



Proteção Passiva contra Fogo dentro de uma Unidade de Destilação Atmosférica e à Vácuo
RESUMO
O contexto das atividades da indústria de refino de petróleo reúne diversos riscos à segurança de bens e pessoas. Um dos mais perigosos é o incêndio em refinaria, visto o potencial de perigos envolvidos. Um meio preventivo de mitigar os efeitos e prover maior segurança é a proteção passiva de equipamentos e instalações. Para tanto, o presente trabalho teve como objetivo geral discutir um estudo de caso voltado a uma área com histórico de acidente inflamável dentro de uma Unidade de Processo de Destilação Atmosférica e à Vácuo de uma Refinaria Brasileira de Óleo e Gás, na qual foi realizada uma pesquisa de análise de riscos através da metodologia FMEA. Como resultados deste trabalho foram observados a confirmação verdadeira das hipóteses formuladas “jato de fogo” e “incêndio em poça”, a mensuração dos graus de prioridade de risco, as respectivas ações recomendadas e a correspondente implantação da proteção passiva contra fogo de modo a mitigar os riscos e aumentar o nível de segurança na área estudada e por extensão, de toda a refinaria.
Palavras-chave: Proteção passiva contra fogo, Jato de fogo, Incêndio em poça, FMEA, Análise de riscos.
ABSTRACT
The context of the Oil Industry Companies activities gathers several risks to the safety of goods and people. One of the most dangerous is the refinery fire, due to the potential of the involved dangers. A preventive way to mitigate the effects and providing increased safety is the equipments and facilities fireproofing. For this purpose this paper has had as its main objective discussing a study case turned to an area with history of flammable accidents within an Atmospheric and Vacuum Distillation Unit of a Brazilian Oil and Gas Refinery, in which it has been conducted a research for risk analysis through the FMEA Methodology. As results from this research work there were been observed a truly confirmation of the formulated jet fire and pool fire hypothesis, the risk potential numbers and the corresponding implantation of fireproofing towards mitigating risks and increasing the safety level in the studied area, and for extention, of the whole plant facilities as well.
Key-words: Fireproofing, Jet fire, Pool fire, FMEA, Risk analysis.
ÍNDICE DE FIGURAS
| Figura 1 – Densidade mais leve e mais pesada que o ar | 24 |
| Figura 2 – Unidade de Destilação de 3 estágios | 27 |
| Figura 3 – Destilação à Vácuo para produção de lubrificantes | 30 |
| Figura 4 – Curva T-T para estruturas de aço | 38 |
| Figura 5 – Perímetro “Caixa de Proteção” | 39 |
| Figura 6 – Perímetro “Contorno de Proteção” | 40 |
| Figura 7 – Principais características de um jato de fogo | 42 |
| Figura 8 – Principais dimensões de um incêndio em poça | 43 |
| Figura 9 – Bomba em ambiente aberto e iluminação adequada | 54 |
| Figura 10 – Seleção da área de objeto de estudo | 86 |
| Figura 11 – Bomba “B1” | 91 |
| Figura 12 – Proteção passiva em tubulações | 92 |
| Figura 13 – Proteção passiva em eletrocalhas e cabos | 92 |
| Figura 14 – Elementos estruturais com perfil em “I” | 93 |
ÍNDICE DE TABELAS
| Tabela 1 – Pontos de Fulgor e Ignição | 17 |
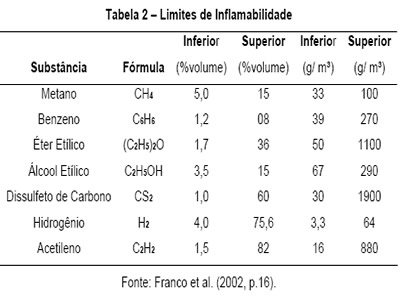
| Tabela 2 – Limites de Inflamabilidade | 23 |
| Tabela 3 – Classes de Substâncias Inflamáveis | 45 |
| Tabela 4 – Temperatura máxima de superfície suportada pelo equipamento | 48 |
| Tabela 5 – Equipamentos de Unidades de Processo | 54 |
| Tabela 6 – Questionário base para a elaboração e interpretação de FMEA | 71 |
| Tabela 7 – Relação Custo-Benefício em função do perfil protegido e material aplicado | 82 |
| Tabela 8 – Simulação para encontrar a temperatura crítica para a mesma espessura | 83 |
LISTA DE SIGLAS E ABREVIATURAS
| ANSI | American National Standards Institute |
| API | American Petroleum Institute |
| ASME | American Society for Mechanical Engineers |
| ASTM | American Society for Testing and Materials |
| APP | Análise Preliminar de Perigos |
| APR | Análise Preliminar de Riscos |
| BLEVE | Boiling Liquid Expanding Vapor Explosion (Explosão por expansão de vapor de líquido em ebulição) |
| FLARE | Tocha |
| FMEA | Failure Mode and Effect Analysis (Análise dos Modos e Efeitos de Falha) |
| GLP | Gás Liquefeito de Petróleo |
| GOL | Gasóleo Leve |
| GOP | Gasóleo Pesado |
| GPR | Grau de Prioridade de Risco |
| HAZID | Hazard Identification (Identificação de Perigos) |
| HAZOP | Hazard and Operability Studies (Estudos de Perigos e Operabilidade) |
| IEC | International Eletric Code |
| LII | Limite Inferior de Inflamabilidade |
| LSI | Limite Superior de Inflamabilidade |
| NEC | National Eletric Code |
| NFPA | National Fire Protection Association |
| PF | Ponto de Fulgor |
| PI | Ponto de Ignição |
| PVR | Pressão de Vapor Reid |
| RAT | Resíduo Atmosférico |
| UL | Underwriters Laboratories Inc |
SUMÁRIO
| 1. INTRODUÇÃO | 11 |
| 1.1 OBJETIVOS | 12 |
| 1.1.1 Objetivo Geral | 12 |
| 1.1.2 Objetivos Específicos | 12 |
| 1.2 JUSTIFICATIVAS | 13 |
| 2. REVISÃO BIBLIOGRÁFICA | 14 |
| 2.1 INTRODUÇÃO À PROTEÇÃO CONTRA INCÊNDIO | 14 |
| 2.2 PRINCÍPIOS ELEMENTARES DO FOGO | 15 |
| 2.2.1 Combustível | 15 |
| 2.2.2 Comburente | 18 |
| 2.2.3 Radicais livres | 19 |
| 2.2.4 Calor | 19 |
| 2.3 PROPRIEDADES BÁSICAS DAS SUBSTÂNCIAS INFLAMÁVEIS | 21 |
| 2.3.1 Ponto de Fulgor (Flash Point) | 21 |
| 2.3.2 Limites de Inflamabilidade | 23 |
| 2.3.3 Densidade relativa | 24 |
| 2.3.4 Temperatura de Ignição | 24 |
| 2.3.5 Efeitos do calor em estruturas de aço | 25 |
| 2.3.6 Cuidados na prevenção de incêndios em instalações elétricas | 25 |
| 2.4 A UNIDADE DE DESTILAÇÃO ATMOSFÉRICA E À VÁCUO | 27 |
| 2.4.1 O processo de Destilação Atmosférica | 27 |
| 2.4.2 O processo de Destilação à Vácuo | 29 |
| 2.4.3 Tipos de Unidades de Destilação | 31 |
| 2.5 A PROTEÇÃO PASSIVA CONTRA FOGO | 33 |
| 2.5.1 Definições sobre a Proteção Passiva | 33 |
| 2.5.2 Tipos de Proteção Passiva | 33 |
| 2.5.3 Determinação e Avaliação da necessidade de Proteção Passiva | 34 |
| 2.5.4 Dimensionamento da Proteção Passiva | 36 |
| 2.6 CENÁRIOS DE FOGO | 40 |
| 2.6.1 Primeiro Cenário de Fogo: Jato de Fogo | 41 |
| 2.6.2 Segundo Cenário de Fogo: Incêndio em poça | 42 |
| 2.7 CLASSIFICAÇÃO DE ÁREAS | 43 |
| 2.7.1 Avaliação de risco no local contendo instalações elétricas | 44 |
| 2.7.2 Classificação de área conforme referenciais norte-americanos | 45 |
| 2.7.3 Classes de Temperatura | 47 |
| 2.7.4 O Conceito de Divisão para a Classe I | 49 |
| 2.7.5. Conceituação conforme prática Brasileira/ Internacional | 50 |
| 2.7.6 O Conceito de Zona | 51 |
| 2.7.7 Extensão das Áreas Classificadas (volumes de risco) | 51 |
| 2.7.8 Figura de Classificação de Áreas | 53 |
| 2.8 ENVELOPE DE FOGO | 54 |
| 2.8.1 Análise dos Cenários de Fogo | 55 |
| 2.8.2 Fases da análise do Envelope de Fogo | 55 |
| 2.9 PROTEÇÃO PASSIVA DENTRO DAS ÁREAS DE PROCESSO (E.F.) | 58 |
| 2.9.1 Estruturas multiníveis de equipamentos (excluídos os pipe-racks) | 58 |
| 2.9.2 Suportes de pipe-racks | 59 |
| 2.9.3 Resfriadores à ar | 60 |
| 2.9.4 Saias de torres e vasos | 61 |
| 2.9.5 Pernas de vasos e torres | 61 |
| 2.9.6 Suportes de trocadores de calor horizontais, resfriadores, condensadores, vasos, recebedores e acumuladores dentro do cenário do Envelope de Fogo | 61 |
| 2.9.7 Fornos | 61 |
| 2.9.8 Cabos elétricos e de instrumentos | 61 |
| 2.9.9 Linhas de instrumentação pneumática ou hidráulica | 64 |
| 2.9.10 Válvulas de emergência dentro do cenário do Envelope de Fogo | 65 |
| 2.10 ANÁLISE DE MODOS E EFEITOS DE FALHA | 66 |
| 2.10.1 Breve histórico da metodologia FMEA | 67 |
| 2.10.2 Principais etapas de execução FMEA | 68 |
| 2.10.3 Tipos de FMEA | 70 |
| 2.10.4 Elaboração e Interpretação da Planilha de FMEA | 71 |
| 2.11 MATERIAIS DE PROTEÇÃO PASSIVA CONTRA FOGO | 72 |
| 2.11.1 Critérios de escolha dos materiais | 72 |
| 2.11.2 Propriedades físicas importantes para os materiais de proteção passiva | 73 |
| 2.12 PROPRIEDADES DOS MATERIAIS DE PROTEÇÃO PASSIVA SOB EXPOSIÇÃO AO FOGO | 76 |
| 2.12.1 Combustibilidade | 76 |
| 2.12.2 Resistência à erosão hidráulica e ao choque térmico | 77 |
| 2.12.3 Tipos de materiais de proteção passiva contra fogo | 77 |
| 3. METODOLOGIA | 85 |
| 3.1 DELINEAMENTO DA PESQUISA | 85 |
| 3.1.1 Justificativas da área escolhida | 86 |
| 3.2 LEVANTAMENTO DAS HIPÓTESES | 86 |
| 3.3 COLETA DE DADOS | 87 |
| 4 ANÁLISE DOS RESULTADOS | 88 |
| 4.1 BOMBAS DE PROCESSO | 88 |
| 4.2 TUBULAÇÕES E CONEXÕES CORRELATAS | 89 |
| 4.3 ELETROCALHAS COM CABEAMENTO DE CONTROLE E FORÇA | 89 |
| 4.4 ESTRUTURAS DE SUSTENTAÇÃO | 90 |
| 4.5 IMPLANTAÇÃO DA PROTEÇÃO PASSIVA NA ÁREA ESTUDADA | 91 |
| 4.5.1 Bombas de Processo | 91 |
| 4.5.2 Tubulações e conexões correlatas | 91 |
| 4.5.3 Eletrocalhas e cabeamento de controle e energia | 92 |
| 4.5.4 Elementos Estruturais | 93 |
| 4.6 AVALIAÇÕES DO ESTUDO DE CASO E DA METODOLOGIA EMPREGADA | 93 |
| 4.6.1 Avaliação do Estudo de Caso | 93 |
| 4.6.2 Considerações gerais sobre a proteção passiva contra fogo | 94 |
| 4.6.3 Considerações sobre a implantação das soluções (ações recomendadas) | 94 |
| 4.6.4 Considerações sobre a metodologia empregada (FMEA) | 95 |
| 5 CONCLUSÕES E CONSIDERAÇÕES FINAIS | 97 |
| REFERÊNCIAS | 99 |
| GLOSSÁRIO | 102 |
| APÊNDICE A – PLANILHAS DE FMEA DO ESTUDO DE CASO | 104 |
| APÊNDICE B – TABELAS DE FMEA | 110 |
| ANEXO A – ESPECIFICAÇÕES DA MANTA REFRATÁRIA | 113 |
1. INTRODUÇÃO
Não existem muitas pesquisas acadêmicas exclusivamente voltadas ao tema da proteção passiva em plantas petroquímicas. A proteção contra fogo pode ser ativa ou passiva, sendo conhecida pela denominação fireproofing ou “à prova de fogo”.
No contexto de unidades de produção petroquímica ou refinarias de petróleo, os potenciais acidentes envolvendo substâncias inflamáveis podem causar prejuízos materiais irreparáveis, incluindo a vida de colaboradores e do comprometimento temporário ou permanente das condições ambientais da comunidade no entorno das instalações atingidas.
Trata-se de acidentes de alto poder explosivo, capazes de consumir equipamentos e instalações industriais em poucas horas, além de representar um risco potencial latente de grande envergadura.
Entre os meios disponíveis de combate ao incêndio, a proteção passiva é uma das menos conhecidas e mais restritas do meio industrial. Visto que sua aplicação envolve o conhecimento de um compêndio de normas e padrões bastante específicos no contexto dos requisitos de segurança do trabalho e saúde ocupacional.
1.1 OBJETIVOS
1.1.1 Objetivo Geral
Este trabalho tem como objetivo geral abordar o estudo de caso da implantação da proteção passiva contra fogo em uma área selecionada dentro da Unidade de Destilação Atmosférica e à Vácuo de uma empresa brasileira atuante no setor de Óleo e Gás.
1.1.2 Objetivos Específicos
A partir do objetivo geral, este trabalho tem-se como objetivos específicos:
a) testar as hipóteses de ocorrência dos cenários de fogo “jato de fogo” e “incêndio em poça” na área selecionada para o estudo de caso;
b) mensurar o(s) grau(s) de prioridade de risco (GPR);
c) em função da relevância do grau de prioridade de risco (GPR), determinar a(s) respectiva(s) ação (s) recomendada(s);
d) em função da ação recomendada, apresentar a respectiva ação tomada para efetivar a implantação da proteção passiva contra fogo voltada aos equipamentos e instalações localizadas dentro da área selecionada para o estudo de caso.
1.2 JUSTIFICATIVAS
A proteção passiva, apesar de depender de outros métodos de proteção ativa no combate ao fogo, pode ser o fator diferencial na recuperação bem sucedida de uma instalação petroquímica que venha a sofrer um acidente envolvendo focos de incêndio.
Os danos térmicos abrangem a perda de resistência mecânica de tubulações e equipamentos que devido à exposição do calor causam a falha de vedações, rompimento de linhas e vazamento de hidrocarbonetos. Além de que, se a fiação de energia e instrumentação (controle) ficar incapacitada é impossível operar as válvulas de emergência para o isolamento, respiros de vãos, sistemas spray de água automáticos ou manuais, principalmente devido aos danos ocasionados pelo fogo.
A proteção passiva pode fornecer tempo adicional para que os demais meios de combate ao incêndio possam controlar e extinguir o fogo e salvar as instalações antes que os efeitos térmicos causem o comprometimento dos equipamentos e/ou de suas funções.
Fato que é considerado um fator de risco suficiente para corroborar a exigência prévia das seguradoras na instalação de sistemas fireproofing em plantas petroquímicas, dos quais a proteção passiva é um dos requisitos pelo benefício inerente proporcionado nos estágios iniciais de um princípio de incêndio.
Portanto, além de ser um requisito de segurança, também é um requisito contratual que contempla os interesses das principais partes interessadas na apólice de seguro de uma refinaria.
2. REVISÃO BIBLIOGRÁFICA
2.1 INTRODUÇÃO À PROTEÇÃO CONTRA INCÊNDIO
Dos diversos aspectos abordados na proteção contra incêndio, Sperandio (2008, p.2) e Franco et al. (2002, p.7) recomendam o conhecimento de medidas de prevenção de incêndios, isto é, modos de evitar a ocorrência de fogo através da aplicação de certas medidas básicas, que envolvem a necessidade de reconhecer, entre outros quesitos:
a) as características do fogo;
b) o estudo dos combustíveis.
c) as causas de incêndios;
d) as propriedades de riscos dos materiais.
A presente revisão bibliográfica se propõe a seguir as recomendações acima, organizando os assuntos em capítulos relacionados a cada um dos pontos supracitados a fim de oferecer uma visão abrangente da prevenção de incêndios no contexto específico de uma unidade de processo de refino.
Conforme a norma API 2218 “Fireproofing Practices In Petrolum and Petrochemical Processing Plants” (AMERICAN PETROLEUM INSTITUTE, 1999), a determinação da necessidade de proteção contra fogo ou fireproofing é determinada através de lições aprendidas envolvendo experiências precedentes e/ou da análise dos chamados “cenários de fogo”. A partir da análise de um determinado “cenário de fogo” é desenvolvido o denominado “envelope de fogo”, o qual consiste de um espaço tridimensional pelo qual o equipamento permite o vazamento de fluidos ou combustíveis inflamáveis capazes de queimar com tempo e intensidade suficiente para causar danos à propriedade.
Fireproofing ou “proteção contra fogo” vem a ser um processo sistemático, incluindo o emprego de materiais que provê um grau de resistência ao fogo para a proteção das estruturas. Esta proteção pode ser ativa ou passiva (AMERICAN PETROLEUM INSTITUTE op.cit.).
Como exemplos de sistemas de proteção ativa estão os dilúvios automáticos de água utilizados para proteger equipamentos de processo, incluindo suportes estruturais de aço expostos; sistemas fixos com sprays de água e outros, de acordo com a Norma API RP 2030 (AMERICAN PETROLEUM INSTITUTE, 1998).
Contudo, somente os sistemas de proteção passiva contra fogo fazem parte do objeto de estudo deste trabalho.
A seção a seguir está relacionada com o quesito “características do fogo” apresentadas nesta introdução.
2.2 PRINCÍPIOS ELEMENTARES DO FOGO
Segundo Moraes (2009, p.1343), fogo e incêndio possuem definições linguísticas e químicas idênticas diferenciando-se somente em sua causa. O primeiro ocorre de modo controlado pelo homem e proporciona-lhe benefícios, enquanto o segundo ocorre em condições contrárias e causa prejuízos à humanidade.
Conforme cita Franco et al. (2002, p.8), os componentes do fogo eram representados pelo triângulo do fogo, formado por combustível, comburente e calor. Fogo vinha a ser uma reação química chamada combustão, na qual é produzido calor ou então, calor e luz. Para que tal reação ocorresse, deveriam estar presentes pelo menos dois dos três elementos do triângulo e que dependeriam de uma circunstância favorável para reagirem e produzirem a queima.
Contudo, Moraes op.cit. comenta que os mais recentes estudos sobre a origem química do fogo apontaram a presença de um quarto elemento, o qual adicionado aos três anteriores (tradicional “triângulo do fogo”), produz a reação de combustão mencionada. Trata-se do quarto componente do “tetraedro do fogo”, composto por combustível, comburente, calor e radicais livres. E ao contrário da teoria precedente, somente a presença de todos os quatro elementos possibilita a ocorrência da combustão.
De acordo com Sperandio (1994, p.B02), a composição dos elementos pode ser descrita a seguir.
2.2.1 Combustível
É toda substância ou material que pode queimar, isto é, entrar em processo de combustão. Pode ser apresentado em três estados físicos: sólido (papel, tecidos, madeira, etc.); líquido, como éter, gasolina, álcool e; gasoso, como propano, butano, acetileno, etc. Cada material possui características que o distinguem pelo nível de combustibilidade, isto é, sua capacidade de entrar em combustão em função da temperatura à qual for submetido (SPERANDIO op.cit.).
Contudo, a combustão só ocorre se a queima continuar após a ignição inicial. O combustível possui as seguintes propriedades:
2.2.1.1 Ponto de Fulgor
No qual ocorre o desprendimento de vapores quando o combustível entra em contato com a fonte de calor, mas a chama não se sustenta devido à quantidade de vapor liberado ser insuficiente (SPERANDIO, 2008, p.5).
Por exemplo, o aquecimento de pequenos pedaços de madeira inseridos dentro de um tubo de vidro leva o material a desprender vapores d´água. Contudo, não surge fogo ainda. Com o aumento da temperatura nota-se o desprendimento de vapores saindo pela boca do tubo que, em contato com a ponta de um palito de fósforo aceso, se transformam em chamas. O fogo não se mantém porque os vapores são insuficientes, mas o fenômeno serve para indicar a temperatura do ponto de fulgor da madeira, isto é, 150 °C (SPERANDIO, 1994, p.B02-B03).
2.2.1.2 Ponto de Combustão
Na experiência anterior, se o aquecimento continuar, os vapores prosseguirão saindo pelo tubo e, em contato com a chama do fósforo aceso, entrarão em combustão e esta queima não vai parar. Pois foi alcançado o “ponto de combustão”, ou seja, a temperatura mínima na qual a madeira (combustível sólido) sob aquecimento desprende gases que, em contato com a fonte externa de calor se incendeiam, e as chamas são mantidas.
A fim de classificar as combustões, existe a velocidade de propagação. A qual vem a ser definida como a “velocidade de deslocamento da fronteira da área já queimada – zona de produtos da reação, e a área ainda não atingida pela reação – zona não destruída” (SPERANDIO, 1994, p.B03).
Tais reações químicas são classificadas em:
a) Oxidação Lenta: não ocorre aumento da temperatura no local atingido quando a energia liberada na reação se dissipa no ambiente. Exemplo: ferrugem, pois a propagação da reação ocorre paulatinamente com velocidade muito baixa;
b) Combustão Simples: parte da energia dissipada vai para o ambiente e a outra parte é empregada na manutenção da reação em cadeia. Na combustão simples pode-se perceber visualmente o deslocamento da frente de reação, a velocidade de propagação é menor que 1 m/s;
c) Deflagração: a velocidade de propagação está entre 1 e 400 m/s. Ocorre elevação de pressão em até 10 vezes a inicial. Exemplos: vapores de líquidos inflamáveis, pós combustíveis e pólvora;
d) Detonação: velocidade superior a 400 m/s. Ocorre acompanhada da propagação de uma onda de choque com intensidade igual a 100 vezes a pressão inicial. Exemplos: vapores e gases em espaços confinados, explosivos industriais;
e) Explosão: ocorre quando as ondas de pressão causam efeitos destrutivos. Se o ambiente não suportar a pressão gerada, a explosão inclui os fenômenos de deflagração e detonação.
2.2.1.3 Ponto de Ignição
Retornando ao exemplo da madeira, conforme Sperandio op.cit., os gases continuam a se dissipar para fora do tubo e, em contato com o oxigênio se incineram. Entretanto não será mais necessária a presença de uma fonte externa de calor. Os gases emitidos pelo combustível pegam fogo pelo simples contato com o comburente. Pois foi atingida a temperatura de ignição, a qual é a mínima necessária para que os gases dissipados de um combustível se inflamem através do contato com o oxigênio presente na atmosfera.
A substância queima somente ao atingir o ponto de combustão e ao alcançar a temperatura de ignição seus gases pegam fogo em contato com o oxigênio, não importando se é a chama ou fonte de calor diversa que provoca a queima. É importante destacar que, se não há chama ou fonte de calor não existe fogo, mesmo que o ponto de combustão tenha sido atingido (SPERANDIO, 1994, p.B03).
A tabela 1 informa os pontos de fulgor (PF) e os pontos de ignição (PI) das substâncias mais empregadas na indústria, de grande importância nos trabalhos preventivos.
.jpg)
2.2.2 Comburente
A combustão se inicia pelo contato do combustível com o oxigênio, o qual corresponde a 21% da composição do ar atmosférico. Sendo a combustão considerada uma reação de oxidação rápida, o grau de combustibilidade do material é determinado pela composição química das substâncias reagentes (SPERANDIO, 1994, p.B03).
Exemplo de substância que funciona como comburente: atmosfera com cloro (caso raro). Quanto maior o teor de oxigênio maior será a combustão, porém acima de 16% o oxigênio permite a ocorrência de combustão com labaredas. Nos gases combustíveis, como metano, propano e butano, a concentração mínima de oxigênio necessária para iniciar a combustão está em torno de 12% (SPERANDIO op.cit.).
2.2.3 Radicais livres
São fragmentos moleculares altamente reativos, com um ou mais elétrons livres com grande probabilidade de formar pares ordenados com outros elétrons. Os radicais livres são instáveis, tem um ciclo de vida reduzido e caracterizam-se como um estado físico temporário. Sua presença durante a combustão produz reações em cadeia que atingem as moléculas seguintes, redundando em novas reações químicas (MORAES, 2009, p.1373).
A importância dos radicais livres é exemplificada pela queima do metano, na qual são produzidos um radical livre de metila (CH3) e um átomo de hidrogênio. Na sequência são formados os radicais livres responsáveis pela origem do dióxido de carbono (CO2) e água (H2O), os quais são os produtos resultantes da combustão do metano (MORAES op.cit.).
2.2.4 Calor
Permite a reação entre o combustível e o comburente dissipando e mantendo a combustão, conforme a chama observada na ponta de um palito de fósforos.
Segundo Sperandio (2008, p.6), a elevação da temperatura é o primeiro efeito do calor. A qual se desenvolve em velocidades distintas para corpos de materiais diferentes. Por exemplo, propaga-se mais rapidamente no aço do que no amianto. Esta característica possibilita o emprego de roupas e mantas de proteção como materiais de combate ao incêndio.
Importante notar que bons condutores de calor expostos a uma fonte de aquecimento, podem causar um incêndio caso venham a entrar em contato com materiais combustíveis.
O segundo efeito do calor é aumento do volume do material, causa principal da ocorrência de desmoronamentos e rupturas de tubulações durante os incêndios.
O terceiro efeito da propagação do calor é a mudança do estado físico, a qual ajuda a iniciar novos focos de incêndio motivados pela gaseificação dos materiais e também, a provocar explosões e desmoronamentos (SPERANDIO, 2008, p.7).
Exemplos de fonte de calor: chama do maçarico, lâmpada acesa, chama de um fósforo e a própria temperatura ambiente. Esta última pode vaporizar o combustível, como a gasolina que possui ponto de fulgor -42ºC. Pois seu ponto de combustão é superior em poucos graus e a vaporização já é percebida na temperatura ambiente de 20ºC (SPERANDIO, 1994, p.B04).
Uma determinada área pode ser atingida pelo calor através dos seguintes modos:
2.2.4.1 Condução
Para sua ocorrência, é necessário existir um meio físico de propagação através do qual o calor ocorre pelo movimento vibratório de uma para outra molécula do corpo. A espessura, a forma da superfície e a condutividade térmica do material são responsáveis pela velocidade de condução do calor (SPERANDIO, 2008, p.7).
A aplicação de materiais com propriedades de isolamento térmico pode reduzir drasticamente a velocidade de transmissão do calor, mas não interrompê-la completamente. Razão pela qual deve existir um espaço preenchido pelo ar entre as camadas de isolante térmico. Ou então, um modo de transmitir o calor para fora, por convecção, ao invés de depender somente da proteção proporcionada pelo isolante térmico (SPERANDIO op.cit.).
2.2.4.2 Convecção
O qual também é chamado de “efeito chaminé”, é próprio dos fluidos (líquidos e gases). Esse fenômeno ocorre pela criação de correntes ascendentes devido ao aquecimento das moléculas, ao mesmo tempo em que, ocorrem correntes descendentes devido às moléculas mais frias. Através da condução, ocorre a transmissão de calor do ar para os sólidos. Por sua vez, o ar aquecido é expandido e tende a subir enquanto sua propagação ocorre por convecção de baixo para cima, ainda que as correntes de ar não sigam uma direção específica (SPERANDIO op.cit.).
Por causa da convecção, um incêndio pode se propagar para compartimentos bastante afastados do foco original, como também aos andares superiores de um prédio através das janelas, aberturas, poços de elevadores ou vãos de escadas que possibilitem a propagação vertical da coluna de gases aquecidos (SPERANDIO, 1994, p.B04).
2.2.4.3 Radiação
Assim como ocorre com a luz, é absorvido pela superfície dos corpos opacos. A seguir, continua sua propagação pelo objeto, através da condução. De maneira semelhante à luz, seu calor irradiado também é refletido por superfícies polidas. Contudo, as translúcidas são atravessadas (SPERANDIO, 2008, p.8).
Um exemplo é a forma através da qual o calor do sol é transmitido. Neste caso o sol é um corpo quente que emite radiação através de ondas infravermelhas que atingem corpos mais frios. O mesmo processo pode ser observado ao aproximar um objeto de um forno aquecido (SPERANDIO, 1994, p.B04).
O calor irradiado é mais concentrado à medida que o objeto se aproxima. Todavia, quando a área de exposição ao calor é muito extensa comparada à distância; por exemplo, um grande forno localizado a alguns centímetros de uma parede de madeira, pequenas alterações na distância não evitarão as consequências da exposição (SPERANDIO, 2008, p.8).
Fatores como superfícies lisas, composição e cor podem influenciar na propagação de calor por irradiação. Por exemplo, as superfícies polidas e/ou claras não absorvem tanto calor quanto as porosas e/ou escuras (SPERANDIO op.cit.).
Tendo visto as características do fogo nesta seção, a próxima seção aborda as características das substâncias inflamáveis (combustíveis) relacionadas na introdução da presente revisão bibliográfica (seção 2.1).
2.3 PROPRIEDADES BÁSICAS DAS SUBSTÂNCIAS INFLAMÁVEIS
2.3.1 Ponto de Fulgor (Flash Point)
Pode ser definido como a menor temperatura na qual um líquido libera vapor em quantidade suficiente para formar uma mistura inflamável. Sem uma correta informação do ponto de fulgor não é possível definir a área classificada.
Conforme as normas NFPA 30 “Flammable and Combustible Liquids Code” (NATIONAL FIRE PROTECTION ASSOCIATION, 2008) e NBR-7505 “Armazenamento de Líquidos Inflamáveis e Combustíveis” (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2000), líquido combustível é aquele “que possua ponto de fulgor igual ou maior do que 37,°C (100°F) quando determinado pelo método do vaso fechado”, conforme preconizado pela norma ASTM D56-05 “Standard Method of Test for Flash Point by the Tag Closed Tester” (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2005).
Os líquidos combustíveis são classificados como Classe II ou III, vistos na sequência.
2.3.1.1 Líquido Classe II
Qualquer substância líquida que possua ponto de fulgor entre 37,8°C (100°F) e 60°C (140°F).
2.3.1.2 Líquido Classe IIIA
Qualquer líquido com ponto de fulgor entre 60°C (140°F) e 93°C (200°F).
2.3.1.3 Líquido Classe IIIB
Qualquer líquido com ponto de fulgor acima de 93°C (200°F).
2.3.1.4 Líquido Inflamável
Líquido com ponto de fulgor abaixo ou igual a 37,8°C (100°F), quando determinado pelo método supracitado. Dividem-se em:
a) Líquidos Classe I: o ponto de fulgor é menor que 37,8°C (100°F) e a pressão de vapor (Reid Pressure) igual ou menor a 2068,6 mmHg (40 psi) a 37,8°C (100°F), quando determinado pelo método ASTM D323-08 “Standard Method of Test for Vapor Pressure of Petroleum Products (Reid Method)” (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2008).
Líquidos com pressão de vapor acima de 40 psi (276 kPa) a 37,8°C (100°F) são considerados gases pela norma NFPA 30 (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.).
São apresentadas a seguir, as subdivisões da Classe I:
i) Líquidos Classe IA: possuem ponto de fulgor inferior a 22,8°C (73°F) e ponto de ebulição abaixo de 37,8°C (100°F);
ii) Líquidos Classe IB: o ponto de fulgor menor que 22,8°C (73°F) e ponto de ebulição igual ou superior a 37,8°C (100°F);
iii) Líquidos Classe IC: com ponto de fulgor igual ou acima de 22,8°C (73°F), mas abaixo de 37,8°C (100°F).
Importante notar que a volatilidade dos líquidos é maior com o aumento da temperatura. Deste modo, os líquidos das classes II e III se comportam igual aos de classe I e II caso sejam aquecidos acima do seu respectivo ponto de fulgor.
2.3.2 Limites de Inflamabilidade
Sob evaporação, uma mistura torna-se inflamável caso exista uma concentração mínima e o ponto de fulgor seja atingido. Nesta concentração, a mistura é inflamável a partir do seu limite inferior até o limite superior de inflamabilidade (FRANCO et al., 2002, p.16).
A temperatura na qual o limite inferior de inflamabilidade é alcançado, é denominado ponto inferior de inflamabilidade e corresponde às condições em que a mistura possui concentração mínima e mantém a inflamabilidade (mistura pobre) (FRANCO et al. op.cit.).
De modo análogo, o limite superior de inflamabilidade possui alta concentração de gases e vapores, sendo que uma eventual ignição não conseguiria se propagar. O que se denomina mistura rica.
Portanto, uma eventual ignição só seria possível dentro da faixa estabelecida entre os limites supracitados e é chamada de faixa de inflamabilidade. Sua unidade de medição é dada em porcentagem por volume ou gramas por centímetro cúbico à pressão de 1 bar e temperatura de 20ºC. Quanto maior a faixa de inflamabilidade, maior será o tempo de permanência da mistura inflamável na atmosfera. Ou seja, o risco de ignição é maior (FRANCO et al. op.cit.).
A tabela 2 apresenta os limites de inflamabilidade para algumas substâncias.
2.3.3 Densidade relativa
É medida comparando a densidade da mistura com a densidade do ar atmosférico. A densidade relativa da substância é mais pesada se for maior do que um. Caso contrário, é mais leve e a mistura tende a subir e se dissipar. Em termos práticos, o gás ou vapor pode ser considerado mais pesado que o ar caso sua densidade relativa for superior a 1,1 e mais leve que o ar caso sua respectiva densidade relativa for igual ou inferior a 0,8 (FRANCO et al., 2002, p.17).
Nesta faixa, o gás assume um comportamento muito próximo do ar e portanto, isto é considerado importante na classificação de áreas. São raras as ocorrências de gases leves, como o hidrogênio, amônia, eteno, acetileno, metano e gás de rua. Já os gases pesados oferecem maior risco, pois podem se propagar por difusão próxima ao solo sob formação de nuvens de gás.
Para realizar uma classificação de áreas, é fundamental interpretar se o gás/ vapor inflamável ao ser liberado para fora, tende a subir ou a descer. Visto que isso pode ajudar a definir a localização da área de risco, os níveis superiores ou inferiores em função da densidade relativa da mistura inflamável (FRANCO et al. op.cit.).
A figura 1 mostra da esquerda para a direita: exemplo de vapor/ gás com densidade mais leve e mais pesada do que o ar.
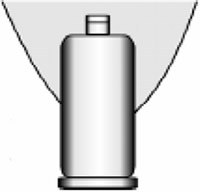
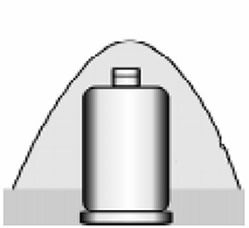
Figura 1 – Densidade mais leve e mais pesada que o ar
Fonte: Franco et al. (2002, p.17).
2.3.4 Temperatura de Ignição
A ciência das temperaturas de ignição de misturas inflamáveis é fundamental para realizar uma classificação de áreas. Através do parâmetro denominado “classe de temperatura”, os equipamentos de aplicação em atmosferas explosivas possuem indicação da temperatura máxima que pode ser atingida pela superfície de um equipamento elétrico em serviço (FRANCO et al., 2002, p.17).
Isto é particularmente importante na operação de substâncias inflamáveis, pois em contato com alguma superfície aquecida, as misturas inflamáveis tendem a gerar um processo de combustão caso a temperatura dessa superfície seja superior à temperatura de ignição da mistura (FRANCO et al. op.cit.).
Portanto, é preciso considerar esse fato no projeto das instalações elétricas. Pois os equipamentos elétricos tendem a trabalhar em temperaturas elevadas. Favoravelmente à indústria de petróleo, a maioria dos produtos possui temperaturas de ignição acima de 200ºC, permitindo operar equipamentos elétricos cujas temperaturas de superfície localizem-se abaixo desse valor. Este fato contribui para uma segurança maior (FRANCO et al. op.cit.).
2.3.5 Efeitos do calor em estruturas de aço
O efeito da exposição ao fogo em estruturas de aço é uma preocupação durante e após o fogo, pois o aço perde sua resistência quando exposto as altas temperaturas. Durante o fogo, caso a estrutura de aço seja aquecida o suficiente a mesma pode enfraquecer e perder sua capacidade de suportar a carga a qual está sujeita, conforme API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999).
Segundo American Petroleum Institute op.cit., os testes de proteção passiva simulando as condições de fogo de hidrocarbonetos são projetados para resistir até 1093 ºC (2000ºF) em 5 minutos, a fim de representar a temperatura de exposição ao fogo.
Alguns aços ligas apresentam alterações na estrutura interna quando aquecidos e resfriados, comprometendo o trabalho após o fogo. Contudo, este não é o caso dos aços de médio e baixo carbono. Para aços comuns sem liga, o ponto de falha é padronizado na temperatura de exposição de 538ºC (1000ºF). Neste ponto, o aço perde cerca de metade da sua resistência mecânica (AMERICAN PETROLEUM INSTITUTE op.cit.).
2.3.6 Cuidados na prevenção de incêndios em instalações elétricas
Franco et al. (2002, p.13) preconiza algumas medidas a serem tomadas de modo a prevenir a formação de calor, o qual aliado aos outros três elementos do tetraedro do fogo, pode ocasionar um incêndio.
2.3.6.1 Condições precárias das instalações elétricas
Fios descascados ou expostos, podem causar curtos-circuitos, os quais podem originar focos de incêndio caso ocorram condições favoráveis para a formação de chamas (FRANCO et al., 2002, p.10).
2.3.6.2 Projeto precário das instalações elétricas
Podem ocasionar incêndios causados pela carga excessiva nos circuitos elétricos, a qual tem potencial para provocar aquecimento dos cabos e fios (FRANCO et al. op.cit.).
2.3.6.3 Pisos anti-faísca
Recomendado em locais onde há estoque de líquidos ou gases inflamáveis, pois uma pequena faísca causada pela sola do sapato é capaz de ocasionar um incêndio. Do mesmo modo, as chaves de faca devem ser substituídas por chaves elétricas a óleo por oferecem uma proteção maior (FRANCO et al. op.cit.).
2.3.6.4 Instalação mecânica
A manutenção falha e a lubrificação ineficiente dos equipamentos podem causar o aquecimento em partes móveis, originando uma fonte de calor perigosa (FRANCO et al. op.cit.).
2.3.6.5 Housekeeping
O piso e locais de passagem devem ser limpos e asseados, evitando o acúmulo de estopas sujas ou outros materiais contendo óleo e graxa. Pois são lugares nos quais o fogo pode ser iniciado e rapidamente se propagar, o que pode dificultar sua posterior extinção. Isto é particularmente importante para as escadas, pois as consequências serão mais graves (FRANCO et al. op.cit.).
2.3.6.6 Instalação de pára-raios
É uma proteção fundamental, pois são muito comuns os incêndios gerados por descargas elétricas atmosféricas (FRANCO et al. op.cit.).
A seção seguinte aborda o processo no qual operam as substâncias inflamáveis pertinentes a este trabalho.
2.4 A UNIDADE DE DESTILAÇÃO ATMOSFÉRICA E À VÁCUO
Segundo Abadie (2002, p.17), todas as unidades de destilação de petróleo contêm os equipamentos seguintes: torres de fracionamento, retificadores (strippers), permutadores de calor, fornos, bombas, tambores de acúmulo e refluxo, instrumentos de medição/ controle e tubulações.
Embora haja variação de refinaria para refinaria, uma unidade de destilação divide-se em três estágios (seções) representados pela figura 2.
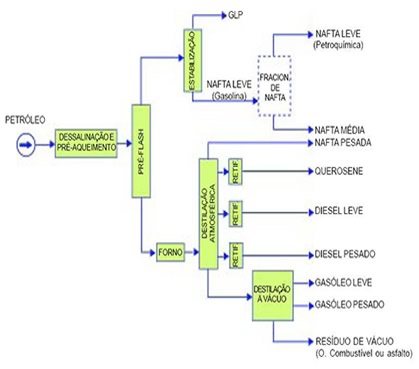
Figura 2 – Unidade de Destilação de 3 estágios
Fonte: Abadie (2002, p.17).
Contudo, existem unidades de destilação de apenas um ou dois estágios. Notam-se os produtos resultantes da unidade de destilação atmosférica: querosene, diesel leve, diesel pesado e nafta pesada. Já os produtos da destilação à vácuo são: gasóleo leve, pesado e resíduo de vácuo (ABADIE, 2002, p.19).
2.4.1 O processo de Destilação Atmosférica
O processo de destilação atmosférica se inicia na saída dos fornos, na qual o petróleo se encontra vaporizado a 204ºC (400ºF) ao ser direcionado para a torre. O ponto de entrada é denominado zona de vaporização (zona de flash), local que divide o óleo em duas ramificações: frações vaporizadas ascendentes em direção ao topo da torre e outra líquida descendente na direção do fundo (ABADIE, 2002, p.18).
Deste modo, o vapor ascendente entra em contato com bandejas posicionadas com o objetivo de condensar parte dos componentes do óleo cru. À medida que os vapores sobem, ocorre a troca de calor e massa com o líquido existente em cada bandeja. Neste ponto, são retidos os hidrocarbonetos cujos pontos de ebulição possuem temperatura igual ou superior à temperatura da bandeja, enquanto o restante do vapor continua em direção ao topo até tocar a próxima bandeja, mais fria, na qual ocorre a repetição do fenômeno (ABADIE, 2002, p.19).
O ciclo do processo torna os vapores mais leves à medida que se aproximam do topo, enquanto a massa líquida vai ficando mais pesada à medida que se precipita no fundo da torre. Alguns produtos são retirados da torre ao atingirem os limites de temperatura de destilação para as respectivas frações desejadas. Os componentes mais leves não condensados em nenhuma bandeja, saem pelo topo e serão condensados em trocadores de calor externos à torre (ABADIE op.cit.).
Após seu resfriamento, o líquido é recolhido dentro de um tambor de acúmulo. A partir do qual uma parte retoma para a torre como refluxo de topo e a outra é enviada para alimentação ou armazenamento de outro sistema. Os principais objetivos do refluxo de topo envolvem o controle da temperatura de saída de vapor da torre e a geração do refluxo interno, o qual é fundamental para o perfeito fracionamento da mistura (ABADIE op.cit.).
Algumas frações intermediárias saem lateralmente na torre, possuem componentes mais leves que são retidos no líquido quando o vapor atravessa a bandeja de retirada. Esses compostos baixam o ponto inicial de ebulição e o ponto de fulgor dos cortes, sendo necessária sua eliminação. Para isso existem pequenas torres denominadas retificadoras laterais ou strippers (ABADIE op.cit.).
Nas quais se injeta vapor d’água para baixar a pressão parcial dos hidrocarbonetos. Embora seja mantida constante a pressão total, a redução da pressão parcial da mistura de óleo leva a uma diminuição da pressão total e, deste modo, as frações mais leves são vaporizadas e reconduzidas junto com vapor d’água à torre principal sem a ocorrência de variação da temperatura (ABADIE op.cit.).
De volta à torre de destilação, o vapor d’água é utilizado para retificar o produto de fundo e recuperar frações arrastadas que pertencem à retirada imediatamente superior à zona de vaporização. As correntes de vapor d’água que entram na coluna saem pelo topo com os hidrocarbonetos leves e serão condensados juntos. A água é facilmente eliminada no tambor de acúmulo do produto de topo, em função da diferença entre a sua densidade e a dos hidrocarbonetos líquidos condensados (ABADIE, 2002, p.20).
Uma torre de destilação de petróleo que trabalhe em condições próximas da atmosférica tem como produtos laterais o óleo diesel, a querosene e a nafta pesada. Pelo topo saem vapores de nafta leve e GLP, os quais são condensados fora da torre e depois separados. O resíduo da destilação atmosférica que sai pelo fundo da torre é chamado de resíduo atmosférico (RAT). Dele provém outras importantes frações que serão retiradas pela destilação à vácuo, o que ocorre na sequência (ABADIE op.cit.).
2.4.2 O processo de Destilação à Vácuo
Segundo Abadie (2002, p.20), a única utilização prática do RAT é como óleo combustível. Contudo, é possível extrair dele os gasóleos, os quais não podem ser separados através da destilação usual embora haja êxito por meio da destilação à vácuo.
A destilação à vácuo é geralmente utilizada em duas aplicações: a produção de óleos lubrificantes e produção de gasóleos para carga da unidade de craqueamento catalítico. A primeira aplicação é utilizada na obtenção de lubrificantes e parafinas. Na qual, os produtos obtidos são gasóleo leve (adicionado ao diesel) e os óleos: Spindle, Neutro Leve, Neutro Médio e Neutro Pesado. A faixa de viscosidade desses produtos varia de 30 a 85 SSU à temperatura de 99ºC (210ºF) (ABADIE, 2002, p.49).
A figura 3 ilustra o processo de produção de lubrificantes, embora também seja essencialmente o mesmo para a produção de gasóleos. No processo da segunda aplicação, o RAT sai do fundo da torre principal sendo bombeado aos fornos da seção de vácuo. Onde sua temperatura será incrementada. De modo análogo à destilação atmosférica, a temperatura de saída dos fornos não pode ultrapassar a temperatura inicial do craqueamento térmico (ABADIE, 2002, p.20).
A decomposição dos hidrocarbonetos aliada à formação dos depósitos de coque nas tubulações e na região abaixo da zona de flash, provoca a geração de gases leves que aumentam a pressão. Após deixar os fornos, a carga aquecida ingressa na zona de flash da torre de vácuo. A pressão nessa região gira em torno de 100 mmHg (2 psi), o que provoca a vaporização da maioria da carga. Neste ponto, quanto menores as pressões atingidas melhores serão as condições de fracionamento (ABADIE op.cit.).
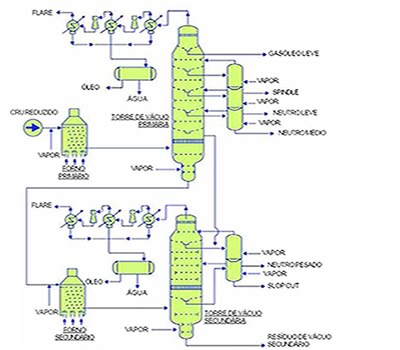
Figura 3 – Destilação à vácuo para produção de lubrificantes.
Fonte: Abadie (2002, p.49).
Em geral, o diâmetro das torres de vácuo é grande devido ao volume ocupado pelo vapor que se encontra sob pressões menores que as atmosféricas. Os hidrocarbonetos que foram vaporizados na zona de flash atravessam as bandejas e são coletados em duas saídas laterais, o gasóleo leve (GOL) e o gasóleo pesado (GOP) (ABADIE, 2002, p.20).
O gasóleo leve é um produto um pouco mais pesado que o óleo diesel e ambos podem ser misturados, desde que o ponto final de ebulição do primeiro não seja elevado demais. O gasóleo pesado é um produto muito importante pela sua utilização junto com o gasóleo leve, pois ambos atuam como carga de entrada em unidades de craqueamento catalítico ou pirólise (ABADIE op.cit.).
Não ocorre a retirada de produto de topo, contudo somente vapor d’água, hidrocarbonetos leves e uma pequena quantidade de ar. Esses gases são continuamente succionados da torre pelo sistema de produção de vácuo. A queda pressão é realizada através de uma série de condensadores e ejetores, utilizados para produzir vácuo por intermédio da condensação do vapor d’água e de alguns hidrocarbonetos. Os gases incondensáveis, como o ar e hidrocarbonetos leves, são incinerados nos fornos ou na tocha química (ABADIE, op.cit.).
O ponto final de ebulição, o resíduo de carbono e o teor de metais do GOP são controlados através da variação da vazão de retirada desse produto da torre, logo após o último estágio de ejetores e condensadores. O produto residual da destilação conhecido como resíduo de vácuo, é constituído de hidrocarbonetos de massas molares elevadíssimas, além conter grande concentração de impurezas (ABADIE op.cit.).
Conforme suas especificações, sua venda ocorre como óleo combustível ou asfalto. Mas como na destilação atmosférica, também pode ser injetado vapor d’água no fundo da torre a fim de retificar o resíduo de vácuo e vaporizar as frações mais leves arrastadas (ABADIE, 2002, p.20).
2.4.3 Tipos de Unidades de Destilação
Em função do número de estágios de destilação às quais o petróleo é submetido, é possível ter unidades de um, dois, ou três estágios conforme mostrado na figura 2.
2.4.3.1 Unidades de um estágio
Possui somente uma torre de destilação trabalhando sob pressões próximas da atmosférica. A torre de destilação atmosférica produz destilados que vão desde diversos gases até o óleo diesel. Um subproduto é o RAT, o qual é vendido como óleo combustível. Normalmente, são construídas devido à pequena capacidade de refino e por não existir unidades de craqueamento adicionais (ABADIE, 2002, p.20).
2.4.3.2 Unidades de dois estágios
As quais, conforme Abadie (2002, p.21), podem ser de dois subtipos:
a) Torres de “Pré-Flash” e Destilação Atmosférica: as torres de “pré-flash” são empregadas para extrair do petróleo suas frações mais leves (GLP e nafta leve), evitando um aumento de porte no sistema de destilação atmosférica. Conforme já mencionado, do petróleo pré-vaporizado são retirados nafta pesada, querosene, óleo diesel e RAT durante o estágio de destilação atmosférica;
b) Destilação Atmosférica e Destilação à Vácuo: a partir da etapa anterior, a torre de vácuo retira do RAT o gasóleo leve e o gasóleo pesado, tendo como produto de fundo o resíduo de vácuo, vendido como óleo combustível ou asfalto, conforme sua especificação.
2.4.3.3 Unidades de três estágios
Nestas unidades estão presentes a torre de “pré-flash”, torre de destilação atmosférica e a torre de vácuo.
Além destas, também é encontrada a torre estabilizadora de nafta leve nas unidades de destilação. Na qual, a carga (nafta leve não estabilizada) é separada em duas correntes: GLP (mistura de C3 e C4) e nafta leve estabilizada. Este produto deixa a torre pelo fundo, sob pressão de Vapor Reid (PVR) especificada, podendo ser adicionado ao “pool” de gasolina da refinaria (ABADIE op.cit.).
A estabilizadora opera sob pressões elevadas (em torno de 10 kg/cm²), de modo a permitir que os gases de topo sejam liquefeitos após a condensação. Isto é utilizado quando se trabalha com hidrocarbonetos leves, de alta volatilidade, os quais se liquefazem devido à alta pressão requerida para permitir seu fracionamento. Quanto mais leves os hidrocarbonetos a serem fracionados, maior deverá ser a pressão de trabalho da torre (ABADIE op.cit.).
Também pode ser encontrada nas unidades de destilação, uma torre de fracionamento de nafta. A qual tem a finalidade de produzir outra nafta mais leve que será vendida como solvente ou como carga para unidades petroquímicas (ABADIE, 2002, p.21).
Tendo sido apresentado o comportamento das substâncias inflamáveis e o processo no qual estão sendo produzidas, a próxima seção aborda as proteções passivas contra fogo.
2.5 A PROTEÇÃO PASSIVA CONTRA FOGO
2.5.1 Definições sobre a Proteção Passiva
De acordo com API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), proteção passiva é qualquer modalidade de proteção contra fogo que funcione sem intervenção mecânica ou humana.
A finalidade da proteção passiva é prevenir o colapso ou falha das estruturas expostas ao fogo. O que poderia acarretar o consequente colapso de equipamentos não protegidos e o derramamento de líquidos em combustão, comprometendo o patrimônio atingido. A proteção passiva contra fogo utiliza o emprego sistemático de materiais para prover proteção preventiva das estruturas e equipamentos que poderiam ser expostos a um foco de incêndio.
Tipicamente, a proteção passiva é projetada para revestir os suportes de estruturas de aço de equipamentos, evitando que atinjam 538ºC (1000ºF) dentro do intervalo de 2 a 4 horas. Todavia, os tempos são menores para cabeamento elétrico e de instrumentação (AMERICAN PETROLEUM INSTITUTE op.cit.).
A proteção passiva contra fogo pode servir como barreira de proteção, permitindo o escape do pessoal operacional da área atingida. Visto que o corpo humano tolera somente 15 segundos de radiação térmica até 2500 BTU/ft²-h (8 kW/m²), qualquer medida preventiva implantada pode ser a diferença entre a vida e a morte no contexto de um acidente envolvendo a combustão de hidrocarbonetos (AMERICAN PETROLEUM INSTITUTE op.cit.).
2.5.2 Tipos de Proteção Passiva
Entre os diversos tipos de proteção passiva existentes no mercado, podem ser citadas: barreiras de proteção contra fogo, construções resistentes ao fogo, espaçamento adequado, distância de separação segura, sistemas de drenagem e isolamento térmico. Enfim, meios de revestimento, barreira ou salvaguarda que provê proteção contra o calor do fogo sem qualquer intervenção adicional, conforme norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999).
O principal objetivo da proteção passiva é logo atingido durante os estágios iniciais do fogo, enquanto os esforços são direcionados à parada das unidades e equipamentos de processo, isolamento do fluxo de óleo do fogo, acionamento dos sistemas ativos de combate e correntes de água de resfriamento.
Caso seja adequadamente implementada, a proteção passiva evita que os efeitos térmicos de um incêndio causem a falha dos suportes e de seus equipamentos, preservando vidas e eventuais perdas materiais (AMERICAN PETROLEUM INSTITUTE op.cit.).
Do contrário, o colapso dos suportes dos equipamentos pode causar a falha das vedações, rompimento de tubulações e vazamento de hidrocarbonetos.
Adicionalmente, caso o cabeamento de energia e controle venha a ser incapacitado, será inviável operar as válvulas de emergência para isolamento, respiro de vãos ou sistemas spray de água automático e/ou manual (AMERICAN PETROLEUM INSTITUTE op.cit.).
Embora a proteção passiva não extinga o fogo, seu tempo efetivo de atuação pode ser estendido através da ação de sistemas automáticos (ativos) de combate ao incêndio. Desta forma, a proteção passiva não é deslocada ou danificada como ocorre em relação às camadas de tintas intumescentes que reagem com o calor (AMERICAN PETROLEUM INSTITUTE op.cit.).
2.5.3 Determinação e Avaliação da necessidade de Proteção Passiva
A determinação da necessidade de proteção passiva contra fogo para as instalações de petróleo e petroquímicas envolve experiência anterior ou análise de riscos que inclui desenvolver os “cenários de fogo”, dos quais as necessidades de proteção evoluem (AMERICAN PETROLEUM INSTITUTE, 1999).
Alguns especialistas de proteção contra o fogo usam o “potencial de fogo” para auxiliar na determinação do perigo. Assim dividem os equipamentos em alto, médio, baixo potencial de fogo e sem fogo. Os quais, segundo American Petroleum Institute op.cit., são classificados a seguir.
2.5.3.1 Equipamentos com alto potencial de fogo
Dentre os equipamentos com alto potencial de fogo, estão incluídos (AMERICAN PETROLEUM INSTITUTE op.cit.):
• Fornos;
• Bombas com capacidade acima de 200 US gpm (45 m³/h) que manipulam líquidos inflamáveis ou líquidos combustíveis acima ou dentro de 8ºC (15ºF) da sua temperatura de flash point;
• Bombas com histórico de falhas dos mancais ou vazamentos de selagem;
• Bombas com tubulação de pequeno diâmetro sujeita à falha por fadiga;
• Reatores que operem à alta pressão ou podem produzir reações exotérmicas;
• Compressores;
• Trechos específicos de tubulações operando líquidos inflamáveis ou gases em misturas que promovam falhas por erosão ou corrosão. Ou com hidrocarbonetos que podem conter catalisadores, cáusticos, ácidos, hidrogênio ou outros fluidos perigosos;
• Vasos, trocadores de calor (incluindo resfriadores de ar) e outros equipamentos contendo líquidos inflamáveis ou combustíveis acima de 316ºC (600ºF), ou na temperatura de autoignição (a menor);
• Unidades complexas, tais como: craqueamento catalítico, processamento de etileno, unidades combinadas de destilação (atmosférica e à vácuo) que contenham equipamentos de “alto potencial de fogo”.
2.5.3.2 Equipamentos de médio potencial de fogo
Conforme American Petroleum Institute op.cit., dentre os equipamentos de médio potencial de fogo estão incluídos:
• Acumuladores, vasos de carga e outros vasos que podem vazar como resultado de quebra de instrumentação, rompimento de juntas de vedação, etc;
• Torres que podem vazar, como resultado da quebra da coluna de medição ou falhas de juntas, ou de tubos conectados;
• Resfriadores de ar que operam com líquidos inflamáveis e combustíveis;
• Pré-aquecedores de ar de combustão.
2.5.3.3 Equipamentos de baixo potencial de fogo
Dentre os equipamentos de baixo potencial de fogo, estão incluídos (AMERICAN PETROLEUM INSTITUTE op.cit.):
• Bombas que manuseiam líquidos Classe IIIB abaixo de seus flash points;
• Tubulações dentro dos limites de bateria, que têm razoável concentração de válvulas, acessórios e flanges;
• Trocadores de calor que podem desenvolver vazamentos em flanges.
2.5.3.4 Equipamentos sem fogo
Os equipamentos sem fogo, são aqueles que operam com fluidos não-combustíveis e com baixa ou nenhuma margem para a liberação de fluidos inflamáveis ou combustíveis (AMERICAN PETROLEUM INSTITUTE op.cit.).
A subseção seguinte aborda a questão de dimensionamento da proteção passiva.
2.5.4 Dimensionamento da Proteção Passiva
Para dimensionar corretamente a proteção passiva contra fogo, é necessário conhecer a resistência dos materiais expostos à ação do fogo.
De acordo com Milke (1998 apud Silveira, 2005), a resistência ao fogo de um elemento estrutural pode ser medida de três modos diferentes:
Primeiro (I): Condução de um teste padrão;
Segundo (II): Condução de experimentos específicos;
Terceiro (III): Aplicação de técnica analítica.
O primeiro é bastante custoso, pois pressupõe a aplicação de muitos experimentos.
Já o segundo vem sendo substituído por métodos de cálculo, o qual é subdividido em três grupos:
II.a) Correlações empíricas;
II.b) Análise de Transferência de calor;
II.c) Análise estrutural.
Enquanto o terceiro, aplicação de técnica analítica, considera três características para análise (MILKE apud Silveira op.cit.):
III.a) Efeito de exposição ao fogo: tipos de fogo, como jato de fogo (jet fire), incêndio em poça (pool fire), etc;
III.b) Transferência de Calor: o calor transmitido no interior do elemento estrutural é calculado tendo como base o princípio de
transferência de calor por condução, enquanto os vazios contidos na estrutura podem ser calculados por convecção e radiação;
III.c) Resposta do elemento estrutural frente ao fogo: quando ocorre uma investigação em função dos níveis de estiramento, pressão e deflexão da estrutura.
Voltando aos métodos de cálculo, cada um dos grupos supracitados é resumido a seguir.
2.5.4.1 Correlações empíricas (II.a)
As correlações empíricas somente podem ser aplicadas caso a extensão da área atingida, carga e exposição ao fogo forem semelhante(s) ao(s) teste(s) padrão relacionado(s) (SILVEIRA, 2005, p.56).
2.5.4.2 Análise de Transferência de Calor (II.b)
A análise de transferência de calor considera a aplicação de cálculos com elementos finitos, a fim de determinar o tempo necessário para a estrutura alcançar a temperatura crítica (SILVEIRA op.cit.).
2.5.4.3 Análise Estrutural (II.c)
A análise estrutural considera expansões térmicas elevadas para promover cálculos semelhantes aos utilizados pela engenharia estrutural (SILVEIRA, 2005, p.56).
A desvantagem deste método está relacionada à incerteza na determinação das propriedades dos materiais sob temperaturas elevadas, do carregamento e das condições finais (SILVEIRA op.cit.).
Silveira (2005, p.57) cita que um dos métodos de correlações empíricas (II.a) aplicado para determinar a resistência ao fogo de pisos, telhados, colunas e paredes é baseado na norma ASTM E119-09 “Standard test methods for fire tests of buildings construction” (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009).
Trata-se de um teste no qual uma estrutura de aço permanece um período de tempo pré-estabelecido dentro de um ambiente hermeticamente fechado e completamente em chamas, através da ação de queimadores de gás (AMERICAN SOCIETY FOR TESTING AND MATERIALS op.cit.).
O processo de aquecimento do ambiente obedece a Curva Tempo-Temperatura extraída da norma ASTM E119-09 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009.), vista na figura 4.
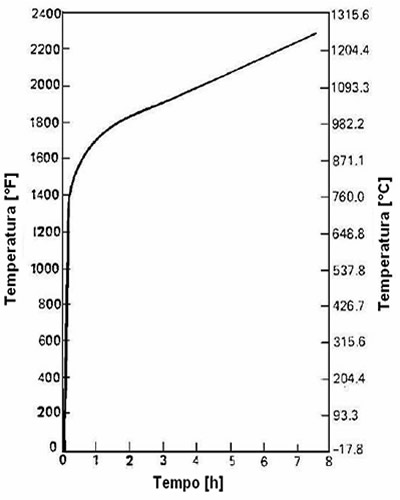
Figura 4- Curva T-T para estruturas de aço.
Fonte: ASTM E119-09 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009).
De acordo com a norma ASTM E119-09 (AMERICAN SOCIETY FOR TESTING AND MATERIALS op.cit.), o critério de aceitação final de resistência ao fogo para estruturas é classificado em três categorias:
• integridade estrutural;
• temperatura;
• ignição.
Nos testes sem carga, os quais são aplicados em pisos, paredes e telhados; a estrutura tem a sua integridade preservada. Pois somente está sendo analisado o elemento em seu estado original. Já os elementos testados com carregamento, o objetivo é simular o máximo de pressão (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009).
Entretanto, em instalações de refinaria são utilizadas as curvas de teste padrão da ANSI UL-1709 “Rapid Rise Fire Tests of Protection Materials for Structural Steel” (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005), voltadas aos incêndios com hidrocarbonetos. A norma American National Standards Institute op.cit. é mais rigorosa que a American Society for Testing Materials op.cit.
Segundo Silveira (2005, p.58), a temperatura final é similar para ambas as curvas, todavia um incêndio causado por hidrocarbonetos alcança 1100 ºC em poucos minutos. Tal fenômeno pode causar a ruptura e lascamento das camadas superficiais dos concretos convencionais. Isso justifica o emprego de materiais de proteção passiva com propriedades que acompanhem a elevação brusca de temperatura.
O referencial American National Standards Institute (2005), determina testes de exposição às intempéries, envelhecimento, resistência à salinidade, alta umidade, ciclo de grandes gradientes de temperatura e exposição às atmosferas ricas em dióxido de carbono e enxofre. Pois visa verificar se o material de proteção passiva conserva suas propriedades anos após sua implantação.
Silveira op.cit. ressalva que em determinados casos, a curva padrão proposta pela norma ASTM E119-09 (AMERICAN SOCIETY FOR TESTING MATERIALS op.cit.) é suficiente para dimensionar as estruturas de proteção passiva.
Baseado neste pressuposto, Silveira desenvolveu uma pesquisa para relacionar a espessura do material de proteção passiva com um período de tempo pré-estabelecido em função de diversos testes baseados nas correlações empíricas desenvolvidas por Milke (1988 apud Silveira, 2005).
Embora não seja o foco deste trabalho, a pesquisa de Silveira revelou uma constatação interessante realizada a partir da análise da razão entre massa específica linear do aço (W) e o formato do contorno da proteção passiva (D).
A relação W/D afeta diretamente a taxa de transferência de calor do material. Como resultado, quanto menor D, menor será a área de superfície disponível para aquecimento do material e portanto; menor a taxa de elevação da temperatura na estrutura.
Consequentemente, quanto maior a razão dimensional W/D, maior será a resistência contra o fogo do elemento estrutural de aço.
Esta descoberta permitiu à Silveira op.cit. preterir as formas listadas (perfis) do UL Fire Resistance Directory em favor das estruturas com maiores razões dimensionais W/D, representadas pelas figuras 5 e 6.
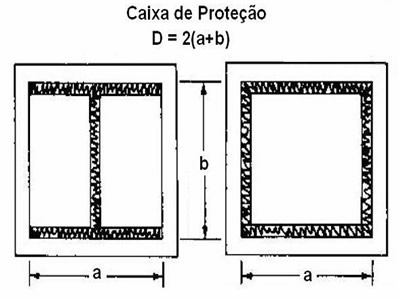
Figura 5 – Perímetro “Caixa de Proteção”.
Fonte: adaptado de Milke (1988 apud Silveira, 2005).
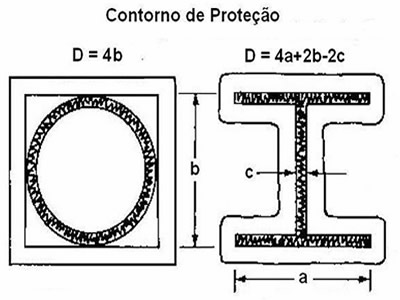
Figura 6 – Perímetro “Contorno de Proteção”.
Fonte: adaptado de Milke (1988 apud Silveira op.cit.).
Conforme mostram as figuras 5 e 6, o perímetro de aquecimento varia em função das dimensões do perfil e do elemento estrutural empregado no sistema de proteção passiva.
De acordo com Silveira (2005, p.62), são utilizados dois perfis diferentes:
• Perfil em caixa retangular do material de proteção, construída ao redor do elemento estrutural;
• Perfil em contorno, o qual está em contato com todas as superfícies do elemento estrutural de aço.
A conclusão de Silveira (2005, p.63) preconiza que as formas com maior razão dimensional W/D requerem menor quantidade de material de proteção passiva para o mesmo período de tempo estabelecido. De modo análogo, a mesma espessura para ambas as formas permite às amostras com razão dimensional W/D maiores um tempo mais longo de exposição ao fogo.
Como reflexo direto do resultado da pesquisa de Silveira (2005), as soluções encontradas são importantes para nortear a escolha do tipo de instalação de proteção passiva contra fogo nas colunas de sustentação e vigas representadas no presente estudo de caso.
2.6 CENÁRIOS DE FOGO
O presente capítulo tem como objetivo abordar os cenários de fogo mais prováveis de ocorrer na unidade de destilação atmosférica e à vácuo.
Conforme visto anteriormente tanto Abadie (2002) como a norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), apontam a importância em conhecer os cenários de fogo e a classificação de áreas.
Assim também, tanto American Petroleum Institute op.cit. como Silveira (2005), distinguem quatro conjunturas nas quais haveria exposição à chama direta ou através de fluxos térmicos oriundos de incêndio:
• Jato de fogo (jet fire);
• Incêndio em poça (pool fire);
• Incêndio em nuvem (flashfire);
• Bola de fogo após BLEVE.
Conforme Silveira (2005), os danos resultantes dos dois últimos cenários de fogo são tão devastadores que ofuscam as medidas preventivas de proteção de estruturas e equipamentos.
Em contrapartida, os dois primeiros cenários são largamente empregados na análise de riscos, justificando sua escolha neste trabalho.
2.6.1 Primeiro Cenário de Fogo: Jato de Fogo
Conforme as definições da norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), jato de fogo é um vazamento de sistema pressurizado o qual ignita e forma uma língua de fogo que pode incidir sobre outro equipamento. O seu comprimento pode alcançar até cerca de 150 vezes o diâmetro do orifício do jato. Resultados de testes mostram a exposição ao fluxo do jato com velocidades de incidência da ordem de 130 ft/s, temperaturas de chama de 1093ºC (2000ºF) e fluxo térmico de 100.000BTU/ft²-h (320 kW/m²). Havendo risco de incidência de jato de fogo, a proteção passiva é sempre obrigatória.
De acordo com Lees (1996 apud Silveira, 2005, p.20), a principal situação na qual o jato de fogo tem maior probabilidade de ocorrer, provém dos queimadores e dos flares.
Os flares estão presentes na unidade de destilação atmosférica e à vácuo e se constituem de um dispositivo que visa queimar de modo seguro vapores e gases inflamáveis que não são mais desejados no processo de produção. A detecção de jatos de fogo é bastante comum nos acidentes e historicamente seu estudo foi associado à ocorrência dos flares (SILVEIRA, 2005, p.20).
Conforme aponta Silveira op.cit., as características principais de um jato de fogo são vistas na figura 7:
• Diâmetro do jato (D);
• Comprimento do jato (L), medido da saída do gás até o ponto no qual a concentração cai abaixo do Limite Inferior de Inflamabilidade (LII).

Figura 7 – Principais características de um jato de fogo
Fonte: Silveira (2005, p.21).
Adicionados às características supracitadas, há fatores como as condições de pressão do combustível, ambiente no qual o jato será formado e a geometria do orifício de vazamento. Pois, ainda segundo Silveira op.cit., os danos ocasionados por este tipo de incêndio variam em função do tamanho da chama, velocidade de queima e fluxo de calor.
Importante citar que a geometria dos jatos de fogo é semelhante às dos flares industriais. De fato, a norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999) comenta que os testes com queimadores apresentam geometria de incêndio baseados nos jatos de fogo, ainda que em pequena escala.
2.6.2 Segundo Cenário de Fogo: Incêndio em poça
A norma American Petroleum Institute (1999) define incêndio em poça como combustíveis de vazamentos que formam uma poça quando ignitados, queimando com chama de altura duas a três vezes o diâmetro da poça. Historicamente são usados valores de velocidade de queima dos incêndios em poça de 6 a 12 in/h para a gasolina e 5 a 8 in/h para querosene, em relação à profundidade da poça.
Conforme visto, a referida norma é dedicada à proteção passiva voltada aos efeitos de incêndio em poça. Geralmente são causados por derramamento acidental de líquido inflamável, espalhamento da poça e ignição. Embora tenha seus efeitos localizados, possui grande potencial em causar outros incêndios nas proximidades tanto pela radiação térmica, como motivado pelo contato direto com a chama.
É justamente na radição térmica que reside os efeitos mais devastadores deste tipo de incêndio, principalmente devido à transferência de calor conforme abordado no trabalho de Silveira (2005) e resumido na subseção 2.5.4.
A extensão dos efeitos térmicos varia em função da geometria da poça, duração do fogo, tipo de combustível, posicionamento, comportamento térmico e localização do objeto receptor da radiação térmica (SILVEIRA, 2005).
As características de um incêndio em poça podem ser representadas na figura 8, na qual a altura (H) é igual a duas vezes o diâmetro (D).
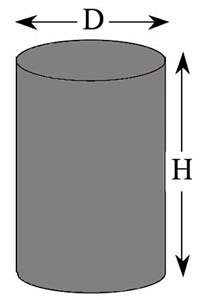
Figura 8 – Principais dimensões de um incêndio em poça.
Fonte: Silveira (2005, p.34).
Dependendo do diâmetro da poça, a extensão do incêndio pode ser maior ou menor. Pois a razão de queima do líquido tende a aumentar com o diâmetro até que seja alcançado um valor determinado para poças muito largas. De modo análogo, o calor proveniente da radiação térmica incrementa até sua estabilização em grandes poças (SILVEIRA op.cit.).
Já o comportamento da chama varia em função do tipo de combustível: gás natural tem uma queima limpa, enquanto GLP e querosene produzem chamas com fumaça.
Tendo visto os dois mais prováveis cenários de fogo, é abordada a seguir a classificação de áreas.
2.7 CLASSIFICAÇÃO DE ÁREAS
De acordo com API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), no quesito classificação de áreas, o cabeamento elétrico é o item mais frágil quando exposto aos efeitos de incêndio. Dado que justifica considerar a presença de materiais e equipamentos elétricos para a avaliação de risco do local.
2.7.1 Avaliação de risco no local contendo instalações elétricas
Os produtos inflamáveis são inerentes às atividades da indústria de óleo e gás. Consequentemente, as instalações elétricas requerem tratamento especial devido aos seus componentes superarem os limites mínimos dos níveis de energia necessários para o início de um incêndio ou foco de explosão (FRANCO et al., 2002).
Neste caso, é recomendável proceder uma avaliação do grau de risco no local, através de um mapa do ambiente que apresente a probabilidade de existência de mistura explosiva e seu alcance. Além disso, é recomendável determinar:
a) as substâncias presentes no local;
b) a probabilidade de ocorrência dessas substâncias;
c) a extensão da área na qual a mistura pode ser encontrada. Ou seja, a “classificação de áreas”. Através da qual é possível prosseguir para a implementação da seleção e emprego otimizado de equipamentos elétricos. Mas antes, é necessário conhecer quais cuidados devem ser aplicados a fim de evitar que os equipamentos e acessórios não se tornem uma fonte de ignição. A meta é coibir a ocorrência simultânea da mistura inflamável junto com energia que alimenta os equipamentos e acessórios elétricos (FRANCO et al.op.cit).
Importante frisar que os equipamentos elétricos que operam em ambientes no quais há material inflamável devem incorporar requisitos construtivos específicos para tornar-lhes adequados à operação sob atmosferas potencialmente explosivas.
Tais requisitos são especificados nas respectivas normas técnicas, para as quais o processo de certificação garante que o equipamento foi construído em conformidade com as normas. Pois para equipamentos elétricos e eletrônicos que operam no Brasil em atmosferas potencialmente explosivas, a certificação é de caráter compulsório (FRANCO et al., 2002, p.14).
A garantia da unidade de produção que opera com material inflamável depende do tipo de proteção escolhido de acordo com a classificação de área, além de cuidados com a montagem, manutenção e operação dos equipamentos da unidade de produção.
Assim como os tipos de proteção, a classificação de áreas pode ser consultada em normas específicas, contudo a primeira avaliação do grau de risco de uma unidade depende do conhecimento de quatro propriedades físico-químicas fundamentais das substâncias inflamáveis que acidentalmente sejam liberadas (FRANCO et al.op.cit.).
Portanto, para a elaboração de um plano de classificação de áreas é necessário levar em consideração: ponto de fulgor (flash point), limites de inflamabilidade, densidade relativa e temperatura de ignição.
2.7.2 Classificação de área conforme referenciais norte-americanos
A classificação de área demanda a elaboração de um mapa a fim de definir o volume de risco dentro do qual uma mistura inflamável pode se desenvolver. Com esse propósito, são disponibilizados procedimentos e normas que possibilitam o desenho de classificação das áreas (FRANCO et al., 2002, p.17).
Conforme as normas norte-americanas, os ambientes sujeitos à presença de produtos inflamáveis são elencados em três classes. As quais consideram o estado físico do produto de acordo com a tabela 3.
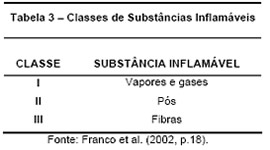
A divisão das Classes I e II é dada em grupos, em função das propriedades químicas e físicas das misturas inflamáveis ao serem submetidas à queima. Ou seja, as substâncias que pertencem ao mesmo grupo se comportam de modo similar em relação à combustão, isto é, alcançam valores semelhantes para velocidades de propagação da chama, elevações de temperatura e pressão.
A Classe I é composta pelos grupos A, B, C e D.
O acetileno é componente do Grupo A. Os componentes do Grupo B são: acroleína, óxido de etileno, butadieno e hidrogênio ou misturas com níveis de risco equiparáveis a determinados gases manufaturados.
Os componentes do Grupo C são: etileno, éter etílico, ciclopropano, sulfeto de hidrogênio ou misturas com níveis de risco equivalentes.
Os componentes do Grupo D são: amônia, álcool, acetona, benzol, butano, benzeno, gás natural, gasolina, nafta, metano, propano, hexano, vapores de vernizes e misturas de níveis de risco correspondentes.
A Classe II é composta pelos grupos E, F e G.
Os componentes do grupo E são: pós metálicos combustíveis, incluindo magnésio, alumínio e ligas comerciais correlatas. Podem ser incluídos pós combustíveis diversos; cuja abrasividade, dimensão de suas partículas e condutividade apresentem nível de risco similar observado no emprego dos equipamentos elétricos.
Os componentes do grupo F são: pós de coque, pós de grafite, pós de carvão e outros exemplos de pós carbonáceos combustíveis que possuam mais de 8% de materiais voláteis ou então, venham a reagir com outros materiais apresentando risco de explosão.
Os componentes do grupo G são: os pós combustíveis, como pós de cereais, de madeiras, produtos químicos, de grãos e de plásticos que não possam ser enquadrados nos Grupos E e F, incluindo determinadas resinas termoplásticas, etc.
A norma norte-americana NFPA 70 “National Electrical Code (NEC) Handbook” (NATIONAL FIRE PROTECTION ASSOCIATION, 2008) prevê as seguintes exceções no emprego dos equipamentos elétricos em função da distinção entre os grupos:
• É permitido que os equipamentos do grupo D sejam empregados em atmosferas que contém butadieno, sob a condição de que 100% dos eletrodutos conectados ao invólucro à prova de explosão estejam selados por unidades seladoras à prova de explosão, montadas no máximo a 450 mm do invólucro;
• Os equipamentos associados ao Grupo C podem ser empregados em atmosferas que contenham éter alil glicídico, óxido de propileno, acroleína, éter n-butil alil glicídico e óxido de etileno; sob a condição de que 100% dos eletrodutos conectados ao invólucro à prova de explosão estejam selados por unidades seladoras (à prova de explosão), montadas no máximo a 450 mm do invólucro;
• Os locais contendo amônia podem ser considerados áreas de menor risco ou não classificadas, devido ao fato de consistir em um produto mais leve que o ar e também altamente tóxico. O qual demanda medidas de proteção contra vazamento;
• Além das medidas de proteção requeridas para o respectivo grupo, determinados locais podem abrigar produtos químicos que demandem medidas adicionais, como o dissulfeto de carbono. O qual possui temperatura de ignição baixa (100°C), além do reduzido interstício do resfriamento do gás em juntas à prova de explosão.
Ainda segundo National Fire Protecion Association op.cit., deve-se observar:
a) Determinados pós metálicos podem possuir características próprias que necessitem medidas adicionais para a proteção além das comuns, por exemplo, as atmosferas contendo pó de magnésio, alumínio e suas respectivas ligas comerciais. O que pode ser associado aos pós de tório, zircônio e urânio que possuem temperaturas de ignição muito pequenas (~20°C) e energias mínimas de ignição, menores que qualquer outro material das Classes I e II;
b) Em função dos materiais envolvidos, ocorre a variação das características de explosão envolvendo os pós combustíveis. A divisão em grupos para os materiais da Classe II, abrange o aperto nas juntas e nas entradas de eixos, a fim de evitar que o pó penetre dentro dos invólucros à prova de ignição e cause superaquecimento. O que torna necessário aprovar o invólucro para a respectiva classe e grupo no qual o mesmo será utilizado.
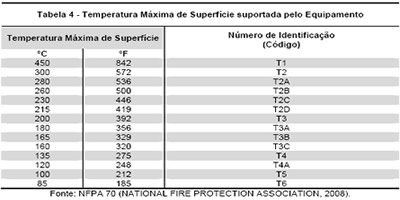
2.7.3 Classes de Temperatura
As classes de temperatura é item obrigatório para a marcação da maioria dos equipamentos elétricos nas áreas classificadas, tendo sua marcação indicada nos ambientes de Classe I por códigos e nos de Classe II por números. Essa marcação informa ao usuário do equipamento a máxima temperatura de superfície que o equipamento pode atingir no regime de operação normal ou de sobrecarga prevista (para máxima temperatura ambiente igual a 40°C) (NATIONAL FIRE PROTECTION ASSOCIATION, 2008).
A tabela 4 apresenta os valores:
De acordo com National Fire Protection Association (2008), algumas observações merecem destaque:
a) Não existe necessidade de marcação da temperatura de operação para eletrodutos, acessórios e outros equipamentos que não produzam calor em condições normais de operação e cuja temperatura máxima é menor que 100°C;
b) Equipamentos elétricos projetados para operação em temperaturas ambientes maiores que 40°C, devem receber marcação: temperatura de operação, máxima temperatura ambiente ou a faixa de temperaturas para operação.
É importante notar que para a Classe I, se dado equipamento (elétrico) recebeu aprovação durante os ensaios de explosão ou energia mínima de ignição a fim de ser empregado em um determinado grupo de gás; o mesmo não se aplica em ambientes dos grupos predecessores, devido a seguinte hierarquização:
A > B > C > D
A qual define a graduação decrescente do risco de segurança dos equipamentos (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.).
Por exemplo, as solicitações de operação seriam maiores para um equipamento do grupo D operar com segurança no grupo C.
Pois ocorrendo uma explosão com substância do grupo C, a velocidade de propagação de chama, elevações de pressão e temperatura serão maiores que para substâncias do grupo D. Diferença a qual, o equipamento pode não suportar.
Para a Classe II, a proteção dos invólucros contra a penetração de poeira é o fator mais importante na construção dos equipamentos dos grupos E e F. Enquanto para o grupo G, os cuidados consistem em evitar a geração de eletricidade estática.
Para a Classe III, a de menor risco, os materiais inflamáveis estão sob a forma de fibras mais pesadas e portanto, não podem ser suspensos no ar atmosférico (NATIONAL FIRE PROTECTION ASSOCIATION, 2008).
2.7.4 O Conceito de Divisão para a Classe I
Para efetivar a classificação de áreas três informações são necessárias, de acordo com Franco et al. (2002, p.13):
• O tipo de substância potencialmente presente na atmosfera identificada pela classe e grupo;
• O grau de risco (alto ou baixo) esperado para a respectiva área;
• A extensão da ocorrência do grau de risco. Ou seja, o volume do respectivo risco;
A informação do grau de risco esperado no ambiente é meramente qualitativa, conforme o conceito defendido pelas normas norte-americanas. Existe dois níveis: alto ou baixo.
O grau de risco considerado alto preconiza que, sob condições normais de operação dos equipamentos de processo, espera-se que ocorra uma mistura inflamável. A partir da publicação da norma API RP 505 em novembro de 1997 (AMERICAN PETROLEUM INSTITUTE, 1997), a terminologia norte-americana adotou a mesma denominação da NFPA 70 (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.), ou seja, utiliza “Zona 1” para relacionar os locais com alta probabilidade de presença de mistura inflamável.
Nestas áreas os vapores e gases inflamáveis podem existir intermitentemente, continuamente ou periodicamente sob condições normais do equipamento de processo em operação. Ou então, frequentemente devido a vazamentos causados por reparos de manutenção. Ou ainda, quando ocorre a conjunção de uma fonte de ignição elétrica com mistura explosiva, causada pela operação de um equipamento de processo.
Já o conceito de baixo grau de risco preconiza uma pequena probabilidade de ocorrer presença de mistura inflamável no ambiente. A partir da publicação da norma API RP 505 em novembro de 1997 (AMERICAN PETROLEUM INSTITUTE op.cit.), a terminologia norte-americana adotou a mesma denominação da NFPA 70 (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.), ou seja, utiliza “Zona 2” para relacionar os locais com baixa probabilidade de presença de mistura inflamável.
Nestas áreas, os vapores e gases inflamáveis podem ocorrer na quebra acidental ou operação anormal do equipamento de processo, em áreas anexas às da Zona 1 e dentro de ambientes nos quais há um sistema de ventilação forçada.
Importante notar que “operação anormal” se refere ao caso no qual a liberação de produto inflamável ao meio externo ocorre de modo previsto, em pequenas quantidades. Estão excluídas as situações catastróficas, por exemplo, o rompimento de um tanque contendo líquido inflamável ou a erupção de poço de petróleo, etc. Nestas situações, há medidas de emergência simultâneas ao período em que tais eventos ocorrem e que extrapolam àquelas aqui consideradas, conforme sinaliza API RP 505 (AMERICAN PETROLEUM INSTITUTE, 1997).
2.7.5. Conceituação conforme prática Brasileira/ Internacional
Segundo Franco et al. (2002, p.21), a prática brasileira está harmonizada com a prevista pela normalização da International Electric Code (2009).
Como se pode observar, existem diferenças muito significativas no modo de qualificar o problema. Ao invés de classificar os ambientes em classes, a norma International Electric Code op.cit. elenca grupos, com o seguinte significado:
• Grupo I – são assim marcados os equipamentos fabricados para operar em mineração subterrânea;
• Grupo II – são assim marcados os equipamentos fabricados para operar em outras indústrias (indústrias de superfície). Sendo subdividido, conforme as características das substâncias envolvidas, em IIA, IIB e IIC.
As substâncias e seus respectivos grupos são definidos, conforme International Electric Code op.cit., em:
• Grupos Substância IIA: são as mesmas substâncias do grupo D da NFPA 70 (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.), mais acetaldeído e monóxido de carbono;
• Grupos Substância IIB: são as mesmas substâncias do grupo C da NFPA 70 (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.), mais acroleína, óxido de eteno, butadieno, gases manufaturados contendo mais do que 30% em volume de hidrogênio e óxido de propileno;
• Grupos Substância IIC: contém em sua atmosfera hidrogênio, acetileno e dissulfeto de carbono (INTERNATIONAL ELECTRIC CODE, 2008).
2.7.6 O Conceito de Zona
Comparando a filosofia norte-americana com as normas brasileiras/ internacionais, o termo “divisão” é substituído pelo conceito de “zona”. Tem-se:
• Zona 0: local no qual ocorre mistura inflamável continuamente ou existe por períodos extensos. Por exemplo, a parte interna de um tanque de armazenamento situada acima do nível da superfície do líquido inflamável, onde há uma grande probabilidade de formação de mistura inflamável;
• Zona 1 : local no qual a mistura inflamável é mais provável de ocorrer sob condições normais do equipamento de processo em regime de operação;
• Zona 2 : local no qual a mistura inflamável é pouco provável de ocorrer e, em caso positivo, ocorre por curtos períodos. Está associada à operação anormal do equipamento de processo.
2.7.7 Extensão das Áreas Classificadas (volumes de risco)
O volume de risco relacionado ao equipamento de processo que contém substância inflamável é representado pela extensão da área classificada.
O volume de risco recebe a identificação de zona 0, zona 1 ou zona 2 em função do conceito aplicado (internacional, brasileira ou norte-americana).
O cerne da questão consiste em estabelecer critérios bem sucedidos no intuito de determinar o volume de risco, ou seja, analisar e abordar o tratamento de vários fatores associados. Tais como tipo e porte do equipamento de processo, condições de ventilação e também a mistura inflamável propriamente dita (FRANCO et al., 2002, p.21).
O tipo e porte do equipamento de processo têm bastante influência na definição do volume de risco procurado.
Os norte-americanos trabalham com o conceito de “fonte de risco de magnitude relativa”, a fim de expressar as diferenças entre o tipo e porte do equipamento de processo na determinação do volume de risco. De modo semelhante, as condições de ventilação são um dos mais importantes fatores a serem considerados (FRANCO et al., 2002, p.22).
Resumindo as diversas normas que abordam a classificação de áreas, têm-se algumas definições sobre ventilação, mostradas a seguir:
a) A norma API RP 500 (AMERICAN PETROLEUM INSTITUTE, 1997) define as condições de ventilação em três níveis:
• Ventilação Adequada: natural ou artificial suficiente a fim de o acúmulo significativo de quantidades de substância inflamável em concentrações superiores a 25% do respectivo Limite Inferior de Inflamabilidade (LII);
• Ventilação Inadequada: aplicável a ambientes sem sistema de ventilação natural ou mecânica que seja capaz de providenciar ventilação adequada conforme a definição supracitada;
• Ventilação Limitada: ventilação natural e/ou artificial suficiente para garantir que não ocorrerá acúmulo de mistura de hidrocarbonetos em concentração superior a 25% do respectivo LII durante um período significativo. Importante: este conceito só pode ser empregado para liberações relativamente curtas em duração ou pequenos volumes.
b) A norma IEC 60079-10-1 (INTERNATIONAL ELETRIC CODE, 2008) define as seguintes condições de ventilação:
• Ventilação Natural: movimento do ar adicionado à sua renovação junto com o ar ambiente e devido aos efeitos de vento e/ou variação de temperatura;
• Ventilação Artificial Geral: movimento do ar adicionado à sua renovação junto com o ar ambiente através de meios mecânicos (por exemplo, ventiladores) e empregado numa área geral;
• Ventilação Artificial Local: movimento do ar adicionado à sua renovação junto com o ar ambiente por meios artificiais, onde o mais comum é a extração. É empregado junto a uma fonte de risco específica ou numa área local;
• Não Ventilado: não existe ventilação no local, devido às limitações do layout impedirem a renovação do ar ambiente (por exemplo, espaços confinados).
2.7.8 Figura de Classificação de Áreas
Para a determinação das figuras de classificação de áreas (volumes de risco), há duas abordagens completamente diferentes.
Uma é adotada pela normalização norte-americana, que optou por aplicar figuras padronizadas, já levando em conta os diversos aspectos que influenciam na determinação desses volumes (FRANCO et al, 2002, p.22).
A abordagem segundo a norma brasileira e internacional, é não utilizar figuras padronizadas, deixando a cargo do usuário a escolha do melhor critério para a determinação da extensão das áreas classificadas (FRANCO et al.op.cit.).
Para auxiliar, é apresentado um método de cálculo que serve para determinar se o local será zona 0, zona 1 ou zona 2; em função das condições de ventilação, e das taxas de liberação de material inflamável que são esperadas.
Serão consideradas as duas linhas de atuação, começando pela metodologia norte-americana (FRANCO et al., 2002).
2.7.8.1 Metodologia norte-americana para a determinação da extensão das áreas classificadas
A filosofia norte-americana para a determinação dos volumes de risco, conforme mencionado anteriormente, estabelece figuras padronizadas que foram obtidas levando em conta todos os fatores que influenciam na determinação desses volumes (FRANCO et al, 2002, p.23).
Assim, foi levado em conta, por exemplo, velocidades de vento, tipos de indústria (porte e tipo do equipamento de processo), definindo as figuras aplicáveis para:
• Refinarias de petróleo;
• Unidades de transporte e armazenamento de produtos de petróleo;
• Unidades de produção de petróleo;
• Indústrias químicas.
O principal parâmetro considerado foi o conceito de “fonte de risco de magnitude relativa”, que foi dividida em três níveis: alta, média e baixa; a partir de dados de processo, referentes à vazão, volume e pressão (FRANCO et al.op.cit.).
A tabela 5 mostra os valores adotados.
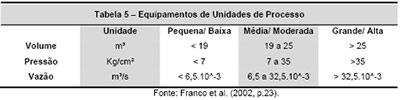
2.7.8.2 Figura aplicável a refinarias de petróleo
Observa-se que as refinarias de petróleo são consideradas fontes de risco de magnitude relativamente alta, o que lhes confere os maiores volumes de risco.
As demais instalações, ou seja, transporte e armazenamento, e unidades de produção de petróleo, estão entre média e baixa.
Entende-se que as Refinarias sejam consideradas dessa forma, tendo em vista que seus equipamentos de processo, além de serem em grande número, grande diversidade de tipos, operam com parâmetros de processo normalmente elevados, havendo também para essas unidades, uma característica muito forte de processo (AMERICAN PETROLEUM INSTITUTE, 1997).
A figura 9 mostra a classificação de zona para uma bomba ou compressor em ambiente aberto e ventilação adequada.
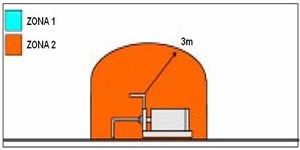
Figura 9 – Bomba ou compressor em ambiente aberto e iluminação adequada
Fonte: API RP 505 (AMERICAN PETROLEUM INSTITUTE, 1997).
Visto que a classificação de áreas já foi abordada nesta seção, a próxima introduz os conceitos relacionados ao envelope de fogo.
2.8 ENVELOPE DE FOGO
Segundo a norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), em função da análise do “cenário de fogo” é possível desenvolver o “envelope de fogo”.
2.8.1 Análise dos Cenários de Fogo
O qual consiste de um espaço tridimensional no qual o equipamento com potencial de fogo pode vazar fluidos inflamáveis ou combustíveis capazes de queimar durante o tempo e com a intensidade suficiente para causar danos à propriedade (AMERICAN PETROLEUM INSTITUTE, 2001).
Para combustíveis de hidrocarbonetos líquidos, frequentemente o envelope de fogo se estende horizontalmente de 6 a 12 metros e, verticalmente, de 6 a 12 metros a partir da fonte do combustível líquido. Vasos de GLP são considerados fontes de cenários de exposição de fogo e requerem proteção passiva, a menos que protegidos por sistemas de spray de água (AMERICAN PETROLEUM INSTITUTE op.cit.).
A norma API 2510 (AMERICAN PETROLEUM INSTITUTE, 2001) recomenda proteção passiva em suportes de tubulação distanciados em até 15 metros do vaso de GLP, ou dentro da área de contenção do derramamento.
2.8.2 Fases da análise do Envelope de Fogo
A norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), enumera a seguir as etapas de desenvolvimento da elaboração do envelope de fogo:
1ª Fase: Considera-se a severidade potencial e a vulnerabilidade do local dada pela classificação de área. Realizando as seguintes ações (verbos):
a) Verificar a locação e a liberação de calor de vazamentos em potencial, através de:
• Levantamento dos equipamentos potencialmente expostos;
• Verificação da natureza e a proximidade da exposição analisada.
Observação: a próxima parte da 1ª etapa lembra a metodologia FMEA (vide seção 2.10).
b) Avaliar a severidade das condições de operação dos equipamentos potencialmente expostos:
• Determinando a pressão e temperatura de processo;
• Verificando se os materiais de processo estão acima de seus pontos de autoignição;
• Verificando se os equipamentos contém líquido que possa absorver calor ou manter frias as paredes do vaso por evaporação.
c) Conferir a categoria de potencial de fogo do equipamento na área;
Observação: mais uma vez ocorre uma menção indireta à metodologia de FMEA, a seguir.
d) Conferir o espaçamento da unidade, layout dos equipamentos e o potencial de risco de exposição ao fogo nas instalações vizinhas;
e) Estimar a duração de um fogo não combatido.
Ações consideradas para a segunda fase:
2ª Fase: Considera-se a capacidade da intervenção.
a) Verificar a efetividade do sistema de drenagem para remover o derramamento de hidrocarboneto;
b) Verificar a capacidade do isolamento e esvaziamento dos inventários dos equipamentos;
c) Verificar os sistemas de parada manual e automático;
d) Verificar a proteção ativa contra o fogo provida por sistemas fixos de spray de água ou canhões monitores fixos;
e) Estimar o tempo de resposta e a capacidade das brigadas de combate ao incêndio;
f) Conferir o espaçamento da unidade, layout dos equipamentos e acesso para resposta às emergências.
3ª fase: Realiza-se a análise do risco potencial.
a) Avaliar o impacto potencial (semelhante ao conceito FMEA) sobre os empregados, público e meio ambiente;
b) Avaliar a probabilidade de ocorrência (idem) do cenário de fogo;
c) Classificar o perigo de fogo do equipamento;
d) Estimar o valor intrínseco da planta ou equipamento potencialmente exposto;
e) Avaliar a importância da unidade ou equipamento na continuidade operacional da planta.
A norma API 2510 (AMERICAN PETROLEUM INSTITUTE, 2001) discute a radiação de incêndio em poça e provê uma carta para estimativa da exposição ao calor de poças de propano em chamas, a partir de um conjunto de condições assumidas.
De acordo com American Petroleum Institute (1999), na avaliação do cenário de fogo é necessário estabelecer o tempo de proteção, para tanto os seguintes itens devem ser considerados:
a) O tempo requerido para bloquear os fluxos e refluxos de combustíveis que podem ser liberados;
b) A disponibilidade e a capacidade de fluxo de um suprimento ininterrupto de água;
c) O tempo requerido para aplicar adequado e confiável resfriamento com sprays de água ou sistema fixo de canhões-monitores, incluindo o tempo para atuação do pessoal encarregado para operá-los;
d) O tempo de resposta e capacidade da brigada da planta para aplicar outros dispositivos portáteis ou móveis, incluindo o transporte de aplicação de espuma;
e) O tempo requerido para que o sistema de drenagem da área remova o derramamento de hidrocarboneto.
Conforme a norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005), em geral uma proteção equivalente de 1,5 a 3,0 horas é prevista para a maioria dos componentes estruturais. É importante enfatizar que as classes de resistência ao fogo são resultados de testes de laboratórios.
A classe expressa em horas representa o tempo para que o componente protegido (como colunas de aço) atinja uma temperatura de 538ºC (1000ºF) quando um sistema de proteção passiva é exposto ao fogo controlado de um procedimento de teste, de acordo com ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.) e ASTM E1529-06 (AMERCIAN SOCIETY FOR TESTING AND MATERIALS, 2006).
Essa classe de resistência ao fogo não se aplica à proteção passiva de equipamento ou componente estrutural que não tenha sido representado na preparação desse teste, conforme comenta American Petroleum Institute (1999).
Em linhas gerais, no cenário do envelope de fogo, o número de horas estimado para a resistência ao fogo se aplica à maioria dos suportes estruturais. Um aumento da resistência ao fogo pode ser considerado para os suportes de importantes equipamentos que poderiam causar extensos danos se fossem colapsados (AMERICAN PETROLEUM INSTITUTE, 1999).
Certos equipamentos de porte e vasos importantes, como reatores, regeneradores e torres de vácuo podem ser montados em estruturas de suportes elevadas. Nesses casos, os materiais de proteção passiva devem ser considerados para o sistema inteiro de suporte exposto, independente da altura (AMERICAN PETROLEUM INSTITUTE op.cit.).
Muitos cenários de envelope de fogo contêm elementos de baixa massa, como suportes de mola de tubulações e suportes de bandejas de cabos elétricos e de controle. Os quais podem requerer proteção, caso a capacidade do suporte tenha que de ser conservada durante o período de tempo dedicado ao combate contra fogo (AMERICAN PETROLEUM INSTITUTE op.cit.).
A superfície exposta ao ar em estruturas de aço pode funcionar como um radiador de calor conduzido para a atmosfera, o que justifica que a proteção passiva não é especificada para a o topo das vigas enquanto o calor irradiado vier de um foco de incêndio abaixo das mesmas (AMERICAN PETROLEUM INSTITUTE op.cit.).
A próxima seção aborda as considerações e cuidados que devem ser tomados na implantação de proteção passiva dentro das áreas de processo.
2.9 PROTEÇÃO PASSIVA DENTRO DAS ÁREAS DE PROCESSO (ENVELOPE DE FOGO)
A seguir são apresentados os requisitos por equipamento ou elemento estrutural, considerando o conceito de envelope de fogo já mencionado.
2.9.1 Estruturas multiníveis de equipamentos (excluídos os pipe-racks)
Em relação às estruturas dos suportes de equipamentos que possuam potencial de adicionar combustível, a proteção passiva deve ser considerada para os membros horizontais e verticais dos suportes a partir do solo até o mais alto nível no qual o equipamento é suportado (AMERICAN PETROLEUM INSTITUTE, 1999).
Os andares elevados e plataformas que possuem capacidade para reter grandes quantidades de hidrocarbonetos líquidos, devem ser tratados como se estivessem no nível do solo a fim de calcular as distâncias verticais para a proteção passiva (AMERICAN PETROLEUM INSTITUTE op.cit.).
Dentro do cenário do envelope do fogo, ao colapsar estruturas não protegidas que suportem equipamentos capazes de conferir danos substanciais aos mais próximos; a proteção passiva deve ser considerada para os componentes estruturais de aço verticais e horizontais a partir do solo até o nível mais próximo da elevação de 9,1 m (30 ft) acima do solo, conforme preconiza a norma API 2108 (AMERICAN PETROLEUM INSTITUTE, 1999).
A proteção passiva deve ser considerada para joelhos e contraventos diagonais que contribuem para o suporte de cargas verticais ou para a estabilidade horizontal de colunas localizadas dentro do cenário do envelope de fogo. Os contraventos expostos ao fogo podem conduzir calor para dentro da estrutura e afetar negativamente a classe de fogo do sistema de proteção passiva (AMERICAN PETROLEUM INSTITUTE op.cit.).
Em muitos casos, os joelhos e contraventos diagonais que são usados apenas para carregamentos de vento e terremotos não requerem proteção passiva.
Quando reatores, torres ou vasos similares são instalados sobre o aço protegido ou estruturas de concreto reforçado, a proteção passiva deve ser considerada para proteção equivalente de suportes ou saias (AMERICAN PETROLEUM INSTITUTE op.cit.).
Para manter a integridade estrutural, é muito importante considerar o efeito do isolamento do material de proteção passiva no projeto dos suportes dos vasos que operam a altas temperaturas (AMERICAN PETROLEUM INSTITUTE, 1999).
2.9.2 Suportes de pipe-racks
Quando um pipe-rack está dentro de um cenário de envelope de fogo, a proteção passiva deve ser considerada para os suportes verticais e horizontais até o primeiro nível; especialmente se as tubulações suportadas contiverem materiais inflamáveis, líquidos combustíveis ou tóxicos (AMERICAN PETROLEUM INSTITUTE, 1999).
Se o pipe-rack carregar tubulações com diâmetros maiores que 6 polegadas nos níveis acima da 1ª viga horizontal, ou então; se bombas de porte com hidrocarbonetos estiverem instaladas embaixo do rack, a proteção passiva deve ser considerada até o nível mais próximo à elevação de 9 metros (30 ft), segundo indica American Petroleum Institute op.cit.
Se resfriadores à ar forem instalados no topo do pipe-rack, a proteção passiva deve ser considerada para todos os componentes verticais e horizontais em todos os níveis do pipe-rack, incluindo os componentes de suportes para o resfriador à ar, independente da sua elevação acima do solo.
A proteção passiva deve ser considerada para joelhos e contraventos diagonais que contribuem para o suporte de cargas verticais.
O contravento exposto à condição de fogo, deve ser reverificado em relação ao seu potencial em conduzir calor para dentro da estrutura. Joelho ou contravento usados somente para carregamentos de vento e terremoto não precisam de proteção passiva (AMERICAN PETROLEUM INSTITUTE op.cit.).
Frequentemente, o layout da tubulação requer que suportes de tubos auxiliares sejam colocados fora do pipe-rack principal.
Esses suportes incluem pequenos pipe-racks laterais e colunas independentes tipo “T”.
A proteção passiva deve ser considerada toda vez em que esses componentes suportarem tubulações de diâmetros maiores que 152,4 mm (6 polegadas), ou tubulações importantes como linhas de tocha, linhas de blowdown, ou linhas de sucção de bombas de vasos acumuladores e torres (AMERICAN PETROLEUM INSTITUTE, 1999).
2.9.3 Resfriadores à ar
Considerando um cenário de envelope de fogo, a proteção passiva deve ser recomendada para os suportes dos resfriadores à ar em serviço de hidrocarbonetos líquidos, quando estiverem colocados no nível do solo (AMERICAN PETROLEUM INSTITUTE, 1999).
A proteção passiva também deve ser considerada para os suportes estruturais de todos os resfriadores à ar operando com líquidos inflamáveis ou combustíveis em temperatura de entrada acima da temperatura de autoignição, ou acima de 316ºC (600ºF), ou a menor (AMERICAN PETROLEUM INSTITUTE op.cit.).
Conforme American Petroleum Institute (1999), quando os resfriadores à ar forem colocados acima de vasos ou equipamentos que contêm materiais inflamáveis, a proteção passiva deve ser considerada para os suportes estruturais posicionados de 6 a 12 metros (20 ft a 40 ft) dentro de um raio horizontal do vaso ou equipamento, independente da altura.
Se os resfriadores à ar forem instalados no topo do pipe-rack, a proteção passiva deve ser considerada para todos os componentes dos suportes verticais e horizontais e em todos os níveis do pipe-rack incluindo os suportes do resfriador à ar, independente da sua elevação acima do solo (AMERICAN PETROLEUM INSTITUTE op.cit.).
2.9.4 Saias de torres e vasos
A proteção passiva deve ser considerada para a superfície externa da saia que suporta a torre ou o vaso vertical. Devem ser observadas se há flanges ou válvulas no interior da superfície interna da saia, ou se há abertura que não esteja selada e exceda 609,6 mm (24 polegadas) de diâmetro na saia (AMERICAN PETROLEUM INSTITUTE, 1999).
2.9.5 Pernas de vasos e torres
Segundo American Petroleum Institute (1999), a proteção passiva deve ser considerada para toda a extensão da perna, caso as torres ou vasos forem suportados sobre pernas de aço expostas.
2.9.6 Suportes de trocadores de calor horizontais, resfriadores, condensadores, vasos, recebedores e acumuladores dentro do cenário do Envelope de Fogo
A proteção passiva deve ser considerada para as selas de aço que suportem trocadores de calor horizontais, resfriadores, condensadores, vasos, recebedores e acumuladores que possuem diâmetros superiores a 762 mm (30 polegadas), caso a distância vertical mínima entre o “píer” de concreto e o casco do vaso exceda 304,8 mm (12 polegadas), segundo API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999).
2.9.7 Fornos
Os componentes de estruturas que suportem fornos acima do solo, devem ter proteção passiva para os fornos que operam com líquidos inflamáveis ou combustíveis. Se chaminés comuns operarem com gás de combustão de vários fornos, a proteção passiva deve ser considerada para os suportes estruturais dos dutos ou espaços entre os fornos e as chaminés (AMERICAN PETROLEUM INSTITUTE op.cit.).
2.9.8 Cabos elétricos e de instrumentos
Sistemas elétricos e de controle usados para ativar equipamentos necessários ao controle ou mitigação das consequências do fogo (como sistema de parada de emergência), devem ser protegidos dos danos de incêndio, a menos que projetados para a falha segura durante a exposição ao fogo (AMERICAN PETROLEUM INSTITUTE, 1999).
A necessidade de proteção de outros sistemas elétricos, de instrumentação ou controle não associados com o controle ou a mitigação do fogo, deve ser objeto de análise de risco.
Se o cabeamento de controle usado para ativar dispositivos de sistemas de parada de emergência (incluindo despressurização ou sistemas de isolamento) durante um incêndio puderem ficar expostos ao fogo, o cabeamento deve ser protegido contra 15 a 30 minutos de exposição ao fogo equivalente ao ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005).
A proteção passiva é necessária caso as bandejas contendo cabos de serviço de unidades vizinhas passem através da área do envelope de fogo.
A revisão da perda de controle pode indicar necessidade de classe de proteção maior, como é o caso da substituição de linhas críticas de alimentação elétrica e de recabeamento de bandejas de cabos após a ocorrência de um incêndio e devido ao longo tempo consumido (AMERICAN PETROLEUM INSTITUTE, 1999).
Cabos de energia e de instrumentação podem rapidamente ser destruídos durante um incêndio, impedindo a habilidade de parada segura de equipamentos críticos e a perda dos dispositivos de prevenção.
Segundo a norma API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999), os métodos primários para se evitar a falha antecipada dos cabos numa situação de fogo que poderiam prevenir a parada segura da planta incluem o seguinte:
a) Enterrar os cabos abaixo do solo;
b) Contornar os cabos em volta das áreas que têm alto potencial de fogo;
c) Se nenhum dos métodos acima for usado e os cabos em serviço ficarem expostos dentro do envelope de fogo, os seguintes projetos de proteção passiva podem prover proteção adicional e estender o tempo de operação:
• O uso de cabos classificados para alta temperatura, de 15 a 30 minutos nas condições de fogo da norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.), como os cabos de aço inoxidável encamisados com isolante mineral e protegidos com material de proteção passiva intumescente;
• O uso de sistemas de isolamento propriamente selados para excluir umidade conforme as recomendações de fabricantes;
• O uso de sistemas de bandejas projetadas para proteger os cabos do fogo, como por exemplo:
• Sistemas de bandejas com proteção passiva contra fogo para cabos de fabricantes certificados e especializados;
• Bandejas para cabos completamente fechadas, feitas de chapas de metal galvanizado e revestidas internamente com isolamento, massas resistentes a fogo ou blocos de silicato de cálcio;
• Bandejas para cabos encamisadas com isolamento de silicato de cálcio nos dormentes, para manter os cabos fora do fundo da bandeja;
• Bandejas com as faces externas feitas de chapas de metal galvanizado recoberta com material mastic de proteção passiva contra fogo;
• A aplicação de isolantes pré-fabricados para tubos classificados para 649ºC (1200ºF), recobertos com chapa de metal de aço inoxidável e presos no local com tiras e parafusos de aço inoxidável.
Para serem implantados, os sistemas supracitados devem ser aprovados por testes em laboratórios, entretanto já estão disponíveis os seguintes testes:
a) ASTM E1725-08 “Standard test method for fire tests of fire-resistive barrier systems for electrical system components” (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2008), projetado para medir e descrever a resposta de materiais de sistemas elétricos, produtos e montagens para resistir ao calor e à chama sob condições controladas. Estes testes podem ser feitos com as curvas de temperatura do referencial ASTM E119-09 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009) ou do referencial ASTM E1529-06 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2006).
Para a aplicação nas plantas de processamento de petróleo e petroquímicas, o referencial ASTM E1529-06 (AMERICAN SOCIETY FOR TESTING AND MATERIALS op.cit.) deve ser preconizado para as condições de incêndio em poça.
O teste mede o tempo para que o componente do sistema elétrico atinja a temperatura média de 121ºC (250ºF), acima da temperatura inicial.
b) As normas ANSI UL-2196 “Proposed first edition of standard for tests of fire resistive cables” (AMERICAN NATIONAL STANDARDS INSTITUTE, 2001) e ASTM E1725-08 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2008) comentam que há duas alternativas de curva de temperaturas para o teste: a curva de aumento normal idêntica às preconizadas pelas normas ANSI UL-263 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2003), ASTM E119-09 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009) e a curva de aumento rápido que coincide com a norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005).
Para a aplicação nas plantas de processamento de petróleo e petroquímicas, a curva de aumento rápido deve ser especificada.
O sistema de proteção selecionado deve ser aprovado em testes aceitáveis para manter a temperatura do cabo dentro dos limites de operação, usualmente abaixo de 149ºC (300ºF) para os cabos ordinários de cloreto de polivinil. Quando expostos às temperaturas de fogo de hidrocarbonetos da norma de teste ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.) sob 1093ºC (2000ºF), esta proteção deve se estender pelo tempo necessário para atuar as válvulas críticas e a parada dos equipamentos.
As experiências indicam que a proteção passiva contra fogo aplicada diretamente aos cabos ou conduites recobertos com termoplásticos tem pouca probabilidade de sucesso, porque o plástico derrete a baixas temperaturas, a proteção passiva é derramada e o cabo falha rapidamente; ou o conduite torna-se quente o suficiente para derreter o isolamento do fio no interior. O sistema selecionado deve ser testado, ou ter evidências da garantia de proteção dos cabos pelo fabricante até a temperatura apropriada para o isolamento do arame, por não menos de 15 a 30 minutos; ou ainda mais se requerido, conforme API 2218 (AMERICAN PETROLEUM INSTITUTE, 1999).
2.9.9 Linhas de instrumentação pneumática ou hidráulica
As linhas de instrumentos pneumáticos ou hidráulicos são protegidas pelas mesmas razões e, pelos mesmos métodos, como descrito para os cabos elétricos (AMERICAN PETROLEUM INSTITUTE, 1999).
Tubos de aço inoxidável tipos ASTM 304, 316 e 321 são altamente resistentes à falha durante o fogo de hidrocarbonetos e não precisam de proteção com materiais isolantes.
No caso de tubos de outros materiais, eles podem falhar em poucos minutos quando expostos ao fogo, assim a proteção passiva deve considerar um material de isolamento para tubos classificados até 649ºC (1200ºF), ou acima. O conjunto deve ser protegido contra o tempo com chapas de aço galvanizado ou de aço inoxidável presas com tiras e parafusos de aço inoxidável (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005).
2.9.10 Válvulas de emergência dentro do cenário do Envelope de Fogo
A operação de válvulas de emergência e atuadores de válvulas em áreas expostas ao fogo pode ser importante para a parada segura das unidades, despressurizando os equipamentos ou isolando alimentações de combustíveis em um incêndio (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005).
Exemplos de válvulas importantes de isolamento de emergência, incluem as válvulas na sucção de tubulações de bombas que são alimentadas a partir de grandes torres ou acumuladores.
A fim de aumentar a probabilidade das válvulas de isolamento virem a operar adequadamente durante as emergências, a proteção passiva deve ser considerada para ambas as linhas (energia e sinal de controle) conectadas à válvula. O operador motorizado da válvula deve ser suficientemente protegido contra o fogo, de modo a prover tempo suficiente para a válvula ser totalmente fechada ou aberta (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005).
As válvulas que falham na posição segura não necessitam de proteção passiva, enquanto os operadores motorizados podem ser protegidos por vários sistemas classificados contra fogo que usam material resistente a fogo pré-formado, especialmente projetado como mantas resistentes ao fogo, montagens que usam materiais mastic ou revestimentos epóxi-intumescente que ficam permanentemente moldados ao equipamento.
Para cada uma das opções anteriores, é importante confirmar que o material de proteção passiva está adequado para a temperatura de operação do equipamento que está sendo protegido. Alguns são limitados a temperaturas normais sem fogo, tão baixas como 71ºC (160ºF) e, mesmo assim podem suportar 30 minutos de proteção contra fogo, segundo ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005).
Segundo a mesma norma, os seguintes itens são de especial consideração:
a) O limite térmico dos interruptores instalados dentro de motores elétricos podem ocasionar a falha do motor antes da válvula estar totalmente fechada ou aberta, quando expostos ao fogo;
Deve-se considerar a desativação do limite térmico do interruptor, ou consulta ao fabricante do equipamento sobre como proceder uma modificação de segurança que garanta a operação do motor de acionamento da válvula.
b) O volante da válvula ou a alavanca do engajamento não devem possuir proteção passiva na extensão que permita a operação da válvula;
c) É importante assegurar que o posicionador da válvula permaneça visível após a instalação da proteção passiva na válvula;
d) Nas válvulas operadas com solenóides, a proteção passiva pode ser instalada na solenóide, desde que não prejudique a operação satisfatória da válvula. Este cuidado é importante, devido ao fato que o material isolante retém calor ou bloqueia a ventilação;
e) O recinto do diafragma nas válvulas operadas (com diafragma) deve possuir proteção passiva contra fogo, a menos que a válvula seja projetada para falhar na posição segura;
f) É importante que o sistema de proteção passiva selecionado seja classificado para uso nas temperaturas de operação do equipamento que está sendo protegido.
A próxima seção complementa a análise de riscos, abordando uma metodologia bastante conhecida e que atende às necessidades na realização do levantamento do envelope de fogo.
2.10 ANÁLISE DE MODOS E EFEITOS DE FALHA
Em sua última atualização, a norma regulamentadora NR-20 “Líquidos Combustíveis e Inflamáveis” passou a exigir a elaboração de avaliações de riscos. Os quais, por sua vez, podem ser viabilizados através de diversas metodologias conhecidas: Análise Preliminar de Perigos/ Riscos (APP/ APR), Análise de Vulnerabilidade, FMEA, HAZID, HAZOP, dentre outras (MORAES, 2009, p.1251).
Moraes (2009, p.1252) justifica que a razão pela qual é permitido ao usuário escolher a metodologia, está relacionada ao senso comum de que não há uma única que possa ser empregada em todas as situações e responder todas as questões com a mesma eficiência. Para isso é necessário que o condutor saiba aplicar a mais oportuna para uma determinada situação.
A escolha da metodologia varia em relação ao nível de profundidade da análise e dos objetivos pretendidos, mas deve seguir os seguintes requisitos caso seja aproveitada no Programa de Gestão de Riscos da empresa, conforme cita Moraes op.cit.:
a) Focar pró-ativamente na prevenção dos efeitos (acidentes ou incidentes);
b) Definir um modo de classificar os riscos encontrados e identificar aqueles que precisam ser mitigados ou eliminados;
c) considerar a capacidade da organização em implementar as medidas de controle;
d) contribuir para a revisão de controles operacionais, meios de monitoramento ou necessidades de treinamento.
2.10.1 Breve histórico da metodologia FMEA
A fim de identificar sistematicamente as falhas potenciais no projeto da missão Apollo, a NASA começou a desenvolver em 1963 um método específico que viria a ser posteriormente chamado de Failure Mode and Effect Analysis ou “Análise de Modos e Efeitos de Falha”. O conceito do método de FMEA, surgia a partir de uma necessidade de gerenciamento de riscos em projetos (PUENTE, 2001).
Superada a fase áurea das missões espaciais, o método ressurge com a denominação “FMEA”, tal como é conhecida hoje. A partir de 1977, a Ford começa a utilizar o método focado nos processos de fabricação de seus produtos. É um marco importante, pois modifica o contexto no qual o método passou a ser empregado: o projeto constituído de atividades não repetitivas dá lugar ao processo constituído de etapas de fabricação cíclicas e repetitivas (GILCHRIST, 1993).
De acordo com Stamatis (2003), a FMEA pode ser aplicada nas fases iniciais de desenvolvimento do projeto de sistemas, produtos, componentes, serviços ou processos e deve ser continuamente reavaliado durante toda vida útil dos mesmos.
A metodologia FMEA procura avaliar de maneira lógica e sistemática o risco de ocorrência de falhas de um processo através de critérios como severidade, modos de ocorrência e modos de detecção para caso as falhas ocorram. Com base nestes três quesitos: severidade, ocorrência e detecção, a técnica FMEA procedimenta a priorização dos modos de falha em função dos maiores riscos.
Em linhas gerais, a metodologia tem seu funcionamento através de etapas distintas.
2.10.2 Principais etapas de execução FMEA
As principais etapas na execução da ferramenta FMEA, conforme Palady (1997) são:
• Identificar modos de falha conhecidos e potenciais: etapa na qual são listadas todas as funções, características ou requisitos do sistema, produto, componente ou processo – e para cada uma delas identificar os possíveis modos de falha;
• Identificar os efeitos de cada modo e a respectiva severidade: nesta etapa busca-se estimar os prováveis efeitos da falha sobre os requisitos do cliente, criando-se um checklist. A seguir, o checklist é tabulado em função da classificação de cada modo em relação à severidade da falha;
• Identificar as causas possíveis para cada modo de falha e a probabilidade de ocorrência relacionada à cada causa. Através de técnicas diversas, levantar as prováveis causas para identificar os meios de prevenção que reduzem a probabilidade de ocorrência da falha. Com base em lições aprendidas, cada causa é classificada quanto à sua probabilidade de ocorrência;
• No caso de ocorrência do modo de falha, identificar o meio de detecção e sua probabilidade de detecção. Onde detecção é a capacidade de identificar a falha após sua ocorrência e antes do cliente ter sido impactado pelo seu efeito final;
• Avaliar o grau de prioridade de risco de cada modo de falha e definir medidas de eliminação ou redução do risco. O potencial do risco de cada modo de falha está associado ao impacto no cliente, a severidade, probabilidade de ocorrência e de detecção. Por exemplo, um risco considerado baixo pode ter ocorrência alta, baixa probabilidade, mas impacto pouco importante para o cliente.
Não configurando, então, uma ameaça. O indicador de potencial de risco é chamado de Grau de Prioridade de Risco ou GPR. Os riscos avaliados acima de 125 devem ter planos de ação (STAMATIS, 2003).
Segundo Palady (1997) e Stamatis op.cit., as principais vantagens da utilização da metodologia FMEA são:
• Melhoria da Qualidade, confiabilidade e segurança de produtos e serviços;
• Auxílio na escolha de opções que tenham melhor qualidade, confiabilidade e segurança;
• Incremento da marca e competitividade da organização frente ao cliente;
• Melhoria da satisfação do cliente interno e externo;
• Redução de tempo, custo de desenvolvimento dos projetos da empresa;
• Identificação de redundâncias;
• Identificação de procedimentos voltados ao diagnóstico de falhas;
• Priorização das ações do projeto;
• Identificação das características críticas;
• Apoio à análise de novos projetos, programas e portfólios;
• Armazenamento de informações sobre a prevenção de falhas;
• Definição e priorização das ações preventivas (ações recomendadas);
• Implantação da base de dados de testes e validação, durante a fase de desenvolvimento;
• Acumulação de lições aprendidas.
A principal razão para a execução da técnica FMEA, é a necessidade de melhoria. Para alcançar todos os benefícios, é necessário que o método esteja integrado à cultura da organização (STAMATIS, 2003).
Após a sua execução inicial, o método deve ser reempregado como uma ferramenta do cotidiano. A revisão contínua é um ponto-chave do processo, pois existem constantes alterações nas condições de um sistema, produto, processo e serviço que alteram o documento de FMEA.
Ao ocorrer modificações que possam alterar a gravidade ou impacto da falha no cliente, a severidade deste modo precisa ser revisada sempre que forem incluídas alterações modificando a probabilidade de ocorrência de uma causa e/ou caso surjam informações indicando que a ocorrência é diferente da prevista no documento. Ou ainda, caso existam modificações nos meios de detecção da causa, a referida causa precisa ser revista, assim como novas causas devem ser incluídas quando necessário.
De modo análogo, sempre que ocorram modificações nos meios de detecção de uma determinada falha, a probabilidade de detecção precisa ser revisada.
Essa dificuldade inerente de animação, tornou a FMEA uma aplicação difícil de gerir dentro do contexto de processos tidos como repetitivos e cíclicos. Por experiência, profissionais de chão-de-fábrica declaram a sua preferência por outras ferramentas mais simples e fáceis de gerir através de melhorias contínuas. Pois suas atividades são, em última análise, repetitivas e cíclicas (PALADY, 1997).
Entretanto, com poucas alterações no processo o documento de FMEA torna-se um “documento vivo”, bastante dinâmico e que exige atenção redobrada por parte de seus condutores. Resquícios do contexto da sua criação, pois o método foi criado originalmente para gerenciar riscos de grandes projetos e programas.
2.10.3 Tipos de FMEA
Stamatis op.cit. cita alguns tipos de FMEA, dentre os quais:
a) FMEA de Sistema: chamado de FMEA de conceito, é usado para avaliar as falhas em sistemas e subsistemas nos estágios iniciais de definição da conceituação de projeto e precisa ser revisto continuamente durante a vida útil do sistema;
b) FMEA de Produto: é utilizado para avaliar possíveis falhas em produtos antes de sua liberação para fabricação, mas necessita revisão durante a vida útil do produto. Foca as falhas potenciais do projeto em relação ao cumprimento dos objetivos definidos para cada uma das características e está diretamente ligado à capacidade do projeto em atender os objetivos definidos para o mesmo;
c) FMEA de Processo: é utilizado para avaliar as falhas em processos preliminares à liberação para produção seriada, mas necessita de revisão durante toda a vida útil do processo. Foca as falhas potenciais do processo em relação ao cumprimento dos objetivos para cada uma de suas características e está diretamente ligada à capacidade do processo em cumprir os objetivos definidos para o mesmo. O método FMEA de Processo define a necessidade de alterações no processo, estabelece prioridades para as ações de melhoria, auxilia a execução do plano de controle do processo e na análise de produção;
d) FMEA de Serviço: pode ser empregado de diversas maneiras, uma das quais é a execução de FMEAs específicas na avaliação das etapas do desenvolvimento de um sistema, semelhantemente a um produto. Estas etapas são:
• Sistema de serviço (FMEA de Sistema);
• Produto de serviço (FMEA de Produto);
• Processo de Execução de Serviço (FMEA de Processo).
Outro modo de executar uma FMEA de serviço é através de uma FMEA que abranja todas as características desde o sistema de serviço até o sistema em si.
Neste caso, a aplicação FMEA de Serviço é empregado para avaliar as falhas potenciais em relação à necessidade do cliente e ao cumprimento dos objetivos definidos para cada uma de suas características e processos. A FMEA de Serviço define a necessidade de alterações no serviço e estabelece prioridades para as ações de melhoria no serviço prestado (STAMATIS, 2003).
Para uma aplicação adequada da FMEA, é importante discutir com um grupo formado por especialistas do processo e dos meios de produção (equipamentos).
2.10.4 Elaboração e Interpretação da Planilha de FMEA
Ao se deparar com uma planilha de FMEA, muitas pessoas não saberiam como interpretá-la. As perguntas-chaves apresentadas na tabela 6 ajudam o usuário a preencher corretamente a planilha, fazendo uso apropriado dessa metodologia de análise de risco.
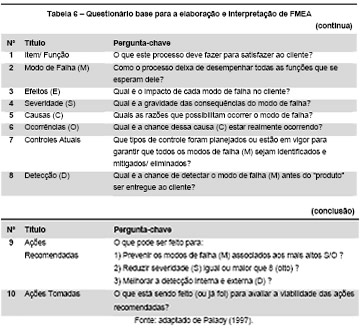
A seção seguinte aborda os critérios de seleção dos materiais de proteção passiva.
2.11 MATERIAIS DE PROTEÇÃO PASSIVA CONTRA FOGO
2.11.1 Critérios de escolha dos materiais
Cada tipo de sistema de proteção passiva contra fogo utiliza diversas combinações de materiais com várias propriedades físicas e químicas diferentes.
Ao invés de aplicar o revestimento de proteção passiva diretamente sobre o aço, a maioria dos fabricantes recomenda o uso de tintas primers escolhidas em função da compatibilidade com o revestimento, apropriadas para o controle da corrosão e das condições ambientais.
Fatores a serem considerados na seleção do sistema de proteção passiva:
a) A limitação de peso imposta pela resistência dos suportes de aço para a montagem de todo o sistema de proteção passiva;
b) A resistência ao fogo em horas;
c) A resistência da adesão e a durabilidade do material;
d) A preparação específica da superfície (limpeza e priming);
e) Materiais de fácil aplicação e reparo;
f) A corrosividade do metal em relação ao material de proteção passiva e ao ambiente atmosférico;
g) As limitações de temperatura de operação sem fogo;
h) Tempo de vida esperado ou garantido do sistema de proteção passiva;
i) Manutenção requerida para assegurar a longevidade do sistema de proteção passiva;
j) Requisitos legais;
k) Custo.
2.11.2 Propriedades físicas importantes para os materiais de proteção passiva
As propriedades mais importantes para os materiais de proteção passiva são:
2.11.2.1 Resistência à difusidade térmica
Os materiais de proteção passiva são geralmente projetados para limitar a temperatura dos suportes de aço a 538ºC (1000ºF), durante um período de tempo pré-determinado. Este é o ponto em que o aço perde metade da sua resistência.
Outras temperaturas de projeto são usadas para diferentes materiais, como os cabos de energia e de instrumentação/ controle.
Organizações como o Underwriters Laboratories testam os materiais usados na proteção passiva e publicam as classificações em função das horas de proteção contra o fogo. Este ranking é baseado no tempo necessário para que o calor ultrapasse o material que forma a barreira protetora até que a temperatura na estrutura metálica alcance 538ºC (1000ºF), sob exposição a uma dada condição de tempo-temperatura ambiente (AMERICAN PETROLEUM INSTITUTE, 1999).
2.11.2.2 Peso específico (densidade)
O peso específico de materiais de baixo peso varia de 25 a 80 lb/ft³ (400 a 1300 kgf/m³), substancialmente menor que o do concreto denso, de 140 a 150 lb/ft³ (2240 a 2400 kgf/m³). A condutividade térmica tende a ser inversamente proporcional ao peso específico.
2.11.2.3 Resistência de adesão
A adesão ou colagem deve ser forte o bastante para assegurar que o material de proteção passiva resistirá a impacto mecânico e protegerá o substrato da corrosão. O teste padronizado do ASTM E736-06 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2006) é usado para determinar a adesão ou coesão do material resistente a fogo aplicado por spray, fibroso ou cimento.
2.11.2.4 Tolerância química e ao tempo
A capacidade de um material em resistir aos efeitos da umidade, chuva, luz solar e temperatura ambiente pode influenciar a qualidade, o ciclo de vida do revestimento, a corrosão do substrato e ainda, o material de reforço do revestimento.
A exposição a certos ácidos, bases, sais ou solventes pode destruir os materiais de proteção passiva contra fogo.
Deste modo, esses materiais devem ser verificados para avaliar a estabilidade química em relação aos líquidos, vapores e gases presentes no ambiente.
Os testes da ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005) dos sistemas aplicados de proteção passiva incluem um conjunto padrão de exposições para a resistência ao tempo, como: envelhecimento acelerado, alta umidade, efeitos de ciclagem de temperaturas de congelamento/ secagem de água, tolerância química (sprays de sal, SO2, CO2), como parte dos procedimentos de testes.
2.11.2.5 Proteção contra corrosão
Dependendo dos fatores como permeabilidade, porosidade e pH, os materiais de proteção passiva podem inibir ou promover a corrosão do substrato e também do seu reforço.
Vapores, líquidos e gases presentes em algumas atmosferas de plantas industriais podem se tornar altamente corrosivos se forem aprisionados entre a proteção passiva e o substrato. O que pode enfraquecer seriamente os suportes estruturais.
Ao serem infiltrados pela água, alguns tipos de proteção passiva liberam sais que se depositam sobre o substrato, resultando em corrosão.
Por exemplo, sais de cloreto são formados a partir de alguns materiais de proteção passiva, como oxicloreto de magnésio e podem atacar os substratos de aço inoxidável. Caso o substrato seja submetido a altas temperaturas, como no caso de um incêndio, a corrosão sob tensão pode rapidamente contribuir para a falha do material.
Os poros dos materiais de baixo peso devem ser cobertos e mantidos para prevenir a contaminação ou entrada de água e, subsequente corrosão.
2.11.2.6 Resistência ao impacto e dureza
Nos locais onde as operações de içamento e manutenção sejam empregadas, os materiais de proteção passiva devem ser apropriados a fim de resistir à abrasão e ao impacto mecânico.
2.11.2.7 Resistência à vibração, compressão, tração e flexão
A resistência à vibração, compressão, tração e flexão podem contribuir para a expectativa de vida da proteção passiva. Em algumas aplicações a vibração pode fraturar o material de proteção passiva e destruir a adesão do revestimento sobre o substrato. Materiais de proteção passiva flexíveis de epóxi-intumescente projetados para fornecer elasticidade e tolerância à vibração podem ser aplicados nestes casos.
2.11.2.8 Coeficiente de expansão
O coeficiente de expansão pode ser significante quando o material de proteção passiva é usado sobre substratos que estão sujeitos à expansão causada por mudanças de temperatura ou de pressão de operação dos equipamentos.
Materiais muito rígidos podem perder sua adesão ao substrato e expor o componente protegido.
Materiais de proteção passiva flexíveis de epóxi-intumescente projetados para conferir elasticidade podem ser usados nestes casos.
2.11.2.9 Porosidade e permeabilidade ao vapor
A porosidade e a permeabilidade ao vapor estão relacionados, principalmente, à prevenção da corrosão e são muito importantes na maioria dos ambientes ou na presença de substâncias químicas que penetrem no revestimento e ataquem os suportes da estrutura.
A proteção passiva que retenha uma significante quantidade de água, pode rapidamente ser exposta quando for submetida a altas temperaturas comuns durante a combustão de hidrocarbonetos.
Alguns materiais de proteção passiva combatem a infiltração de água, como os endotérmicos, intumescentes e ablativos. Os quais possuem um “limitador químico da água”, liberado como um elemento do seu mecanismo de proteção.
Por material “ablativo” entendem-se aqueles que têm a propriedade de dissipar calor por erosão oxidativa, enquanto a proteção intumescente contra fogo é uma reação química que ocorre em materiais passivos quando expostos ao calor elevado ou incidência direta de chama. A proteção ocorre por expansão em uma camada de isolamento de carbonáceo de baixa densidade, servindo como uma barreira térmica.
2.11.2.10 Temperatura da superfície do substrato
Alguns materiais de proteção passiva possuem limitações definitivas na temperatura de operação.
Algumas classes de materiais usados para o isolamento térmico dos vasos ou tubulações de processo, podem prover alguma proteção contra o fogo caso sejam devidamente instalados e protegidos.
Todavia, como regra geral, os materiais de proteção passiva contra fogo não devem ser considerados em função do efeito de isolamento térmico. Especificamente, alguns materiais de proteção passiva são limitados a temperaturas baixas como 71ºC (160ºF).
2.12 PROPRIEDADES DOS MATERIAIS DE PROTEÇÃO PASSIVA SOB EXPOSIÇÃO AO FOGO
2.12.1 Combustibilidade
Alguns materiais de proteção passiva, particularmente os sistemas orgânicos (incluindo alguns intumescentes) possuem níveis de combustibilidade com valores fixados de acordo com a norma ASTM E84-09C (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2009) e NFPA 255 (NATIONAL FIRE PROTECTION ASSOCIATION, 2006) para a difusão da chama e fumaça desenvolvida.
Quando materiais de proteção passiva são usados em estruturas fechadas (enclausuradas), a combustibilidade deve ser limitada aos seguintes valores:
Índice de difusão de chama: 0 a 25;
Fumaça desenvolvida: 0 a 450, os quais são os limites do referencial NFPA 101 (NATIONAL FIRE PROTECTION ASSOCIATION, 2009).
Quando os materiais de proteção passiva são usados em ambientes abertos, a combustibilidade deve ser limitada a:
Índice de difusão de chama: 26 a 75, fumaça desenvolvida: sem limitação, sob limites de NFPA 101 (NATIONAL FIRE PROTECTION ASSOCIATION op.cit.).
Enquanto não há limitações para a fumaça, a toxidade do material de proteção passiva deve ser avaliada. Pois é preocupante caso seja empregada em áreas nas quais há exposição de colaboradores.
2.12.2 Resistência à erosão hidráulica e ao choque térmico
É medida em função do material de proteção passiva permanecer no lugar enquanto os jatos da água de resfriamento são aplicados. O teste é realizado com jato de mangueira para comparar a capacidade de diferentes materiais resistirem à erosão hidráulica e ao choque térmico. Estes testes são explicados nas normas NFPA 251 (NATIONAL FIRE PROTECTION ASSOCIATION, 1999) e NFPA 58 (NATIONAL FIRE PROTECTION ASSOCIATION, 2008).
2.12.3 Tipos de materiais de proteção passiva contra fogo
2.12.3.1 Concretos densos
Os concretos feitos com cimento Portland têm peso específico de 140 a 150 lbs/ft³ (2200 a 2400 kgf/m³).
Os concretos densos podem ser aplicados no local com moldes, ou com spray pneumático até alcançar a espessura requerida usando reforço com aço.
O efeito corrosivo de cloretos na superfície do aço tem obrigado o uso de primers protetores e seladores aplicados na superfície do revestimento.
As maiores vantagens do concreto denso são:
a) Durabilidade, podendo resistir ao choque térmico e jatos diretos de água;
b) Podem resistir à incidência direta de chama até 1093ºC (2000ºF);
c) Facilidade de aplicação pela maioria dos contratantes;
d) Desempenho extensamente comprovado, podendo prover quatro horas ou mais de proteção.
As desvantagens são:
a) Peso relativamente alto;
b) Condutividade térmica relativamente alta;
c) Necessidade de reforço com aço;
d) Custo da instalação e tempo envolvido coma as formas no local, particularmente quando aplicados em facilidades existentes.
O concreto absorve calor através de reações endotérmicas enquanto um limitador químico da água é liberado a partir da cristalização da estrutura, reduzindo o calor elevado. O que contribui como efeito de barreira ao fogo e direcionalmente compensa sua alta condutividade.
A seguinte mistura é usada para os concretos densos:
a) Concreto aplicado com molde (forma):
1 parte de cimento;
2,5 partes de areia;
2,5 partes de brita filtrada em uma peneira de 3/8”(9,5 mm);
Água não excedendo 6 gal/ft³ de cimento (800 l/m³).
b) Concreto aplicado pneumaticamente:
1 parte de cimento;
4 partes de areia;
Água não excedendo 5 gal/ft³ (800 l/m³) de cimento.
Em ambas as aplicações, é aconselhável usar reforço de aço como malha de arame 14 U.S. de aço galvanizado, com abertura de 2” x 2” (50 mm x 50 mm) na metade da espessura do revestimento.
A norma API 2510 (AMERICAN PETROLEUM INSTITUTE, 2001), cita 2 polegadas (50 mm) de espessura do revestimento de concreto denso como satisfatório para os suportes dos vasos de GLP e das tubulações. O que confere duas horas de proteção.
Para espessuras maiores, o tempo de proteção aumenta em uma hora adicional para 2, 5 polegadas (63,5 mm) e duas horas adicionais para 3 polegadas (76,2 mm), conforme especificações da norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.).
2.12.3.2 Concretos de baixo peso
O concreto de baixo peso utiliza-se de agregados muito leves, como a vermiculita ou perlita em lugar de pedregulhos, com cimentos que são resistentes a altas temperaturas.
A densidade à seco varia de 25 a 80 lbs/ft³(400 a 1300 kgf/cm³).
O concreto de baixo peso é usualmente aplicado em pó spray, mas pode também ser aplicado em moldes usando malha de reforço.
Os materiais aplicados pneumaticamente são cerca de 20% mais pesados que os mencionados acima.
É importante a aplicação de um revestimento protetor sobre a superfície do substrato, pois para todos os concretos a mistura cria uma condição de corrosão na superfície do aço.
Vantagens dos concretos de baixo peso
a) Possui melhores propriedades de proteção ao fogo que os concretos densos, para a mesma espessura, e muito mais leves;
b) São duráveis e têm requisitos limitados de manutenção;
c) São capazes de aguentar incidência de chama direta em até 1093ºC (2000ºF);
d) Suportam choques térmicos e altas pressões dos jatos das mangueiras de água;
e) São satisfatoriamente aplicados pela maioria dos fornecedores.
Desvantagens dos concretos de baixo peso:
a) Sua porosidade permite a infiltração de água ou vazamento de hidrocarbonetos;
b) A absorção da umidade pode causar trincas e “suor” nos climas frios;
c) Necessidade de manter um selador no topo do revestimento para prevenir contra a entrada de água e umidade;
d) São mais suscetíveis aos danos mecânicos que os concretos densos.
Uma típica composição de concreto de baixo peso é:
1 parte de cimento em volume com 4 a 8 partes de vermiculita.
A seguir, são abordados os materiais resistentes ao fogo aplicados com sprays.
2.12.3.3 Mastics Sublimado, Intumescente e Ablativos
Mastic é um material plástico usado como revestimento protetor ou cimento.
Os mastics são pulverizados sobre o substrato em uma ou mais camadas, dependendo do grau desejado de resistência ao fogo.
Reforços de arame, que devem ser rigidamente especificados, são usualmente necessários para a classe de resistência ao fogo de 1 hora ou mais.
A preparação do substrato é importante para que a adesão adequada seja atingida na aplicação do revestimento, deste modo é necessário um primer específico.
Após a aplicação do revestimento mastic em alguns materiais, é preciso adicionar uma camada adicional sobre a superfície para prevenir a entrada de umidade.
Mastics oferecem barreiras contra fogo através de um ou mais dos seguintes mecanismos:
a) Mastic sublimado, absorvem grande quantidade de calor ao mudar diretamente do estado sólido para gasoso;
b) Mastic intumescente, expande várias vezes o seu volume quando expostos ao calor e forma um isolamento protetor proveniente de um resíduo carbonáceo proveniente da pirólise que serve como barreira contra o calor;
c) Mastic ablativa, a qual absorve o calor ao perder massa através da erosão oxidativa.
Vantagens dos mastics:
a) Podem ser rapidamente aplicados;
b) Possuem baixo peso;
c) São apropriados para uso em suportes de equipamentos existentes que não poderiam suportar peso adicional.
As desvantagens são:
a) As técnicas de aplicação especificadas pelos fabricantes devem se rigorosamente seguidas a fim de assegurar um bom desempenho a longo prazo, garantir a espessura do revestimento e a própria adesão sobre o substrato;
b) É preferível usar aplicadores com experiência em todas as situações;
c) Alguns materiais tendem a encolher durante a secagem, assim deve-se ter o cuidado de aplicar uma espessura molhada maior a fim de obter a espessura seca conveniente;
d) O uso de jatos de mangueiras sobre alguns mastics durante o fogo pode remover parte do material ou da camada protetora, reduzindo assim a eficiência do revestimento;
e) Alguns mastics usam solventes inflamáveis, requerendo precauções apropriadas durante a aplicação para evitar fontes prováveis de ignição, como fornos e caldeiras;
f) Alguns mastics são menos duráveis que os materiais de concreto tradicionais, quando sujeitos ao impacto mecânico e à abrasão.
Certos materiais mastic intumescente, os quais possuem a capacidade de mudar seu volume e densidade quando expostos ao calor; podem trincar e expor ao fogo as superfícies como cantos, extremidades, curvas acentuadas ou formas intrincadas.
Por isso, o desempenho ao fogo das superfícies planas não deve ser extrapolado para tais superfícies. Para essas superfícies irregulares devem ser obtidos certificados de testes particulares (AMERICAN PETROLEUM INSTITUTE, 1999).
2.12.3.4 Revestimentos epóxi-intumescente
Uma larga faixa de revestimentos epóxi-intumescente está disponível.
Estes podem ser descritos como uma mistura de produtos químicos termicamente reativos numa matriz específica de epóxi, formulados para as aplicações de proteção passiva contra fogo.
Sob as condições de fogo reagem emitindo gases, os quais resfriam a superfície enquanto uma camada de carbonáceo de baixa densidade é formada. Servindo como uma barreira térmica.
Vantagens:
a) Se forem corretamente aplicados, estes revestimentos possuem excelente aderência e proteção contra a corrosão;
b) São tipicamente de baixo peso e duráveis sob as condições sem fogo;
c) O produto disponível é flexível e tolera vibração;
d) Certos materiais vêm demonstrando durabilidade excepcional em testes severos com jatos de fogo;
e) O produto final possui um bom acabamento superficial, o que favorece a estética.
Desvantagens:
a) Há possibilidade de dano à camada de revestimento durante o fogo, se sujeito à incidência de jatos de mangueira;
b) Requerem especialistas na aplicação;
c) Há preocupações relacionadas à toxidade dos gases gerados durante as exposições ao fogo.
2.12.3.5 Proteção passiva com cimento de baixo peso
É um revestimento aplicado com spray formulado a partir de cimento Portland e agregado de vermiculita de baixo peso ou perlita.
O qual provê um excelente isolamento de proteção passiva, até 4 horas em testes conforme a norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE, 2005), com durabilidade nas aplicações externas.
As propriedades da vermiculita permitem que ele se amalgame até quebrar ou se despedaçar sob impacto. O material é de baixo peso, de 45 a 50 lbs/ft³ (700 a 800 kgf/cm³), e pode não requerer selagem no topo.
A tabela 7 apresenta o melhor material de proteção passiva contra fogo para cada perfil dos elementos estruturais aliado ao melhor custo-benefício na aplicação.
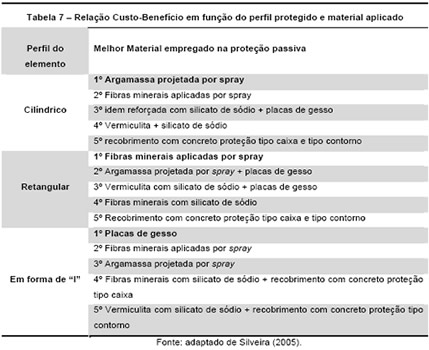
A partir da análise da tabela 7, pode-se concluir que:
• Perfis cilíndricos, como tubulações, são melhor protegidos por argamassa projetada por spray;
• Perfis retangulares, como eletrocalhas, são melhor protegidos por fibras minerais aplicadas por spray;
• Perfis em forma de “I”, como vigas e outros elementos estruturais, são melhor protegidos por placas de gesso.
Todos os materiais relacionados na tabela 7 foram calculados por Silveira (2005), segundo o critério da razão dimensional W/D apresentada na subseção 2.5.4.3.
Semelhante exercício foi realizado por Silveira op.cit. simulando o tempo necessário para cada um dos materiais alcançarem sua respectivas temperaturas críticas, considerando a espessura de 25,4 mm (1 polegada) para todos eles.
Analisando a tabela 8, é possível compreender como Silveira op.cit montou a sua classificação; afirmando que o material do topo da lista consegue permanecer mais tempo exposto ao fogo ou o mesmo tempo dos demais, mesmo se sua espessura for reduzida até um determinado limite seguro.
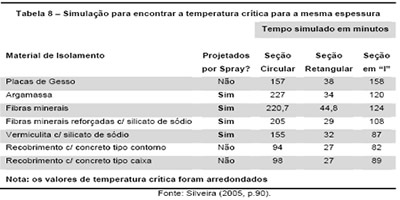
Observação: uma norma interna determina a espessura de 50 mm (2 polegadas) para os materiais de proteção passiva. O valor de 25, 4 mm foi utilizado apenas no modelo empregado por Silveira op.cit.
2.12.3.6 Testes e classificação de materiais de proteção passiva
Os materiais resistentes ao fogo usados nas unidades de processo de plantas de petróleo e petroquímicas devem ser testados e classificados conforme procedimentos aceitos na indústria e que indiquem como estes materiais se comportarão, sujeitos a condições representativas de fogo de petróleo e das petroquímicas (AMERICAN PETROLEUM INSTITUTE, 1999).
Os fogos de hidrocarbonetos podem alcançar 1093ºC (2000ºF) rapidamente após a ignição. A norma API 2218 (AMERICAN PETROLEUM INSTITUTE op.cit.) recomenda ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.) como a padronização representativa de tais testes.
Dois procedimentos de testes projetados para simular fogo de hidrocarbonetos, foram desenvolvidos para representas as condições de incêndio em poça:
• A norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.) foi introduzida em 1984 e aprovada como um ANSI/ UL padrão em 27 de fevereiro de 1991, enquanto o padrão ASTM E-1529 foi publicado em julho de 1993. Ambos os testes alcançam 1093ºC (2000ºF) em 5 minutos e são mais severos que o referencial ASTM E-119;
• A norma ANSI UL-1709 op.cit. impõem mais 30% de carga calorífica que o referencial ASTM E-1529 (AMERICAN SOCIETY FOR TESTING AND MATERIALS, 2006); porém apesar de menos severo, o ASTM E-1529 pode resultar em resultados equivalentes aos da norma ANSI UL-1709 (AMERICAN NATIONAL STANDARDS INSTITUTE op.cit.), o que depende da avaliação do usuário do sistema de proteção passiva contra fogo.
3. METODOLOGIA
3.1 DELINEAMENTO DA PESQUISA
O presente estudo de caso é voltado a uma área com histórico de acidente inflamável dentro da Unidade de Processo de Destilação Atmosférica e à Vácuo de uma Refinaria Brasileira do Setor de Óleo e Gás.
Para tanto, foi restrito a uma área circular contendo três (3) bombas, tubulações de processo, dois (2) elementos de colunas estruturais de aço e duas (2) seções de eletrocalhas contendo o cabeamento de energia e controle (instrumentação).
O foco da pesquisa foi voltado à implantação de proteção passiva contra fogo nos elementos supracitados, particularmente no que se referiu a:
• Classificação de área;
• Cenários de fogo;
• Seleção do material de proteção passiva.
Contudo, não integraram o escopo deste estudo de caso:
• Fenômenos de transporte e transferências de calor associadas;
• Especificação da espessura dos materiais de proteção passiva, pois a mesma já é determinada em normas e procedimentos internos.
A seguir, no desenho representado pela figura 10, o círculo em negrito assinala a área selecionada para o estudo de caso.

Figura 10 – Seleção da área de objeto do estudo.
Fonte: o autor.
3.1.1 Justificativas da área escolhida
A área selecionada foi escolhida em função de posssuir histórico de acidentes envolvendo substâncias inflamáveis, pois está contida dentro de um setor com classificação de área de alto risco.
Além de que, dentro da área circular está localizada uma amostra significativa dos elementos-chave passíveis de proteção passiva contra fogo: base das bombas, tubulações de conexão de processo, vigas estruturais, seções eletrocalhas contendo cabos de controle e energia que atravessam a área selecionada.
3.2 LEVANTAMENTO DAS HIPÓTESES
No presente estudo de caso, foram levantadas duas (2) hipóteses relacionadas aos mais prováveis cenários de fogo, em função dos dados históricos de acidente na área escolhida:
1ª Hipótese de acidente:
A possibilidade da ocorrência do efeito “Jato de fogo”, cujo envelope de fogo foi abordado na revisão bibliográfica.
O estudo de caso pretende testar a primeira hipótese, apresentando conclusões.
2ª Hipótese de acidente:
A possibilidade da ocorrência do efeito “Incêndio em poça”, cujo envelope de fogo foi abordado na revisão bibliográfica.
O estudo de caso pretende testar a segunda hipótese, apresentando conclusões.
3.3 COLETA DE DADOS
A fim de realizar a coleta de dados, foram aplicadas entrevistas com os profissionais envolvidos no processo de produção e apoio à Unidade de Processo de Destilação Atmosférica e à Vácuo para conhecer os requisitos de implantação dos sistemas adotados para a proteção contra fogo (fireproofing) e o contexto associado.
Os dados coletados foram inseridos na FMEA para relacionar causas/ efeitos e facilitar o processo de retroalimentação dos entrevistados, mas tendo o cuidado de não tornar sua participação ativa na presente pesquisa.
Dados coletados: documentos como atas de reunião, memoriais de cálculo, desenhos, croquis, procedimentos e entrevistas complementares realizadas no período de 28/09/09 a 29/10/09 junto a pessoal com acesso aos dados e informações qualificadas.
a) Dados do local:
• Mapa de risco: alto risco devido à presença de substâncias inflamáveis;
• Equipamentos: as bombas identificadas por “B1”, “B2” e “B3”, as quais operam a recirculação dos produtos inflamáveis, como querosenes, óleos diesel e nafta pesada. A classificação área corresponderia à Zona 2 (ambiente aberto e ventilação adequada), contudo a área já possui histórico de acidente;
• Conexões: tubulações de processo, contém a mistura inflamável bombeada para a alimentação das unidades de processamento contíguas à área selecionada.
• Eletrocalhas: identificadas duas (2) eletrocalhas que contêm o cabeamento responsável pela alimentação e controle de instrumentação da instalação local e das vizinhas, visto que atravessam todo o setor;
• Elementos estruturais: duas (2) colunas de sustentação do piso superior, as quais possuem perfil em forma de “I” e são identificadas por “C1” e “C2”.
O próximo capítulo aborda os resultados do estudo de caso.
4 ANÁLISE DOS RESULTADOS
Neste capítulo são apresentados todos os resultados obtidos a partir da interpretação da análise de riscos utilizada (Apêndice A), suas ações recomendadas e as ações implantadas ou em vias de implantação.
Quatro elementos foram encontrados na área selecionada para o estudo:
a) Três (3) bombas de processo, identificadas por “B1”, “B2” e “B3”;
b) Diversas tubulações e conexões;
c) Duas (2) eletrocalhas, contendo o cabeamento de energia e controle de instrumentação;
d) Dois (2) elementos estruturais de sustentação do piso superior, identificados por “C1” e “C2”.
Os resultados encontrados são discutidos a seguir.
4.1 BOMBAS DE PROCESSO
Dentro da área especificada estão localizadas 3 (três) bombas de processo, das quais os modos de falhas potenciais com severidade mais elevadas extraídas da planilha FMEA (Apêndice A), são:
a) Parada da(s) bomba(s), com severidade igual a 9 (nove);
b) Vazamento de fluido inflamável, com severidade igual a 10 (dez).
Apesar de ambos os modos de falha apresentar severidade maior ou igual a 9 (nove), somente o segundo possui severidade/ ocorrência (S/O) que justifique ações recomendadas para mitigar ou eliminar os riscos que ameaçam a segurança.
Para o segundo modo de falha, as seguintes ações foram recomendadas:
a) Troca do kit de selagem das bombas;
b) Instalação de proteção passiva na base da(s) bomba(s).
Importante destacar o GPR alcançado para este modo de falha, igual a 450. É o segundo valor mais alto de grau de prioridade de risco encontrado na FMEA.
Este fato não pode ser ignorado e justifica as consequentes ações tomadas para mitigar e/ou eliminar o risco:
• As trocas dos kits de selagem foram providenciadas junto aos fabricantes das bombas e as bases dos equipamentos foram reconstruídas segundo as normas internas de dimensionamento e instalação de proteção passiva.
Ou seja, as bases de concreto foram reconstruídas de modo a contemplar as especificações do envelope de fogo.
Por não apresentar GPR preocupante, o primeiro modo de falha não recebeu ações específicas fora as já relacionadas na planilha FMEA, isto é, manutenção programada e eventual acionamento das válvulas de segurança.
4.2 TUBULAÇÕES E CONEXÕES CORRELATAS
A tubulação e suas conexões localizadas dentro da área avaliada transportam inúmeros fluidos contendo (ou não) substâncias inflamáveis.
Da planilha FMEA (Apêndice A), foi verificado que o modo de falha potencial “vazamento de vapores e gases do produto” apontou severidade igual a 10 (dez). O qual é o valor mais preocupante, visto que representa o maior risco à segurança.
Também foi constatado através de seus efeitos, que o modo de falha está associado ao jato de fogo e incêndio em poça. Sendo causado por falhas na vedação ou fissuras na tubulação.
A ação recomendada relacionada ao critério S/O de maior severidade, foi a instalação de proteção passiva contra fogo voltada aos perfis circulares nas conexões/ seções de tubulação classificadas, conforme zona 2 dentro do alcance do potencial envelope de fogo.
Como resultado das ações tomadas, os materiais de proteção passiva indicados foram o mastic e mantas de proteção nas tubulações e conexões anexas.
4.3 ELETROCALHAS COM CABEAMENTO DE CONTROLE E FORÇA
Em relação às eletrocalhas contendo o cabeamento de energia e controle de instrumentação que atravessam uma seção da área estudada, os modos de falhas potenciais são mais graves do que os levantados nas análises anteriores.
Da planilha FMEA (Apêndice A), nota-se que todos os modos de falhas possuem severidade igual a 9 (nove) - classificação que aponta risco de comprometimento da segurança.
Nesta classificação, são apontados os seguintes modos de falhas:
a) Interrupção do fluxo de energia e controle;
b) Avaria (parcial ou total) da integridade física dos cabos de energia e controle.
Ambos também apresentam os maiores valores de severidade/ ocorrência (S/O) iguais a 9 (nove), o que justifica as ações recomendadas para mitigar ou eliminar os riscos que ameaçam a segurança.
As ações recomendadas para prevenir a ocorrência dos modos de falhas mensurados, são:
a) Transferir o cabeamento de energia e controle para o subsolo, ou seja, enterrar algumas seções da linha de cabeamento;
b) Implantar os revestimentos de proteção passiva, aplicando tinta intumescente nos cabos expostos e nas eletrocalhas utilizar os materiais projetados por spray e mantas refratárias.
Importante observar que a avaria da integridade física dos cabos apontou o GPR mais elevado, igual a 729, o que na prática tornam as respectivas ações recomendadas as mais prioritárias dentre todas da implantação de proteção passiva.
4.4 ESTRUTURAS DE SUSTENTAÇÃO
Dentro da área especificada estão contidas 2 (duas) colunas de sustentação do piso superior, o qual contém outras instalações e equipamentos. As mesmas são elementos estruturais de aço com perfil em forma de “I”.
Da planilha FMEA (Apêndice A), verifica-se que os três modos de falhas potenciais encontrados apontaram severidade igual a 10 (dez), ou seja, a maior gravidade identificada em decorrência de um dos modos de falha abaixo relacionados. São eles:
a) Avaria da resistência mecânica do aço das colunas de sustentação;
b) Aquecimento da estrutura superior sustentada pelo elemento estrutural coluna;
c) Colapso da estrutura de sustentação.
Todos os três registraram severidade/ ocorrência (S/O) elevados, tendo sido recomendada a seguinte ação para prevenir a ocorrência desses modos de falhas:
• Implantar proteção passiva através de placas de gesso ou concreto, conforme indicado na revisão bibliográfica para as estruturas com perfil em forma de “I”.
Embora o colapso da estrutura seja um evento de grande impacto, o GPR associado foi médio, igual a 80. Este resultado significa que, mesmo sendo gravíssima, a ameaça tem pouca probabilidade de ocorrer devido ao elevado nível de detecção presente no local.
4.5 IMPLANTAÇÃO DA PROTEÇÃO PASSIVA NA ÁREA ESTUDADA
Algumas medidas de proteção passiva relacionadas às ações recomendadas podem ser visualizadas a seguir.
4.5.1 Bombas de Processo
A figura 11 mostra uma das três (3) bombas antes da construção da nova base de concreto. Pode-se observar também uma das saídas de tubulação sem proteção passiva.
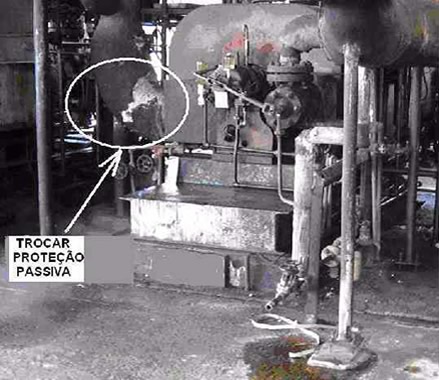
Figura 11 – Bomba “B1”.
Fonte: o autor.
4.5.2 Tubulações e conexões correlatas
A figura 12 mostra algumas tubulações e conexões correlatas com proteção passiva contra fogo através da aplicação de manta refratária.

Figura 12 – Proteção passiva em tubulações.
Fonte: o autor.
4.5.3 Eletrocalhas e cabeamento de controle e energia
Observam-se na figura 13, cabos e eletrocalhas protegidos por tinta intumescente e seção de eletrocalha protegida por manta refratária.

Figura 13 – Proteção passiva em eletrocalhas e cabos.
Fonte: o autor.
4.5.4 Elementos Estruturais
A figura 14 mostra os elementos estruturais “C1” e “C2”.
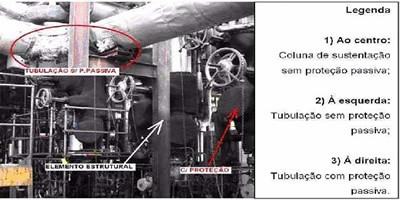
Figura 14 – Elementos estruturais com perfil em “I”.
Fonte: o autor.
4.6 AVALIAÇÕES DO ESTUDO DE CASO E DA METODOLOGIA EMPREGADA
A seguir são apresentadas as avaliações e considerações dos resultados deste estudo de caso.
4.6.1 Avaliação do Estudo de Caso
Na avaliação das bombas, foi importante notar que o segundo modo de falha está associado aos efeitos jato de fogo e incêndio em poça. Esta constatação corrobora a hipótese de ocorrência destes dois eventos como verdadeira, conforme a proposta realizada no levantamento de hipóteses.
Na avaliação das tubulações e suas conexões, o modo de falha “vazamento de vapores e gases do produto” também está associado aos efeitos jato de fogo e incêndio em poça. Tal constatação também corrobora a hipótese de ocorrência destes dois eventos como verdadeira.
Na avaliação das eletrocalhas do cabeamento de controle e força, embora não haja associação aos efeitos supramencionados há efeito de elevado dano como:
a) princípio de incêndio dentro da eletrocalha;
b) ameaça de falha de acionamento de sistemas automáticos (ativos) de combate ao incêndio e de detecção (alerta);
c) parada de equipamentos vizinhos à área;
d) parada do processo de produção da unidade.
Os dois primeiros são potencialmente perigosos quanto à manifestação de jato de fogo e incêndio em poça.
Embora sejam de intensidade menor, podem levar mais tempo para alcançar danos equivalentes na área estudada.
Já a avaliação das colunas de sustentação aponta riscos de grande intensidade, equiparáveis aos efeitos de jato de fogo e incêndio em poça, mas são eventos de difícil ocorrência devido aos controles existentes permitirem um amplo nível de detecção.
4.6.2 Considerações gerais sobre a proteção passiva contra fogo
Algumas considerações merecem destaque:
• A proteção passiva contra fogo é relevante e pode contribuir significativamente para o combate ao incêndio se tornar mais efetivo;
• A proteção passiva contra fogo adiciona mais tempo de resposta às equipes de apoio e aos equipamentos e estruturas protegidos;
• Dos elementos avaliados, as eletrocalhas e cabos de controle (instrumentação) e de energia são os mais vulneráveis aos efeitos do fogo, o que se refletiu no maior valor de GPR encontrado;
• O dimensionamento da proteção passiva contra fogo varia em função do material e método de aplicação empregado. O mais encontrado na área estudada foram as mantas refratárias, mastics e materiais projetados por sprays. Particularmente, estes últimos oferecem um custo mais atrativo comparado aos primeiros;
• As especificações técnicas do material escolhido (mantas refratárias) para proteger o pior caso avaliado (eletrocalhas) são apresentadas no Anexo A.
4.6.3 Considerações sobre a implantação das soluções (ações recomendadas)
Em relação à troca do kit de selagem das bombas, esta solução também contribui significativamente para a redução do valor da apólice da seguradora.
Este dado vem de encontro com a justificativa apresentada na introdução deste trabalho.
4.6.4 Considerações sobre a metodologia empregada (FMEA)
Um dos aspectos mais importantes na prevenção de acidentes é investigar as causas e efeitos associados.
O foco deste trabalho foi direcionado à prevenção de acidentes, portanto seria natural direcionar as hipóteses em direção às possíveis causas a fim de evitar sua (re)ocorrência, impedindo o acidente.
Contudo, é bastante discutível definir prioridades do binômio causa/ efeito. Em função do critério que venha a ser empregado, determinado efeito pode ser considerado causa do seguinte e assim assume-se uma subjetividade inerente ao processo de investigação em função dos membros envolvidos.
Este é um risco que poderia ter atrapalhado o desenvolvimento deste estudo de caso.
A fim de minimizar este risco, pois é impossível eliminá-lo completamente, foi muito importante ter aplicado uma metodologia que permitisse relacionar o binômio causa/ efeito sem que surgissem polêmicas desnecessárias.
Neste caso, uma variável que relacione indiretamente causa e efeito pode facilitar o processo de discussão e gerar melhores resultados.
Melhor ainda se forem utilizados critérios de mensuração, os quais são fundamentais para realizar a avaliação dos resultados de um estudo de caso.
A metodologia FMEA introduziu a variável “modo de falha potencial”, diretamente relacionada às causas de falhas e também aos seus efeitos. Isto permitiu esvaziar a discussão em torno de qual variável seria mais importante, a causa ou o efeito.
A variável mais importante foi desde o início, o modo de falha o qual em última análise, representou as hipóteses levantadas.
Deste modo, mensurando o modo de falha foi possível testar a respectiva hipótese, obter e avaliar os resultados do estudo de caso.
Conforme Palady (1997, p.45-46) comenta, é preciso rever continuamente a FMEA durante toda a vida útil do processo ou do sistema. Isto geralmente ocorre de modo bem sucedido na implantação simultânea de um processo ou sistema, mas pode vir a falhar ao serem feitas melhorias em uma determinada parte sem considerar a revisão do processo (ou sistema) como um todo.
Por exemplo, as FMEAs entregues pelos fabricantes de equipamentos e instalações como requisito para a obtenção da aceitação do cliente no momento da implementação do equipamento na área.
Contudo, é possível que o cliente não tenha revisto todo o processo ou sistema no qual aquele novo equipamento está sendo integrado. Simplesmente substitui a documentação do equipamento antigo pela nova e permanece com a documentação antiga do processo (ou do sistema) sem alterações.
Esta é a justificativa mais plausível para explicar porque os resultados encontrados neste estudo de caso não foram avaliados antes. O que torna interessante realizar uma extensão desta pesquisa em outras áreas, mesmo que seja através de outra metodologia de análise de riscos.
Finalmente, é importante destacar que o equívoco representado pela desatualização dos dados pode comprometer a validade de toda a análise de riscos realizada e tornar seus resultados incongruentes. Criando um precedente perigoso para a ocorrência de acidentes ou incidentes, visto que a confiabilidade da base de dados pode se tornar questionável por não mensurar adequadamente os graus de prioridade de risco existentes.
5 CONCLUSÕES E CONSIDERAÇÕES FINAIS
Dos objetivos propostos, foram alcançados o objetivo geral e os específicos.
Do Objetivo geral, foi abordado o estudo de caso da implantação da proteção passiva contra fogo em uma área selecionada dentro de uma Unidade de Destilação Atmosférica e à Vácuo de uma empresa brasileira do Setor de Óleo e Gás.
Dos Objetivos Específicos:
a) Tanto a hipótese 1 (jato de fogo) como a hipótese 2 (incêndio em poça) se revelaram verdadeiras, isto é, estes cenários de fogo podem de fato acontecer na área estudada;
b) Os graus de prioridade de risco (GPR) foram mensurados e constam da planilha FMEA (Apêndice A). Os quais são listados a seguir:
• Função “Bombear o produto pela tubulação de linha” (bombas de processo “B1”, “B2” e “B3”), GPR igual a 45;
• Função “Manter a pressão constante na tubulação da linha” (bombas de processo “B1”, “B2” e “B3”), GPR igual a 450;
• Função “Conduzir o fluxo de produto até os equipamentos de processo” (tubulações e conexões correlatas), GPR igual a 150;
• Função “Conduzir cabos de energia e comando para equipamentos dentro e fora da unidade de processo” (eletrocalhas), GPR igual a 729;
• Função “Sustentação do nível superior nas cotas das colunas da área estudada” (elementos estruturais “C1” e “C2”), GPR igual a 80;
c) Para os graus de prioridade de risco mais relevantes, GPR igual ou superior a 80, foram recomendadas ações pertinentes para mitigar o respectivo GPR. As ações recomendadas foram:
• GPR igual a 450, “troca do kit de selagem das bombas” e “proteção passiva (base das bombas)”. Novo GPR igual a 72;
• GPR igual a 150, “proteção passiva (perfis cilíndricos)”. Novo GPR igual a 50;
• GPR igual a 729, “proteção passiva das eletrocalhas e cabeamento”. Novo GPR igual a 45;
• GPR igual a 80, “proteção passiva dentro dos envelopes de fogo”. Novo GPR igual a 50;
d) Implantação das medidas de proteção passiva contra fogo correspondentes às respectivas ações recomendadas. Os resultados da implantação de proteção passiva foram apresentados através do capítulo análise dos resultados, no qual constam as evidências relacionadas à implantação. As ações tomadas foram:
• Para as ações recomendadas “troca do kit de selagem das bombas” e “proteção passiva (base das bombas)”, estão sendo implantadas as ações “trocas em andamento junto aos fabricantes” e “reconstrução da base das bombas conforme especificação do envelope de fogo”;
• Para a ação recomendada “proteção passiva (perfis cilíndricos)”, foi implantada a ação “materiais selecionados: mastic, outros projetados por spray e mantas refratárias”;
• Para a ação recomendada “proteção passiva das eletrocalhas e cabeamento”, foi implantada a ação “materiais selecionados: mantas refratárias, tintas intumescentes e outros aplicados por spray”;
• Para a ação recomendada “proteção passiva dentro dos envelopes de fogo”, foi implantada a ação “materiais selecionados: mantas refratárias e placas de gesso”.
Como consideração final, este trabalho alcançou o propósito de valorizar e destacar a proteção passiva como método preventivo e eficaz no combate ao incêndio.
Trabalhos futuros são bem vindos, pois ainda há poucas pesquisas direcionadas ao tema proteção passiva contra fogo.
Sugere-se que o tema seja pesquisado sob os diferentes focos das diversas disciplinas de engenharia e administração.
REFERÊNCIAS
ABADIE, Elie. Processos de Refino: apostila do curso de formação de operadores de refinaria. Curitiba: Unicenp, 2002. 76p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-7505: Armazenamento de Líquidos Inflamáveis e Combustíveis. RJ, ago. 2000.
AMERICAN NATIONAL STANDARDS INSTITUTE. UL-263 Fire Tests of Building Construction and Materials. EUA, 04/04/2003.
______________UL-1709: Rapid Rise Fire Tests of Protection Materials for Structural Steel. EUA, 23/03/2005.
______________UL-2196: Tests of fire resistive cables. EUA, 01/01/2001.
AMERICAN PETROLEUM INSTITUTE. API 2218: Fireproofing Practices In Petrolum and Petrochemical Processing Plants. EUA, 01/08/1999.
______________API Std 2510 Design and Construction of Liquefied Petroleum Gas Installations (LPG). EUA, 01/05/2001.
______________API RP 500: Recommended Practice for Classification of Locations for Electrical Installations at Petroleum
Facilities Classified as Class I, Division I and Division 2. EUA, 01/11/1997.
______________API RP 505: Recommended Practice for Classification of Locations for Electrical Installations at Petroleum Facilities Classified as Class I, Zone 0, and Zone 2. EUA, 01/11/1997.
______________API RP 2030: Recommended Practice (Guidelines) for Aplication of Water Spray Systems for Fire Protection on Petroleum Industry. 2ª Edição. EUA, 01/08/1998.
AMERICAN SOCIETY FOR MECHANICAL ENGINEERS. ASME E84-09C Standard Test Method for Surface Burning Characteristics of Building Materials. EUA, 01/08/2009.
______________ASME E736-06 Standard Test Method for Cohesion/ Adhesion of Sprayed Fire-Resistive Materials Applied to Structural Members. EUA, 01/01/2006.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D56-05: Standard Method of Test for Flash Point by the Tag Closed Cup Tester. EUA, 01/05/2005.
______________ASTM D323-08: Standard Method of Test for Vapor Pressure of Petroleum Products (Reid Method). EUA, 05/12/2008.
______________ASTM E119-09: Standard Test Methods for Fire Tests of Building Construction and Materials. EUA, 01/01/2009.
______________ASTM E1529-06: Standard Test Methods for Determining Effects of Large Hydrocarbon Pool Fires on Structural Members and Assemblies. EUA, 15/01/2006.
______________ASTM E1725-08: Standard Test Methods for Fire Tests of Fire-Resistive Barrier Systems for Electrical System Components. EUA, 01/01/2008.
FRANCO, Luciano Rubim; JORDÃO, Dácio de Miranda; KAZMIERSKI, Andre Luis da Silva. Prevenção contra explosões e outros riscos: apostila do curso de formação de operadores de refinaria. Curitiba: Unicenp, 2002. 42p.
GILCHRIST, Warren. Modeling failure modes and effects analysis. International Journal of Quality and Reliability Management, N.982816, 1993.
INTERNATIONAL ELETRIC CODE. IEC 60079-10-1: Explosive atmospheres - Part 10-1: Classification of areas - Explosive gas atmospheres. EUA, 09/12/2008.
______________IEC 60079-10-2: Explosive atmospheres - Part 10-2: Classification of areas - Combustible dust atmospheres. EUA, 20/04/2009.
LEES, F.P. Loss Prevention in the Process Industries. 1996. Vol.2, cap,16.
MILKE, J.A. The SFPE Handbook of Fire Protection Engineering: Analytical Methods for Determining Fire Resistance of Steel Members. 1ª Edição, seção 3, cap.6, pp.3-88.
MORAES, Giovanni. Normas Regulamentadoras Comentadas: Volume 3. 7ª Edição. RJ: GVC, 2009. 1918p.
NATIONAL FIRE PROTECTION ASSOCIATION. NFPA 30: Flammable and Combustible Liquids Code. EUA, 13/03/2008.
______________NFPA 58: Flammable and Combustible Liquids Code. EUA, 2008. 140p.
______________NFPA 70: National Electrical Code (NEC) Handbook. EUA, Edição 2008.
______________NFPA 101: Life Safety Code. EUA, Edição 2009.
______________NFPA 251 Standard Methods of Tests of Fire Endurance of Building Construction and Materials. EUA, Edição 1999.
______________NFPA 255: Guide for Fire and Explosion Investigations. 2ª Edição. EUA: Jones and Bartlett Publishers, 24/04/2006. 452p.
PALADY, Paul. FMEA: Análise dos Modos de Falha e Efeitos – prevendo e prevenindo problemas antes que ocorram. SP: Imam, 1997. 270p.
PUENTE, Javier et al. A decision support system for applying failure mode and effects analysis. International Journal of Quality and Reliability Management, V.19 n.2, p. 378-397, 2002.
SILVEIRA, Cíntia. Proteção Passiva de Estruturas e Sistemas Elétricos contra Incêndio aplicada a uma Unidade de Refino de Petróleo. 2005. 113 f. Dissertação – UFRGS: Programa de Pós-Graduação em Engenharia Mecânica (PROMEC), Porto Alegre, 2005. Disponível em: . Acesso em 2 ago. 2009, 23:23.
SPERANDIO, Carlos Augusto. Fundamentos de Engenharia de Segurança do Trabalho. 1ª Edição. Curitiba: CEFET-PR, ago. 1994. 164p.
______________Proteção contra Incêndios e Explosões: apostila do Curso de Especialização em Engenharia de Segurança do Trabalho. Curitiba: UTFPR, 2008. 163p.
STAMATIS, D.H. Failure Mode and Effect Analysis: FMEA from Theory to Execution. 2ª Edição. Milwaukee: ASQ Quality Press, 2003.
GLOSSÁRIO
| BLEVE | Bola de fogo de grande diâmetro, resultante da combinação da liberação de uma massa de líquido superaquecido na atmosfera com uma fonte de ignição presente. |
| BLOWDOWN | Termo empregado para identificar a água drenada da bacia da torre de resfriamento a fim de evitar o acúmulo de contaminantes na água circulante. |
| BOLA DE FOGO | Fenômeno físico resultante da repentina despressurização e expansão de um volume de vapor comprimido, formando um volume esférico de gás inflamável que sobe devido ao efeito da redução de densidade provocada pelo superaquecimento da superfície externa, a qual entra em combustão. |
| CHECKLIST | Lista de itens a serem verificados sequencialmente |
| FIREPROOFING | Sistema de Proteção Contra Fogo |
| FLARE | Tocha de incineração de vapor e/ou gás inútil ao processo. |
| FLASHFIRE | Incêndio em nuvem de vapor na qual a massa contida não explode. É um fogo muito rápido capaz de aplicar queimaduras letais. |
| HOUSEKEEPING | Termo empregado para o processo que objetiva a manutenção da ordem, limpeza, organização e segurança nas organizações. Faz parte do Programa 5S. |
| LAYOUT | Esboço ou desenho que mostra a distribuição física de equipamentos e instalações em um determinado espaço. |
| LIMITES DE INFLAMABILIDADE | São os limites de concentração superior e inferior de inflamabilidade de um gás. Acima ou abaixo destes valores a propagação da chama não ocorre sem uma fonte de ignição |
| JET FIRE | Jato de Fogo. Ocorre quando uma fonte de ignição próxima ao ponto de vazamento encontra um gás flamável. |
| MASTIC | Resina termorrígida que forma uma camada emborrachada que, após sua cura, adere (ou cola) na superfície do material aplicado. |
| PÍER | Estruturas suspensas apoiadas sobre pilares. |
| PIPE-RACK | Cavalete de concreto, ou metálico, que sustenta tubulações horizontais. |
| POOL FIRE | Incêndio em poça. É uma poça de líquido inflamável no solo. A qual se incendeia em contato com a fonte de ignição. |
| PRÉ-FLASH | Pré-fracionamento empregado no processo de destilação. |
| PRIMERS | Camada de tinta pré-aplicada com o objetivo de segurar a aplicação da camada final de tinta. |
| PRIMING | Aplicação dos primers. |
| RANKING | Classificação em ordem decrescente. |
| SPINDLE | Tipo de óleo lubrificante produzido na Destilação à Vácuo. |
| SPRAY | Borrifador de água ou tinta. |
| STRIPPERS | Retificadores. Equipamentos integrantes da Unidade de Destilação Atmosférica e à Vácuo. |
APÊNDICE A – PLANILHAS DE FMEA DO ESTUDO DE CASO
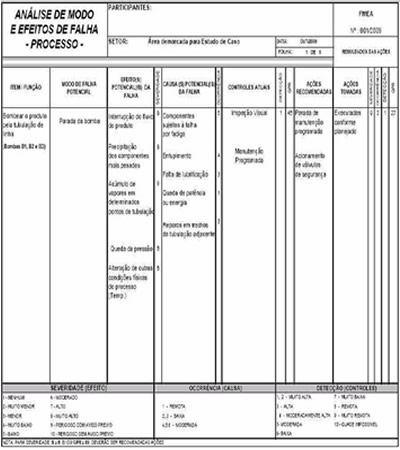
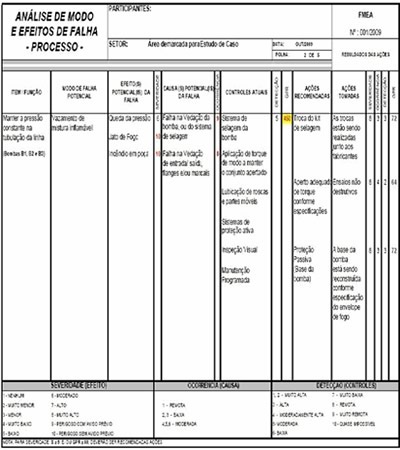
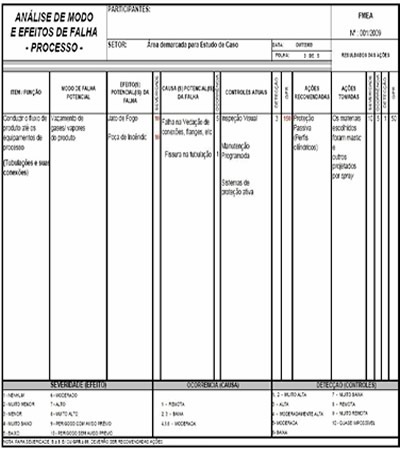
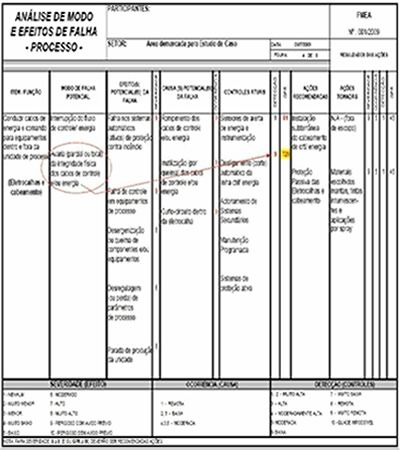
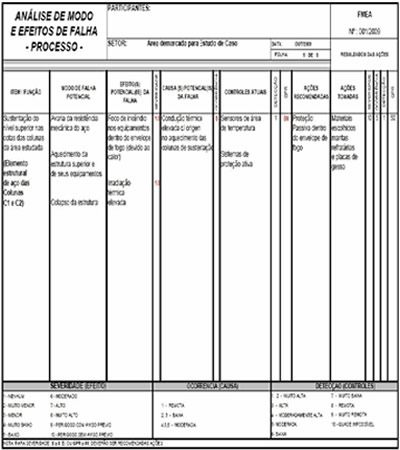
APÊNDICE B – TABELAS DE FMEA
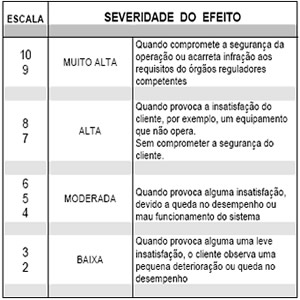
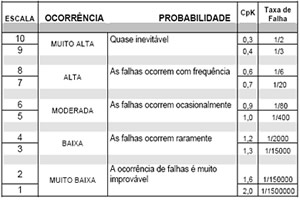
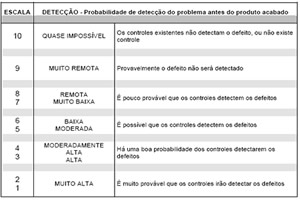
ANEXO A – ESPECIFICAÇÕES DA MANTA REFRATÁRIA
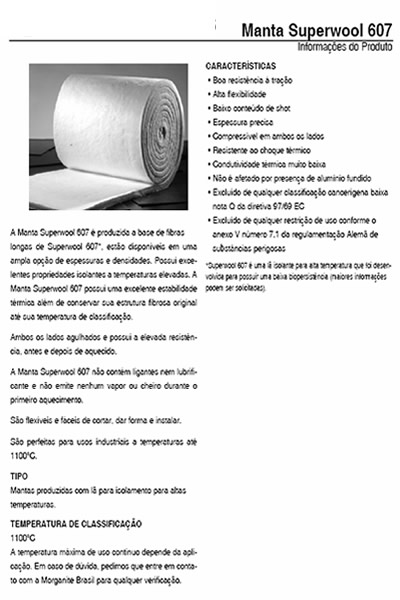
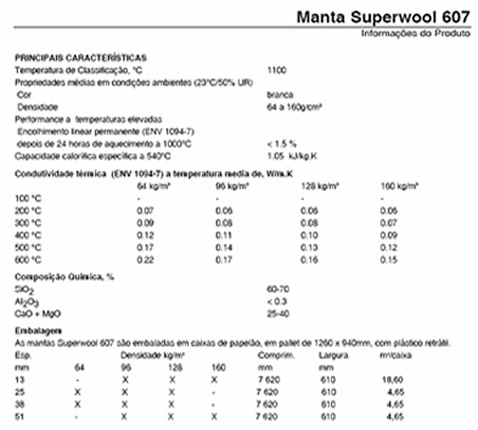
Publicado por: Paulo Rogers Helrighel
O texto publicado foi encaminhado por um usuário do site por meio do canal colaborativo Monografias. Brasil Escola não se responsabiliza pelo conteúdo do artigo publicado, que é de total responsabilidade do autor . Para acessar os textos produzidos pelo site, acesse: https://www.brasilescola.com.























