pesquisa é uma demonstração de como as ferramentas de melhoria contínua podem ser utilizadas para redução de desperdícios, no caso desse trabalho temos um caso de desperdício de tempo, que aos primeiros olhares pode parecer pequeno, mas que causa um grande impacto financeiro, operacional, produtivo e na eficiência da fábrica, quando analisado da forma mais detalhada.
O presente estudo acontece em uma indústria de óleos e gorduras na cidade de Itumbiara, Goiás. Essa indústria compõe uma das fábricas de uma grande organização multinacional que está no mercado há mais de 150 anos, sendo quase 70 no Brasil.
A eficiência das linhas de envase é um dos KPI’s definidos no planejamento estratégico para a fábrica estudada nesse caso. Esse estudo também é alinhado com estratégia global da organização em ser excelente nas tarefas mais básicas (fazer o ordinário, extraordinariamente bem) e desenvolver o potencial dos times através do envolvimento em projetos de CI (continuous improvement), além de ser o parceiro mais confiável para seus clientes.
Em uma dessas linhas de envase, onde são envasados os óleos e as gorduras em caixas e baldes, há uma programação de funcionamento de seis dias na semana, sendo um dia de folga para descanso, onde a linha fica parada. Sendo assim, a produção é iniciada às segundas-feiras às 7:30h da manhã e é “pausada” aos domingos por volta de 00h, retornando suas atividades na segunda-feira.
Porém, conforme os relatórios de eficiência, há um atraso médio de 206 minutos todas às segundas-feiras após essas paradas programadas. Esse atraso é responsável por causar um impacto aproximado de 1.000 ton. /Ano que deixam de ser envasadas. Além disso, todo esse tempo parado reflete em um dos gargalos no escoamento de produtos nas etapas anteriores ao processo de envase.
Tomando como base as pesquisas e estudos do caso, será possível identificar os principais impactos do tempo parado e da ociosidade da linha, sejam em volume ou financeiramente.
Reduzindo o tempo de startup pela metade temos uma oportunidade de cerca R$250.000,00 em margem de contribuição com o aumento do volume de envase na linha caso haja demanda.
Diante disso, apresenta-se a seguinte problemática: Quais os problemas que causam esse atraso e como as ferramentas de melhoria contínua podem otimizar esse processo?
Através de pesquisas explicativas e descritivas, o objetivo geral deste trabalho é identificar as reais razões para o acontecimento do problema apresentado e através de estudos estatísticos traçar ações para a mitigação das principais causas, reduzindo o tempo de startup e aumentando a eficiência do processo e para isso serão utilizadas ferramentas de melhoria contínua, como ciclo PDCA, DMAIC e Kaizen. Alinhado a isso, também usaremos dados estatísticos nas etapas de planejamento para mensuração de metas e resultados.
Os objetivos específicos abrangem:
-
Aplicar ferramentas de melhoria contínua e Lean Manufacturing, buscando abranger o conhecimento da área;
-
Aumentar a eficiência da linha analisada, fazendo com que a entrega de volume seja eficaz e a capacidade produtiva seja melhorada;
-
Possibilitar a mudança de cultura e também de mindset para os colaboradores da organização que de certa forma são impactados e podem ser agentes de mudança.
Contudo, este trabalho se torna de grande relevância, pois as organizações buscam incansavelmente otimizar seus processos e encontrar uma maneira de alavancar seus resultados. Essa pesquisa poderá proporcionar um ganho considerável em eficiência e em resultados financeiros.
Quanto ao âmbito de benefícios à sociedade; quando falamos sobre uma grande organização multinacional do ramo de alimentos, falamos também de milhões de famílias que consomem os produtos que são fabricados por essa empresa. Quando a empresa possui excelência em seus processos e a melhoria contínua aplicada em sua forma de trabalhar, será possível entregar um produto seguro e com a qualidade assegurada aos consumidores finais.
A pesquisa em questão trará também ao bacharelando e pesquisador, a oportunidade de vivenciar de perto a tomada de decisão dentro de uma grande organização e o aprimoramento na aplicação de cálculos e estudos estatísticos.
3. REFERENCIAL TEÓRICO
3.1. Melhoria Contínua
Em um contexto de competição cada vez mais acirrada, empresas e indústrias de diversos setores buscam constantemente mecanismos que otimizem resultados, reduzam prazos de entrega e eliminem desperdícios, melhorando verdadeiramente a lucratividade. Na busca pela melhoria dos processos, empresas adotam métodos e filosofias para implementação de ações estratégicas.
Processos e produtos mais flexíveis e inovadores são a chave para a sobrevivência e sucesso de muitas empresas: cumprindo os prazos, aumentando a produtividade dos processos, respondendo rapidamente às necessidades do mercado, reduzindo o stock em toda a cadeia, reduzindo tempo e custos operacionais e integrando todas as estruturas de forma a facilitar a troca de informação, refere Russel e Taylor III, (2003).
O essencial para uma empresa se manter competitiva será a capacidade de adaptação ao ambiente externo, a escolha de um trabalho que envolva planeamento e previsões para o futuro e a maior consideração e respeito pelo mercado, pelo produto, e pelo cliente (Hornburg e Gargioni, 2007).
Quando melhorias são necessárias, as atitudes e comportamentos das pessoas são muito importantes. Melhorar é um conceito amplamente aceito, pois, afinal, a ambição de se tornar cada vez melhor é um senso comum na sociedade.
Independente das técnicas e procedimentos, de se efetuar, na prática, uma ação de melhoria, o desafio mais importante é estimular nas pessoas algo que é mais básico e primordial: a mudança de cultura.
Não é de hoje que a ideia de melhoria contínua é mencionada e repetida nas empresas. E o discurso, já quase um “mantra” corporativo, parece ser sempre o mesmo: é sempre possível, dentro das organizações, encontrar uma oportunidade de fazer algo melhor do que já é feito.
Na prática, porém, “melhorar” não é das tarefas mais fáceis. A primeira e maior dificuldade para isso é conseguir ver o que precisa ser melhorado. E a segunda é como fazer alguma coisa a respeito para concretamente melhorar o que não funciona da melhor forma.
Para que se verifique uma constante melhoria no local de trabalho, é necessário a implementação de certas regras e medidas, de modo a não perder tempo com algo desnecessário e focar apenas no essencial à função de cada funcionário.
Peter Drucker (1998) defende que a criação de valor advém da produtividade e da capacidade de criar e inovar, aplicando o conhecimento ao trabalho, desenvolvendo os designados “trabalhadores do conhecimento”. Deste modo, as empresas devem desenvolver e estimular a capacidade criadora e inovadora dos seus colaboradores, fomentando o pensamento divergente, integrado e inovador, ao mesmo tempo que investem numa cultura de estímulo à criatividade e inovação, nomeadamente, através de práticas estimuladoras do processo criativo e inovador.
A atenção pelo tema da inovação no seio empresarial deve-se, então, à necessidade de sobrevivência das empresas neste tipo de ambiente, ambicionando a diversificação e melhoria dos seus produtos, a antecipação das exigências do mercado, o recrutamento, seleção e retenção de bons colaboradores e a melhoria da qualidade dos seus produtos/serviços e parcerias, refere o autor Sousa et al. (2011).
A melhoria contínua está presente em empresas bem estruturadas. Para Chaves (2000), é um sistema que pretende promover o trabalho em equipa e possibilita o crescimento humano por meio de uma constante troca de ideias e conhecimentos entre os seus componentes.
Para o autor Scotelano (2007) trata-se de um sistema que estimula a capacidade de agir das pessoas de forma a resolver problemas e desafios, visto que, cada vez mais, as empresas necessitam de trabalhar guiadas por objetivos e desempenhos principais. Mas para isto a melhoria contínua requer o envolvimento de todas as pessoas da empresa para se obter, de forma sistemática e constante, o aperfeiçoamento dos processos e dos produtos e a mudança na cultura da empresa e no planeamento da mesma.
Visto que nada é perfeito, por melhor e mais complexo que um processo seja, a melhoria contínua pode ser sempre aplicada com o objetivo de alcançar a otimização. Se bem aplicada, responsabiliza todos os envolvidos fazendo com que haja uma constante e cíclica evolução e pode estar direcionada para qualquer tipo de objetivo.
Segundo Pinto (2009), o conceito de melhoria contínua tem sido como uma das formas mais eficazes para melhorar o desempenho e a qualidade das organizações, pois a melhoria contínua pode surgir a partir de uma necessidade ou oportunidade, de maneira preventiva ou corretiva. Independente da sua origem, é fundamental que seja reconhecida pela empresa como ponto-chave perante um crescimento e que seja incentivada e aplicada frequentemente em forma de planos e projetos.
3.2. Lean Manufacturing
Na edição de 2004 em Aristóteles vida e obra realizada por Fernanda Cardoso e Eliel Silveira Cunha, podemos observar o pensamento do filosofo grego Aristóteles sobre ”ser enquanto ser” em busca da compreensão do que tornavam as coisas o que elas são.
Aristóteles considera que não basta à ciência ser internamente coerente: ela deve também ser ciência sobre a realidade. Desse modo, não é suficiente que ela parta de axiomas e teses, desenvolvendo-se dedutivamente com rigor lógico. A definição nominal diz apenas o que uma coisa é, mas não afirma que é, ou seja, que realmente existe. Afirmar a existência seria, assim mais do que apresentar uma tese, explorar o significado de uma palavra: seria assumir uma hipótese. Através de hipóteses, cada ciência afirma a existência de certos objetos – que não pode ser feito por demonstrações, antes permanecendo na dependência de uma reflexão sobre o que existe enquanto apenas existe, sobre o ”ser enquanto ser“ (CARDOSO e CUNHA, p. 5, 2004)
Neste sentido as características das coisas apenas nos mostram como as coisas estão, mas não determinam o que elas são, é necessário investigar as condições que fazem as coisas existirem e aquilo que a determinam, partindo deste princípio, não é porque algo é conhecido por natureza que não significa que nunca tenha sido articulado ou descrito por seres humanos e que as vezes é necessário pensar do ”zero” esquecendo tudo que teoricamente determina algo para abrir alternativas de se fazer de forma diferente o que vem sendo feito da mesma forma há anos, isto implica em mudar o status das coisas como estão, aprender e desaprender é essencial para inovar como Tiago Mattos autor do Livro ”Vai lá e Faz” nos explica:
A sua escola ensinou você a aprender? Ensinou você a desaprender? Ensinou você a reaprender? Pois então temos um desafio. Porque, durante treze anos, fomos treinados para pensar de um jeito industrial. Por mais conectado que você se considere, por mais nativo digital que você seja, é muito possível que existam resquícios dessa forma Industrial de pensar. Alvin Toffler disse: os analfabetos do século XXI não serão aqueles que não souberem ler e escrever. Mas todos que não souberem aprender a desaprender para, então, reaprender. Se você quer mudança, você também tem que estar preparado para mudar. (MATTOS, p. 54, 2017)
O Lean Manufacturing é uma ferramenta que busca reduzir perdas, excluir o que não agrega valor ao cliente e aumentar a velocidade de produção nas empresas. O Lean Manufacturing originou no sistema Toyota de produção, onde teve seu início na década de 50, pelo executivo da Toyota Taiichi Ohno, onde criou e implementou está metodologia em um sistema de produção, com o foco de identificar e eliminar desperdícios, redução de custo e aumento da qualidade e agilidade nas entregas dos produtos aos clientes (WERKEMA, C., 2006).
Segundo Liker e Meier (2007), a Toyota identificou sete desperdícios, que não agregam valor aos processos manufaturados, que se identificam por: Defeitos (produção de peças defeituosas), Superprodução (produzir mais que necessários), Excesso de estoques (matéria prima, insumos e produtos finais), Processamento incorreto (retrabalho), Movimentação desnecessários (movimentação de pessoas), Transporte desnecessários (de mercadoria) e Espera (ociosidade humana e de equipamentos).
O lean tem como filosofia o pensamento enxuto do inglês, lean thinking, que seu principal objetivo reduzir o desperdiço e custo, consecutivamente gerando valor ao cliente, este pensamento é embasado em cinco princípios:
Valor: O valor é especificado devido a necessidades do cliente, no entanto cabe as empresas descobrirem quais são essas necessidades e como possam sana-las, cobrando por isso um valor especifico para se manter no negócio e aumentar seus lucros via a melhoria de seus processos, focando em redução de custo e a entrega com qualidade (ROMERO, F., ANDREY, P., 2016).
Fluxo de Valor: O fluxo de valor consiste em analisar a cadeia produtiva separando os processos em três tipos: os que geram valor, os que não geram valor, todavia tem importância para o processo e qualidade e os que não agregam valor, que devem ser eliminados rapidamente (ROMERO, F., ANDREY, P., 2016).
Fluxo contínuo: Consiste no fluxo continuo do processo de produção, com objetivo de reduzir dos tempos geração dos produtos e os processamentos de pedidos em estoque (ROMERO, F., ANDREY, P., 2016).
Produção puxada: A produção é demandada pelo pedido do cliente, não havendo produção com o intuito da ofertada e sim a produção sobre a demanda requerida pelo cliente onde ele puxa o fluxo de valor (ROMERO, F., ANDREY, P., 2016).
Perfeição: Todos os indivíduos que compõem os o fluxo de valor, devem contribuir para que a produção seja a mais ideal possível, conhecendo os processos como um todo e buscando a melhoria continua de forma a criar valor ao processo produtivo (ROMERO, F., ANDREY, P., 2016).
3.3. Kaizen
Kaizen é uma palavra descendente da cultura japonesa, e é uma das filosofias mais utilizadas na melhoria contínua, tendo sido incluído no conceito de produção enxuta.
O objetivo de Kaizen é adotar uma cultura para melhorar os processos existentes dentro da organização, eliminando todos os desperdícios possíveis, aumentando a produtividade e consequentemente criando excelência agregando valor aos produtos, sendo perceptível por seus clientes e assim, a partir disso, elevar ganhos financeiros.
No entanto, se você quiser implementá-lo com sucesso, não deve apenas olhar o processo e observar possíveis gargalos de melhoria, mas também realizar mudanças culturais na empresa. Todos os funcionários devem estar motivados e se tornarem agentes de mudanças para realmente obter em pouco tempo resultados excepcionais. (Ortiz, 2009).
O Kaizen além de promover a mudança organizacional, ressalta a importância da mudança pessoal e profissional de cada indivíduo que compõe a organização. Cada pessoa é “dono” do seu trabalho e de seu setor, e somente quando o mindset é alterado, que a mudança ocorrerá de forma efetiva e eficaz.
Geralmente o Kaizen é um evento que ocorre durante um ou alguns dias, onde são exploradas todas as ferramentas possíveis como mapeamento de processos, brainstorming, matriz causa efeito, matriz de benefício X esforço, entre outros. Esse evento, além de promover o engajamento do time, promove a inclusão de fala de pessoas que de certa forma participam dos problemas explorados e que serão os mais beneficiados caso esses problemas sejam extintos. Não deve haver em momento nenhum, acepção de opiniões, todos são ouvidos independente do cargo, nível organizacional, ou tempo de experiência. Durante o evento Kaizen todos são iguais.
Os eventos kaizen realizados dentro das organizações trazem inúmeros benefícios, visando sempre à melhoria contínua, as equipes que são criadas para os eventos buscam proporcionar um impacto rápido e proativo, a partir deles, as pessoas são ensinadas a trabalhar em equipe, cumprimento de prazos, interação com outras áreas a fim de atingir um objetivo em comum para a organização e respeito à opinião do próximo (Chaves, 2010).
Vale ressaltar que, de acordo com Nazereno (2008), o pessoal relevante encontra dificuldade para coordenar suas atividades diárias com as atividades do evento. Ele também sugeriu que os integrantes da equipe tenham logotipos diferentes dos demais, usem coletes de cores vivas e, ao final do evento, comprovem os resultados não só para as pessoas engajadas no trabalho de melhoria, mas também para toda a organização.
Perante a filosofia Kaizen, é sempre possível fazer melhor. Como conceito dentro de uma empresa, deveríamos ter, no mínimo, uma melhoria implantada por dia.
Os elementos-chave para o sistema Kaizen eficientes são cinco, conforme demonstrado abaixo:
a) Qualidade em tudo que se faz;
b) Esforço e dedicação;
c) Envolvimento de todos os funcionários da empresa, desde o presidente até o operador de máquinas;
d) Vontade de mudar e de vencer;
e) Comprometimento.
Segundo Sharma (2003, p.114), Kaizen utiliza questões estratégicas baseadas no tempo. Nesta estratégia, os pontos-chave para os processos produtivos são: a qualidade (como melhorá-la), os custos (como reduzi-los e controlá-los), e a entrega pontual (como garanti-la). O fracasso de um destes três pontos significa perda de competitividade e sustentabilidade nos atuais mercados globais, menciona o autor.
3.4. Ciclo PDCA
“Um problema é um resultado indesejável de um processo”. (Falconi, 2014, p.84). Nenhum processo é perfeito, problemas surgirão a todo momento e é por esse motivo que profissionais de liderança são contratados, para resolve-los. Um bom profissional precisa saber seguir um ciclo para resolver problemas e desenvolver melhorias dentro de uma organização e de seus processos internos e externos.
No controle de processos, devem haver três operações básicas, são elas: planejamento (objetivos e métodos para alcançá-los), manutenção do nível de controle e, por fim, melhorias que devem ser constantemente revisadas para garantir a sobrevivência e a saúde dos processos.
O PDCA é um exemplo de método para controle de processos, resolução de problemas e planejamento estratégico. A sigla significa: P = Plan/Planejar; D= Do/Desenvolver; C=Check/Checar; A=Act/Agir. Cada uma dessas letras diz respeito a uma etapa do método, conforme abaixo:
-
Plan (Planejamento): consiste em indicar métodos e metas sobre os itens de controle;
-
Do (Execução): para iniciar esse passo a etapa anterior deve estar concluída ou no mínimo bem estruturada, pois as tarefas serão executadas conforme planejado;
-
Check (Verificação): da mesma maneira, as duas etapas anteriores devem estar em andamento ou concluída para iniciar esse passo, pois após o planejamento e execução, os resultados serão checados e medidos conforme determinado nas metas da primeira etapa.
-
Act (Ação): Após planejar os métodos e metas, executar o planejamento e avaliar os desvios e pontos de melhoria encontrados na execução, é a hora de criar um plano de ação corretivo e preventivo para solucionar esses desvios.
O ciclo PDCA pode ser utilizado em todas as áreas e níveis empresariais desde o chão de fábrica até áreas gerenciais. (Falconi 2014).
Morais (2005, p. 62) nos diz:
O ciclo consiste num processo de desenvolvimento de melhorias contínuas, que poderá ser aplicado a qualquer atividade humana. Nele se representam as atividades que a gestão deverá desenvolver em prol da melhora ao nível dos processos.
3.5. Seis Sigma e método DMAIC
A filosofia Seis Sigma visa melhorar o processo selecionando corretamente os processos que podem ser melhorados e o pessoal a ser treinado, associar técnicas estatísticas a ferramentas de qualidade, seguir um caminho lógico e utilizar métodos científicos DMAIC para obter benefícios efetivos em termos de qualidade e custo.
“O ciclo DMAIC é uma versão do Seis Sigma para processos e é baseada na ISO 9000 e no TQM (Total Quality Management). Está baseada amplamente no uso de ferramental estatístico, integrando várias ferramentas tradicionais de controle da qualidade” (RECHULSKI; CARVALHO, 2003).
A metodologia de solução de problemas DMAIC é um conjunto ordenado das seguintes etapas: “define (definir), measure (medir), analyse (analisar), improve (melhorar) e control (controlar), que juntas possibilitam uma adequada organização da implantação, desenvolvimento e conclusão da maior parte dos projetos Seis Sigma” (ANDRIETTA; MIGUEL, 2007).
O método DMAIC é adequado para a fase de controle, que é o processo para garantir que os objetivos do projeto ou da fase do projeto sejam alcançados. Eles monitoram e avaliam o progresso e tomam ações corretivas.
Semelhante ao PDCA, o DMAIC é dividido em fases, conforme abaixo:
-
Define (Definir): Analisar as expectativas do cliente, determinar a etapa e o produto do processo, ou seja, definir com precisão o escopo do projeto;
-
Measure (Medir): Mensurar para obter informações a fim de executar o mapa de processo e elaborar a matriz de causa e efeito;
-
Analyse (Analisar): Determinar o desempenho em relação às metas estabelecidas e detectar possíveis gargalos no processo. É necessário usar software estatístico como (Minitab®, Microsoft Office Excel®, etc.) para realização de cálculos e construção de gráficos para compreender as não conformidades do processo e suas alterações de forma visual.
-
Improve (Melhorar/Implantar): Hora de agir e implantar ações que ataquem os desvios encontrados, reduzindo ou eliminando defeitos e desperdícios.
-
Control (Controle): A última e uma das mais importantes fases, pois a partir do monitoramento e controle dos processos, será possível garantir a sustentabilidade das ações realizada.
De acordo com Rechulski e Carvalho (2003):
A metodologia DMAIC não prevê retroalimentação, ou seja, um projeto bem aplicado não deve em nenhum momento retornar às fases anteriores. Se o resultado financeiro do projeto não for o esperado ou se o número de defeitos voltar a subir, é porque não houve uma correta priorização das variáveis de entrada. A melhoria contínua não é feita revisando projetos já concluídos, mas aplicando a metodologia DMAIC para outros projetos ligados ao mesmo processo. Um outro projeto trabalhará com as outras variáveis não melhoradas no projeto anterior, para buscar reduzir ainda mais a taxa de defeitos. Consequentemente, um processo pode não atingir performance Seis Sigma com um único projeto, demandando sucessivos projetos até que todas as variáveis sejam contempladas.
A metodologia DMAIC não possibilita um retorno no processo em que foi aplicado e sim aplicação do método em projetos ligados ao mesmo. De forma contrária, o PDCA é um método totalmente retroalimentado que é de grande importância na gestão de projeto.
4. METODOLOGIA
Este trabalho tem como à finalidade a pesquisa é aplicada, pois envolve verdades e solução de problemas específicos, trazendo a possibilidade de alteração e melhorias de uma situação e sistema. Gil (2008) preconiza que a pesquisa aplicada tem como característica predominante o interesse na aplicação, utilização e consequências práticas dos conhecimentos.
Também será caracterizada como estudo de caso, pois haverá uma profunda investigação sobre algum aspecto específico de determinado tema (nesse caso um sistema produtivo). Segundo Gil (2008), os estudos de caso consistem no estudo profundo e exaustivo de um ou poucos objetos, de maneira que permita seu amplo e detalhado conhecimento.
O objetivo da pesquisa é explicativo e descritivo, pois segundo (GIL, 2007), este tipo de pesquisa preocupa-se em identificar os fatores que determinam ou que contribuem para a ocorrência dos fenômenos. Baseando –se nos fatores pesquisados, poderemos explicar porque o problema acontece, identificar melhorias que podem ser realizadas e descrever os reais resultados dessas aplicações.
Quanto aos procedimentos, a pesquisa é bibliográfica. “A pesquisa bibliográfica é feita a partir do levantamento de referências teóricas já analisadas, e publicadas por meios escritos e eletrônicos, como livros, artigos científicos, páginas de web sites (FONSECA, 2002, p. 32). ”
A pesquisa bibliográfica abrange toda bibliografia já tornada pública em relação ao tema de estudo, desde publicações avulsas, boletins, jornais, revistas, livros, pesquisas, monografias, teses, material cartográfico” (Lakatos e Marconi 2003, p.183).
Vale ressaltar que a pesquisa é de natureza quantitativa, pois utilizará de técnicas e ferramentas estatísticas para tomada de decisão e análise. Segundo Mathias (2016), o método quantitativo é conclusivo, e tem como objetivo quantificar um problema e entender a dimensão dele. Em suma, esse tipo de pesquisa fornece informações numéricas sobre dados gerais e específicos.
5. RESULTADOS E DISCUSSÕES
Após estudos na busca de referências autorais para realização da pesquisa, faz-se possível dividir a execução da pesquisa em cinco fases, como no método DMAIC apresentado anteriormente.
Utiliza-se dessa divisão devido ser uma recomendação da empresa onde o caso foi estudado, visto que a metodologia Lean Manufacturing é seguida à risca, portanto, todos os projetos que buscam melhorias e otimizações de processos devem respeitar o ciclo DMAIC.
6. Definir (define):
A primeira etapa que dá início à um projeto Lean que segue a metodologia DMAIC, é a de definição. Nela, como o próprio nome diz, é preciso realizar a definição de vários temas para que se possa dar prosseguimento ao projeto.
O primeiro tema a ser definido é o problema a ser resolvido, como em uma monografia semelhante a essa. Esse problema é identificado com base no conhecimento do pesquisar, ou nesse caso do líder do projeto, que após análises de um processo, identifica possíveis oportunidades de melhorias que podem ser problemas crônicos que ninguém se atenta a resolver, como é o caso aplicado a esse estudo, onde todo time de uma área estava tão acostumado a ter um atraso para iniciar a produção de uma linha que o problema já estava sendo tratado como rotina, como algo normal e comum do processo de envase.
Muitas vezes, ou na maioria delas, essa oportunidade de melhoria só será identificada por pessoas externas às áreas problemáticas, justamente por conta da capacidade humana de adaptar-se às situações do seu cotidiano.
Conforme mostrado nos capítulos anteriores, a situação problema ou o business case encontrado nesse estudo foi: Uma média de 206 minutos de atraso para startup de uma linha de envase de óleos e gorduras todas as segundas-feiras, ou seja, três horas e meia sem produzir, com um time de quase dez pessoas ocioso, sem ter o que fazer. Esse atraso pode parecer pequeno quando observado em proporção macro, mas todo esse tempo pode gerar um efeito dominó que afeta em diversos outros pontos do processo, como:
-
Falha na quantidade e prazos demandados pelos clientes
Devido à essa ociosidade, deixa-se de produzir cerca de 1000 toneladas anuais, ou são produzidas com um atraso considerável. Essa falta de assertividade impacta em alguns indicadores de logística e de relacionamento com o cliente, como por exemplo o OTIF (On Time In Full) que mede se a solicitação do cliente foi entregue no prazo correto e com toda quantidade que havia sido previamente acordada. Só esse ponto já justificaria a continuidade do estudo, pois a organização deseja manter sempre uma parceria sólida e confiável com os clientes, ainda mais em grandes organizações que trabalham na modalidade B2B, como é esse caso, onde existem contratos milionários em jogo.
-
Uso ineficaz da mão de obra
São dez colaboradores alocados nessa linha de produção estudada. Será que todos trabalham juntos para que o problema seja mitigado e o startup da linha de produção seja acelerado? Pelo contrário. Como o problema já virou rotina, os colaboradores acreditam que não há porque demandar esforços para acelerar o processo e que não há nada a fazer a não ser aguardar enquanto um único colaborador (chamado de operador de envase) realiza os procedimentos necessários para ligar todo o maquinário. Um exemplo claro de falta de produtividade, proatividade e uso ineficiente e ineficaz de mão de obra.
-
Gargalo da cadeia de produção
Esse problema causa um gargalo em toda cadeia de produção do óleo e das gorduras. A etapa de envase é uma das últimas na cadeia, pois após ela, o produto é encaminhado para armazenamento e logo será enviado para os clientes. Mas se ele é a basicamente uma das etapas finais do processo, por que então esse problema auxilia a linha a se tornar um gargalo?
A etapa anterior ao processo de envase é chamado de desodorização, essa etapa envia os produtos para tanques e o envase, como o próprio nome diz, envasa esses produtos (óleos e gorduras) em suas devidas embalagens (caixas e baldes). Porém, se o envase não consumir todos os produtos, esvaziando os tanques onde estão armazenados, não haverá local de armazenamento para o a etapa anterior envie mais produtos, impossibilitando assim o fluxo normal do processo, se tornando gargalo para escoamento de produção.
Fica claro que essas simples três horas semanais, é um problema grave, e pode ser visto como um câncer que afeta toda a cadeia de produção e de suprimentos (supply chain).
Continuando, após a definição do que é o problema e da relevância dele para os resultados da organização, é necessário mostrar também o prejuízo financeiro que esse problema pode estar trazendo e se o projeto será viável financeiramente.
Conforme falado no início desse estudo, se o problema fosse eliminado na raiz, e esse tempo praticamente zerasse, a organização poderia ter um retorno em margem de contribuição de aproximadamente duzentos e cinquenta mil reais (R$ 250.000,00). Isso sem mencionar os cálculos de FTE, que mensura quanto custa o uso da mão de obra para organização.
O terceiro passo após a definição do problema e demonstração da relevância financeira, é definir a meta após aplicação das ferramentas de melhoria contínua, incluindo também quais áreas serão escopo do projeto e quais por algum motivo não serão. Essa etapa deve ser feita de forma cuidadosa, pois a meta não pode ser desafiadora demais, nem frouxa demais. Para isso, Peter Drucker, conhecido como o pai da moderna gestão de empresas, criou o método SMART.
Specific (específico) – A meta deve ser específica e concreta, enunciada de forma clara e preferencialmente no presente do indicativo.
Measurable (mensurável) - "O que não pode ser medido, não pode ser gerenciado". Willian Edwards Deming. A medição é importante para avaliar o desempenho conforme o planejado.
Achievable (alcançável) - Metas precisam ser ousadas, porém dentro de um contexto possível. É necessário dar um passo de cada vez e de acordo com a realidade alcançável.
Relevant (relevante) – Precisa ser importante e desafiador e trazer relevância para o contexto do projeto e da organização.
Time based (com prazo) – É necessário estipular prazos confortáveis e plausíveis para realização das entregas das metas estipuladas. Prazos apertados demais não são recomendados, da mesma maneira que longos prazos podem trazer procrastinação e afetar a sustentabilidade.
No caso desse projeto, a meta de redução era de 206 minutos, para 130 minutos.
Quarto passo dentro da etapa de definição é a escolha do time do projeto e também a apresentação das responsabilidades de cada um dos participantes. Além disso, é uma boa prática realizar uma análise de stakeholders para identificar possíveis mentores, patrocinadores (sponsor) e afetados pelas mudanças e ações que serão realizadas.
Quinto e último passo – definição do cronograma do projeto com os prazos estipulados para todas as entregas, incluindo a entrega de cada fase do DMAIC.
Em conclusão, todas essas informações estarão expostas em quadro chamado Charter que é basicamente o resumo da etapa define.

Figura 1 – Exemplo de charter em inglês apresentado para a liderança da organização.
6.1. Medir (measure)
Essa é uma etapa de extrema importância para uma pesquisa de natureza quantitativa como essa. Nessa fase, os comportamentos do processo estudados serão medidos e observados para identificar as onde é possível realizar aplicação de melhorias e quanto pode-se melhor nesse processo. Nessa segunda etapa do DMAIC, é necessário avaliar o desempenho, criando uma base de dados à serem analisados; levantar possíveis outliers desse processo, ou seja, picos incomuns que podem ser excluídos da análise estatística; identificar gargalos e ladrões de produtividade do processo.
Essas medições podem ser realizadas de forma qualitativas e/ou quantitativas.
Segundo Leão (2020), nas medições qualitativas, a equipe pode ir mais a fundo na causa de cada problema ou processo e buscar descobrir sua causa mapeando informações mais detalhadas e importantes na identificação dos problemas. Já nas medições quantitativas, a equipe coleta dados em massa e utiliza indicadores para analisar comportamentos estatísticos. Porém o objetivo é sempre o mesmo: identificar as causas dos problemas mais importantes e destacados na etapa de definição do projeto.
Não é uma etapa muito simples e demanda um esforço especial para realização das análises com exatidão e clareza.
Nas figuras abaixo, é possível visualizar alguns exemplos de medições estatísticas desse projeto realizadas por um software de análises chamado Minitab®.

Figura 2 – Análise estatística do tempo de startup em cada segunda-feira em um período de cinco meses.
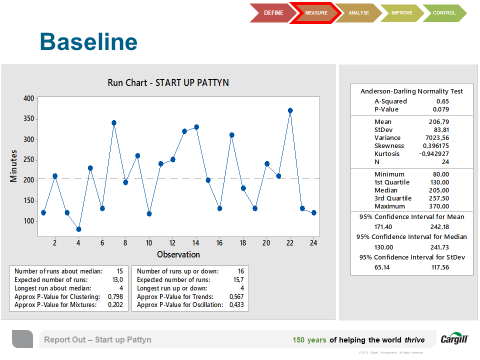
Figura 3 – Análise estatística utilizada para definição da meta a ser alcançada.

Figura 4 – Histograma utilizado para realizar a distribuição de frequências e identificar possíveis outliers.

Figura 5 – Diagrama de dispersão, estudo de probabilidade que também é utilizado para definição de meta e verificação da moda de ocorrências do problema.
7. Analisar (analyse)
A terceira etapa do DMAIC é a fase de análise, aqui o time do projeto irá analisar os dados medidos da etapa anterior e assim mapear as ações necessário com base em fatos e dados. Como em qualquer processo contínuo, a etapa anterior a atual deverá ter sido cumprida com maestria, com análises corretas e confiáveis, caso contrário, poderá gerar análises equivocas e decisões que não trarão resultados esperados.
O objetivo dessa etapa consiste em alguns outros fatos, como pensar nas causas raízes dos problemas identificados, por meio de ferramentas como brainstorming; analisar as melhores formas de combater os problemas; pensar em oportunidades de melhorias e também pode-se realizar a criação de outras ferramentas como matriz de causa X efeito, análise SIPOC, matriz de benefício X esforço, entre outros.
Nesse caso em específico, o pesquisador e líder do projeto optou por realizar um evento Kaizen, onde com um time multidisciplinar, seria possível mapear todos os pontos necessários nessa etapa tão importante.
7.1. O Evento Kaizen
A empresa onde foi realizada a pesquisa presa muito pelo desenvolvimento de seus colaboradores e busca sempre proporcionar um ambiente lúdico e agradável durante os eventos de melhoria contínua, no evento desse estudo não foi diferente.
O evento foi realizado antes da pandemia, em dois dias e contou com a presença de todo time do projeto.
Foram realizadas diversas atividades, iniciando com dinâmicas “quebra-gelo”, introdução do time à melhoria contínua, Kaizen, metodologia Lean e após isso um alinhamento de expectativas do time. Como é um time multidisciplinar composto por pessoas de chão de fábrica que em alguns casos não tem tanto acesso à informação, essa introdução foi realizada de forma minuciosa para que todas possas compreender o objetivo real do evento.
Após todas as introduções de literatura, iniciam-se as atividades práticas, primeiramente realizando a criação de um mapa de processos, onde é possível verificar quais são os dependentes daquela linha problemática e também quais áreas a própria linha é dependente. Basicamente é um fluxograma de todo o processo de forma simplificada e de fácil entendimento.
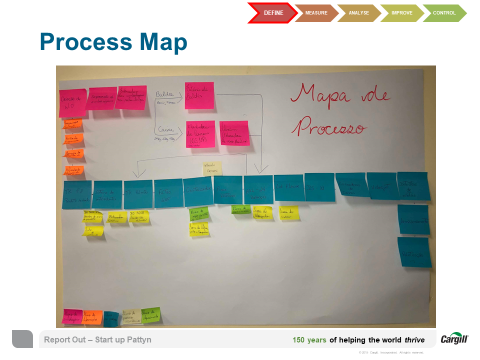
Figura 6 – Mapa de processo criado pelo time durante o evento Kaizen.
O próximo passo, que é bastante ligado ao mapa de processo, é a análise SIPOC. A sigla SIPOC tem origem nos termos em inglês: Suppliers (fornecedores), Inputs (insumos), Process (processo), Outputs (produtos obtidos na saída) e Customers (consumidores) (RASIS et al., 2002-03; WERKEMA, 2001; PANDE, 2001).
Esta técnica tem como objetivo melhorar a visualização da sequência de processos por todos os membros da empresa diretamente ligados a estes. Para isso é necessário levantar os seguintes dados (Figura 7 e 8) de cada processo: as entradas, as saídas, as especificações de cada etapa e o fluxo de cada um. Com uma visão mais clara do fluxo dos processos é possível realizar melhorias destes de modo que por futuras ações seja obtido um nível de qualidade ainda maior de acordo com as informações obtidas.
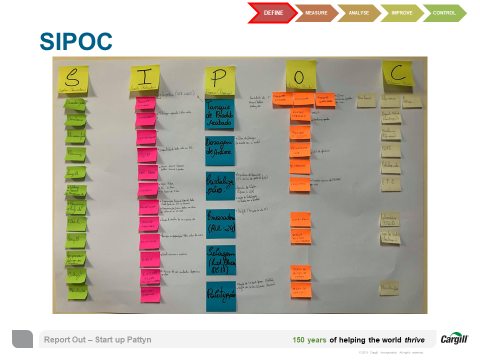
Figura 7 – Análise SIPOC realizada de forma simplificada junto ao time do projeto.
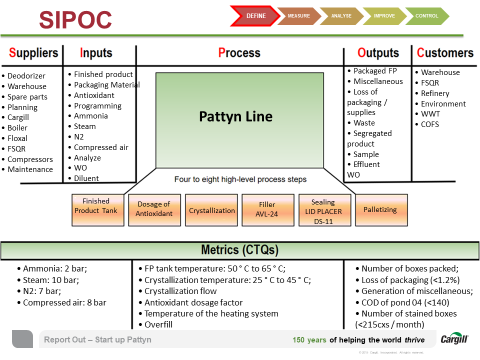
Figura 8 – SIPOC de forma mais abrangente e traduzido para o inglês devido ser o idioma padrão da companhia.
Após a consolidação da análise SIPOC, aborda-se mais uma ferramenta importante para o evento e para o auxílio nas investigações de causas – A construção da Matriz Causa X Efeito.
Domenech (2015) afirma que esta é uma ferramenta que leva em consideração a importância dos requisitos estabelecidos pelo cliente, relacionando as entradas chaves às saídas chaves.
Segundo Domenech (2015), para elaborar a matriz é preciso: documentar a matriz para referência futura; identificar os requerimentos chave do cliente relacionados com a base do projeto; identificar as etapas e sub-etapas do processo; analisar a correlação de todas entradas com todas as saídas; obter o produto dos valores de correlação com os valores de prioridade e somar com todas as entradas; usar como indicativo do requerimentos dos cliente a soma das correlações de cada coluna; construir uma tabela paralela com as pontuações obtidas para cada entrada e as variáveis de entrada/sub-etapas do processo; ordenar de forma decrescente as linhas por coluna de pontuações construindo um gráfico de Pareto; construir uma tabela que contenha as notas das sub-etapas (ordenando em forma decrescente pela nota total e construir um gráfico de Pareto priorizando as sub-etapas), para finalizar, usar o gráfico de Pareto priorizando as variáveis de entradas chaves as quais serão selecionadas para trabalhos posteriores.
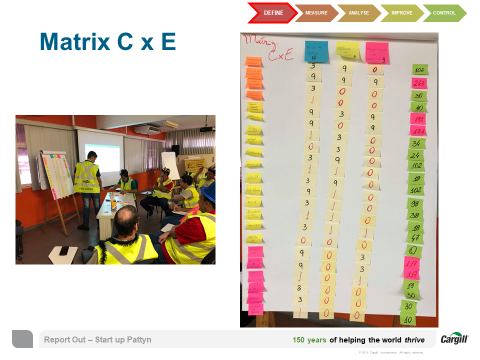
Figura 9 – Matriz CxE construída pelo time do projeto.
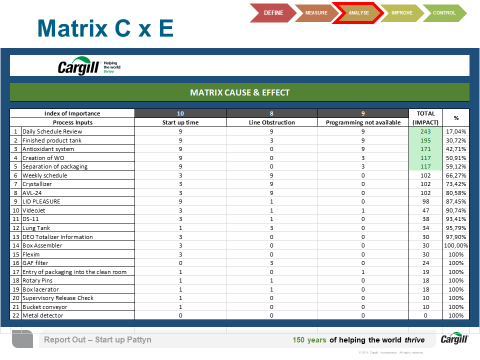
Figura 10 – Matriz CxE após edição.

Figura 11 – Diagrama de Pareto construído após a Matriz CxE.
Após consolidado o mapeamento das possíveis causas, é possível iniciar a ataca-las pensando em possíveis soluções e para isso, nada melhor que o tão conhecido brainstorming.
Segundo Baxter (2003), (“Brainstorming” ao “pé da letra” significa “tempestade de ideias” sendo um termo cunhado por Alex Osborn, considerado o criador brainstorming, em 1953. Trata-se de uma técnica bastante difundida por sua simplicidade, sendo utilizada nas mais diversas áreas do conhecimento (design, marketing, administração, etc.). - Não deve haver censura de ideias, isto é, as ideias podem ser tão utópicas ou absurdas quanto as pessoas queiram, e isso não deve ser questionado por ninguém da equipe, para não ocorrer um bloqueio na diversidade de ideias geradas.
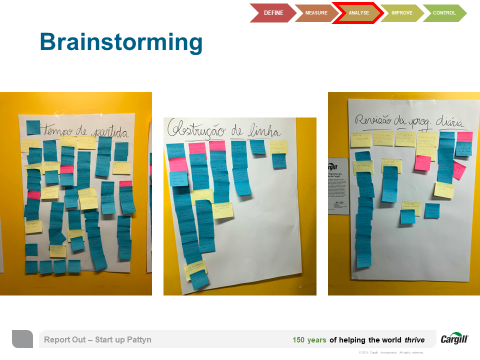
Figura 12 – Quadros após Brainstorming.
Percebe-se que o evento Kaizen não é um evento tão simples e que diversas ferramentas podem ser utilizadas em um curto período de tempo.
O próximo passado realizado no evento, foi a utilização da ferramenta de investigação “5 porquês”.
Segundo Napoleão (2019), o 5 Porquês é uma ferramenta que consiste em perguntar 5 vezes o porquê de um problema ou defeito ter ocorrido, a fim de descobrir a sua real causa, ou seja, a causa raiz. Um ponto interessante e que vale mencionar é que, na prática, pode ser que não seja necessário perguntar 5 vezes “por quê” ou que seja necessário realizar mais de 5 questionamentos para identificar a causa raiz de um problema. Não há uma regra para isso, e apesar de o criador da ferramenta afirmar que 5 é o número ideal de vezes, depende muito do contexto de cada situação e empresa. Surgiu na década de 30 e foi criada por Sakichi Toyoda, fundador das Indústrias Toyota.
Após todas essas etapas, já é possível realizar a criação de ações para aplicar as soluções encontradas com o uso de todas essas ferramentas e com isso avançar para a próxima etapa de “mão na massa”. Para registro dessas ações, é utilizado uma matriz RACI.
Segundo Montes (2020), Matriz de Responsabilidades, ou matriz de alocação de responsabilidades (do inglês - Responsibility Assignment Matrix - RAM), é uma matriz que aloca a responsabilidade de cada integrante da equipe do projeto (recursos humanos) sobre cada entrega e seus respectivos pacotes de trabalho. Uma forma muito usada no mercado é a Matriz RACI onde as letras representam a responsabilidade do integrante da equipe sobre o pacote de trabalho. Onde: R: Responsável pela execução; A: Responsável pela aprovação; C: Recurso deve ser consultado; I: Recurso deve ser informado.
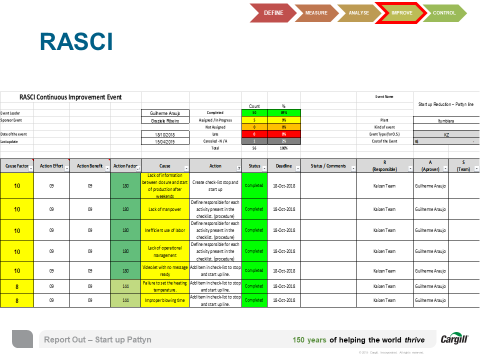
Figura 13 – Exemplo de matriz rasci utilizada durante o projeto.
7.2. Implantar (improve)
A etapa de implantação é o momento de aplicar as soluções propostas para o problema que estudado, medido e analisado. As causas raízes devem ser priorizadas e além disso deve haver ações de “Faça agora”, que devem são simples, sem investimentos e podem ser realizadas durante o evento, sem precisar de prazos ou postergações.
No evento kaizen apresentado nesse estudo foi possível obter diversas ações deste tipo, onde na etapa de implantação, o time do projeto foi até o campo onde a linha de produção analisada fica localizada e iniciou o processo de melhoria.
Alguns exemplos de ações rápidas realizadas:
-
Criação de um check-list de partida e parada da linha, mapeando o passo a passo que deve ser realizado para evitar atrasos e direcionamento correto de esforços. (Figuras 14 e 15)
-
Implementação de um quadro de gestão visual demonstrando a programação diária do Envase, facilitando o acesso ao operador da área a qual produto será produzido com antecedência, sem necessitar de informações externas. (Figura 16)
-
Gestão visual dos parâmetros mecânicos do maquinário, possibilitando um ajuste rápido e prático para cada tipo de produção. (Figura 17)
Entre outras diversas ações de esforço baixo e alto benefício.

Figura 14 – Checklist criado para realizar a parada correta da linha aos domingos.

Figura 15 – Checklist criado para fazer a inicialização correta da linha às segundas-feiras.
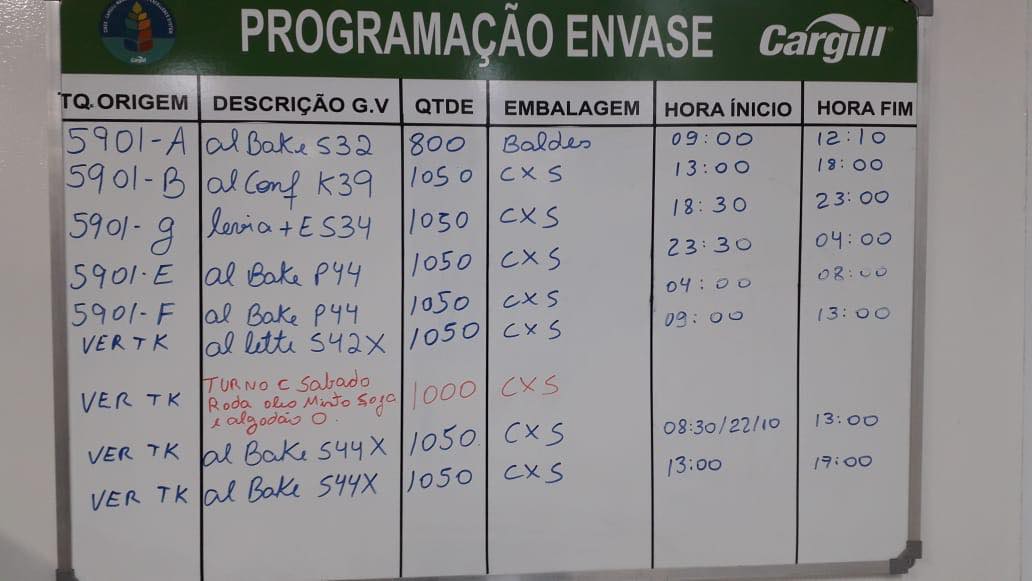
Figura 16 – Quadro de gestão visual da programação de produção.

Figura 17 – Marcação visual no maquinário para facilitar ajustes mecânicos.
Esses são só exemplos de ações realizadas no mesmo dia do evento, porém ainda foram mapeadas mais de vinte ações de longo prazo que demandariam investimentos ou modificações maiores.
7.3. Controlar (control)
Quinta e última etapa do ciclo DMAIC, onde em um período posterior ao evento Kaizen, é hora de monitorar os resultados das melhorias implementadas e definir os KPIs que manterão esses resultados.
O controle é essencial para sustentabilidade das ações aplicadas e para garantir que a melhoria realmente será mantida. Nessa etapa é necessário montar planos de controle, e realizar medições da mesma forma como na etapa 2 do DMAIC.
Para essa pesquisa, foram criados alguns indicadores, um de monitoramento semanal e outro de análise estatística da meta como um todo. Na figura 18 apresentada abaixo, podemos analisar como a linha tem se comportado e quão consideravelmente bons foram os resultados desse projeto. A linha azul mostra o tempo atual que está levando o startup e a linha vermelha o tempo anterior ao projeto.
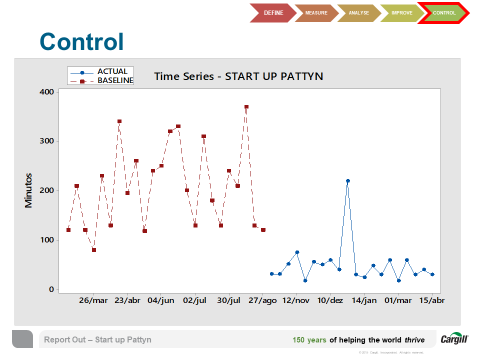
Figura 18 – Gráfico comparando antes e depois do tempo de partida da linha.
A melhora foi tão grande, que foi identificado que a meta estipulada na primeira etapa do ciclo DMAIC não fazia mais sentido e não foi mensurada corretamente, pois os resultados superaram as expectativas. A média do problema era de 206 minutos de atrasos, a meta estipulada foi de reduzir para 120 minutos, porém após análises na etapa de controle, foi possível reduzir ainda mais para 50 minutos e posteriormente até menos que isso (Figura 19).

Figura 19 – Análise para definição de nova meta.
Conforme demonstrado, a aplicação das ferramentas de melhoria contínua foi um sucesso para a melhoria do processo para a mitigação do problema. Porém, como toda organização, é preciso demonstrar em ganhos financeiros, qual é o retorno financeiro que a pesquisa e a aplicação de todas essas ferramentas trouxe para o negócio.
Com a redução do tempo de startup às segundas-feiras, foi possível disponibilizar cerca de 52 horas a mais para o planejamento de produção, além claro de proporcionar benefícios para todos os envolvidos anteriores e posteriores à etapa de envase. Essa área não é mais um gargalo.
Além do tempo de disponibilidade, também foi possível aumentar a produção em 313 toneladas de produtos, totalizando um retorno de mais de cento e cinquenta mil reais para a organização (R$ 150.000,00).

Figura 20 – Fotos do evento.
8. CONSIDERAÇÕES FINAIS
Ao finalizar esse trabalho, conclui-se como uso de metodologias e filosofias simples de melhoria contínua, podem ser tão significativas para pequenas, médias e grandes organizações. Pode-se também afirmar que quando a tomada de decisão e o planejamento são baseados em estatísticas e fatos e dados confiáveis, a gestão da mudança se torna mais assertiva e os resultados mais palpáveis e visíveis.
Avanços científicos e tecnológicos estão a cada dia mais acelerados, principalmente após a Segunda Guerra Mundial, observou-se significativas mudanças em todos os cantos do mundo, inclusive no Brasil. A melhoria deve ser constante, a inercia deve ser deixada de lado e ações devem ser tomadas todos os dias.
Tomando como exemplo o ramo industrial, se não houver o controle e a gestão contínua dos indicadores chave dos processos, as perdas e a falta de eficiência afundarão tal organização.
Por meio deste estudo de caso, foi possível trazer inúmeros retornos para a organização estudada, retornos financeiros e outros que vão muito além disso, como a mudança de cultura, o senso de dono dos funcionários, e a semente da melhoria contínua plantada e regada no cotidiano dos colaboradores de todos os níveis hierárquicos.
Ações simples se tornaram sustentáveis e hoje problemas que pareciam pequenos não são mais vistos com os mesmos olhos. Tudo pode ser melhorado, mesmo algo que já é considerado “bom”.
O objetivo geral dessa pesquisa foi concluído com louvor por meio do uso do DMAIC e das demais ferramentas referenciadas, os problemas foram identificados, foram medidos estatisticamente, as causas foram encontradas, as ações foram implantadas e o retorno veio para o negócio. Além disso, os objetivos específicos também foram abordados e solucionados pois as ferramentas foram bem aplicadas trazendo o aumento da eficiência da linha analisada e causando a mudança de cultura no local de trabalho, como já introduzido acima.
Além disso, todas as relevâncias apresentadas na justificativa foram ressaltadas, como percebido após a leitura dos resultados.
Grato em fazer parte desse estudo e a após a experiência novos projetos surgirão.
9. REFERÊNCIAS
DAYCHOUW, M. 40 Ferramenta e Técnicas de Gerenciamento. [S.l.]: BRASPORT, 2007. p. 272.
FERNANDO ROMERO, PAULO ANDREY. GESTÃO DE MEGAPROJETOS UMA ABORDAGEM LEAN. RIO D EJANEIRO: BRASPORT, EDIÇÃO:1ª, 2016.
LEAN INSTITUTE BRASIL. Lean Institute Brasil. Mapeamento do Fluxo de Valor (VSM) - Estado Atual e Futuro. Disponível em: . Acesso em: 08/10/2018.
LIKER, J. K.; MEIER, D. O MODELO TOYOTA – MANUAL DE APLICAÇÃO: UM GUIA PRÁTICO PARA A IMPLEMENTAÇÃO. Porto Alegre: ARTMED EDITORA S.A, 2007.
ROMERO, F.; ANDREY, P. GESTÃO DE MEGAPROJETOS UMA ABORDAGEM LEAN. 1ª Edição. ed. Rio de Janeiro: Brasport; Edição: 2016.
ROTHER, M.; SCHOOK, J. Aprenda a Enxergar mapeamento do fluxo de valor para agregar valor e eliminar desperdício. São Paulo: Lean institute Brasil, Edição:1, 2005. 113 p.
WEERKEMA CRISTINA. CRIANDO A CULTURA LEAN SEIS SIGMA. Rio de Janeiro: Elsevier Editora LTDA, 2012. p. 22.
WERKEMA, CRISTINA. Lean Seis Sigma – Introdução às Ferramentas do Lean Manufacturing. Belo Horizonte: Editora Werkema, 2006. p. 15.
CAMARGO, Wellington. Controle da Qualidade Total. Instituto Federal do Paraná – E-tec Brasil. 2011
CHAVES FILHO, José Geraldo Batista. Melhores práticas para garantia de sustentabilidade de melhorias obtidas através de eventos kaizen. 2010. Tese de Doutorado. Universidade de São Paulo.
DALLA VALENTINA, Luiz Veriano Oliveira et al. Desenvolvimento de um modelo integrado de reengenharia de processos com melhoria contínua para o redesenho de processos. 1998.
Falconi Vicente.TQC Controle da Qualidade Total no estilo Japonês. 9ª ed. Nova Lima. Falconi 2014.
GIL, Antonio Carlos. Métodos e Técnicas de pesquisa Social. São Paulo: Atlas 1991.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 4ª Ed. São Paulo: Atlas,2008
JURAN, J.M.: Juran na liderança pela qualidade: um guia para executivos. 2ª Ed. São Paulo, pioneira, 1993.
LAGO, Nuno; CARVALHO, Dinis; RIBEIRO, Laura MM. Lean office. Revista Fundição, v. 248, n. 249, p. 6-8, 2008.
LAKTOS, Eva Maria. Fundamentos de metodologia científica. 5ª Ed. São Paulo: Atlas, 2003
MARSHALL, I. J. et al. Gestão da Qualidade. 5ª ed. Rio de Janeiro: Editora FGV, 2005.
MARTINELLI, Fernando Baracho. Gestão da Qualidade Total. 2009
MATOS, Gonçalo Lopes de. Aplicação de Pensamento Lean: Caso de Estudo. Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa. 2016
MAXIMIANO, A. C. A. Teoria Geral da Administração: da revolução urbana à revolução digital. 7ª Ed. São Paulo: Atlas, 2012
MAXIMIANO, A. C. A. Introdução à Administração. 5ª Ed. São Paulo: Atlas, 2000
MENDONÇA, Ricardo Rodrigues Silveira de; Aspectos Gerais da Função Qualidade e Programa 5 S. UFJF, Faculdade de Economia e Administração, 2003
MORAIS. Isabel Cristina da Silva. Gestão da Qualidade Total. Ed. Escola Superior de Tecnologia e gestão da guarda. Guarda, 2005.
NAZERENO, R. R. Desenvolvimento de sistemas híbridos de planejamento e programação da produção com foco na implementação de manufatura enxuta. 2008. 319p. Tese (Doutorado em engenharia de produção) – Escola de engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2008.
ORTIZ, Chris A. Kaizen e implementação de eventos Kaizen. Bookman Editora, 2009.
Ribeiro, Haroldo. Os 5 passos para uma implantação de Sucesso. PDCA Editora, 2015.
SHIBA, S.; GRAHAM, A.; WALDEN, D. TQM: quatro revoluções na gestão da qualidade. Porto Alegre: Artes Médicas, 1997
Publicado por: Matheus Marques
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























